
滤水促进酶在箱纸板生产中的应用
2014-08-03 01:57:10齐云洹马晓东
中国造纸 2014年12期
齐云洹 马晓东 王 耀
(河南银鸽实业投资股份有限公司,河南漯河,462000)
废纸被誉为城市中的森林资源,近年来由于造纸原料日益短缺,造纸工业对环境污染严重,人们对废纸的利用越来越重视,废纸利用率不断上升。发展处理和充分利用技术、不断提高回收利用废纸水平,对合理使用二次纤维资源、缓解造纸原料供应不足及减轻环境污染、降低能源消耗、降低纸张成本、保护生态平衡具有重要意义[1-2]。但废纸循环使用时,细小纤维含量多,滤水性较差,纤维强度、纤维润胀性能及纤维结合力下降,纤维扁平、挺硬、柔韧性较差[3]。另外,废纸中的杂质成分复杂且难以去除,给生产过程及产品质量均带来较多的麻烦,限制了二次纤维的使用。
用生物酶对二次纤维进行改性是近年来造纸界的一个研究热点,国内外对酶改性废纸浆的应用性研究十分活跃[4]。结果都证实了生物酶能有效改善废纸浆的抄造性能,提高二次纤维在造纸中的使用效率,酶改性纸浆纤维可以达到其他改性方法难以达到的效果[5]。酶对纤维表面细纤维的去除作用,对细小纤维组分的絮聚作用以及对细小纤维的水解作用,使废纸浆中的长纤维含量增加,是提高废纸浆滤水性能的原因[6]。经酶处理的废纸浆,因其滤水性能提高,既可提高纸幅出网部干度以降低汽耗,又可提高纸机车速以提高生产能力,同时还可以降低流浆箱的浆料浓度以提高纸张匀度并保持较好的机械强度[7]。因此,酶改性废纸浆有着广阔的发展前景。
1 实验室实验
1.1 实验原料
OCC浆料、纸机白水、滤水促进酶(市售)。
1.2 实验过程及结果
称取已知浓度的OCC浆料4份分别置于1000 mL烧杯中,将烧杯置于恒温水浴锅中恒温至45℃。调节试样pH值到6.5左右,搅拌均匀。分别加入0、150、300、500 mg/kg(对绝干浆料)的滤水促进酶,混合均匀后反应3 min,检测浆料游离度和滤水性,检测结果见图1和图2。

图1 不同酶用量的游离度对比
由图1可知,在相同时间、温度和pH值的条件下,经过滤水促进酶处理的浆料,浆料游离度有较明显的升高。且随着滤水促进酶用量的增加,浆料游离度也呈上升趋势。说明滤水促进酶对纤维表面的水溶性胶体物质的降解及细小纤维的水解,使废纸浆中的长纤维增加,浆料游离度提高。
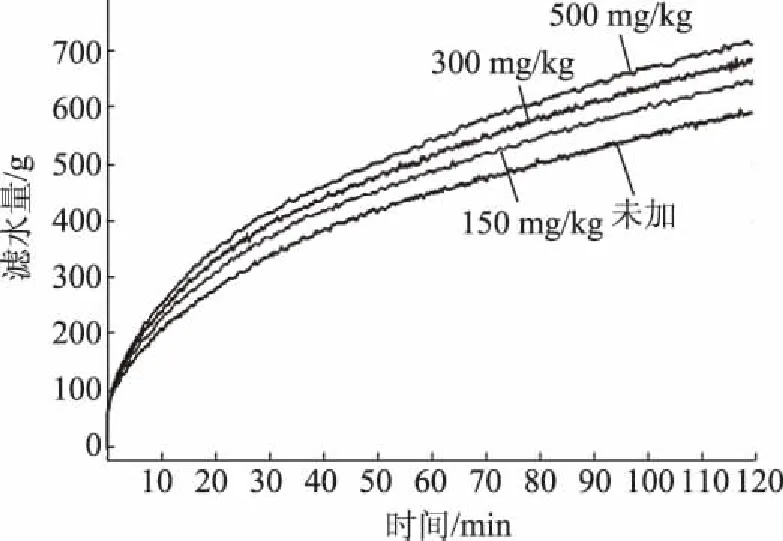
图2 不同酶用量时的滤水曲线
图2的滤水曲线同样证实,在其他条件相同的情况下,经过酶处理的浆料滤水量要高于未经过酶处理的浆料,且随着滤水促进酶用量的增加,滤液量也依次增大。说明滤水促进酶可以提高浆料的脱水性能,加快脱水速率,从而降低湿纸幅出网部的水分,降低干燥部的蒸汽能耗。
2 中试试验
中试试验在4800 mm三叠网箱纸板机车间进行,车速为700 m/min,生产纸种为140 g/m2的C级箱纸板(记为C)和140 g/m2的B级箱纸板(记为B)。由于滤水促进酶是液体制剂,可以直接通过流量泵加入系统,实现自动添加控制。滤水促进酶用量为20~100 g/t浆,根据实际生产情况,适时调整优化。加入点在制浆工段纤维分级筛后面,加入点一为面层浆生产线盘式热分散机的出口,加入点二为芯、底层浆生产线多圆盘浓缩机出口。
2.1 试验步骤及注意事项
(1)试验准备期,安装调试试验设备,初步判断产品应用效果。
(2)试验优化期,调整滤水酶用量,以达到最佳效果,确定最佳滤水酶用量。
(3)稳定使用期,跟踪滤水促进酶使用情况,确定使用效果。
使用过程中,重点关注干燥部蒸汽消耗情况,进行实时监测。同时关注成纸强度指标及其他指标的变化,确保产品质量合格和生产的稳定运行。
试验期间,保持面层浆线盘式热分散机浆料通过量和芯、底层浆线多圆盘浓缩机产量的稳定。同时,为保证滤水酶加入后有充分的作用时间,需保持浆塔液位在50%左右。
2.2 工艺流程
制浆生产工艺流程图见图3。

图3 制浆生产工艺流程图
2.3 中试试验结果
中试试验结果见表1。

表1 滤水促进酶中试试验结果
注 滤水促进酶加入前后浆料配比不变。网部负荷以电流量计。
由表1可以看出,滤水促进酶对系统电荷与CODCr影响不大,系统白水负电荷略有升高,白水CODCr稍有降低。加入滤水促进酶后,浆料打浆度下降较明显,浆料脱水速度加快,水线位置前移,网部负荷有所降低。滤水促进酶吨浆用量40 g时,生产140 g/m2C级箱纸板的吨纸汽耗降低0.11 t,生产140 g/m2B级箱纸板的吨纸汽耗降低0.09 t;滤水促进酶吨浆用量63 g时,生产140 g/m2C级箱纸板的吨纸汽耗降低0.15 t。
2.4 成本分析
蒸汽的单价为120元/t,滤水促进酶的单价为50元/kg,则按每吨绝干浆用滤水促进酶40 g时,生产140 g/m2C级箱纸板和B级箱纸板的吨纸成本分别降低11.2元和8.8元;按每吨绝干浆用滤水促进酶63 g时,生产140 g/m2C级箱纸板的吨纸成本降低14.85元。对于4800 mm、速度700 m/min的三叠网箱纸板机年产18万t箱纸板来说,每年最高可节约260余万元生产成本,经济效益可观。
3 结 语
从滤水促进酶的生产试用情况看,滤水促进酶能选择性地降解浆料中的水溶性胶体物质,提升浆料脱水速率,有效改善废纸浆的抄造性能。降低湿纸幅出网部水分,降低蒸汽能耗。同时还可以降低流浆箱的浆料浓度以提高纸张匀度并保持较好的强度性能。洁净浆料系统,降低施胶剂、助留助滤剂等化学品的用量。且吨纸生产成本降低14元左右,经济效益可观,值得推广应用。
参 考 文 献
[1] CAO Zhen-lei. Current Situation and Thinking of China Paper Indus-
try[J]. China Pulp & Paper, 2009, 28(10): 63.
曹振雷. 我国造纸工业的现状与思考[J]. 中国造纸, 2009, 28(10): 63.
[2] ZHAN Huai-yu. Supply and Utilization of Non-wood Fibers and Waste Papers in China’s Paper Industry[J]. China Pulp & Paper, 2010, 29(8): 56.
詹怀宇. 我国造纸用非木材纤维和废纸原料供应与利用[J]. 中国造纸, 2010, 29(8): 56.
[3] CAO Pu-fang, CAO Zhen-lei, KUANG Shi-jun. Strategic Study on Fiber Raw Material Structure Adjustment of China’s Paper Industry[J]. China Pulp & Paper, 2003, 22(6): 55.
曹朴芳, 曹振雷, 邝仕均. 我国造纸工业原料结构调整战略研究(下)[J]. 中国造纸, 2003, 22(6): 55.
[4] ZHANG Jia, ZHANG An-long, JING Li-ming. The Optimum Immobilization Conditions of Laccase[J]. China Pulp & Paper, 2013, 32(7): 37.
张 佳, 张安龙, 景立明. 漆酶最佳固定化条件研究[J]. 中国造纸, 2013, 32(7): 37.
[5] ZHU Wen-yuan, ZHANG hui, WU bo, et al. Development Trend of Formation Fabrics of Paper Machine[J]. China Pulp & Paper, 2012, 30(8): 61.
朱文远, 张 辉, 吴 波, 等. 造纸成形技术进展及发展趋势[J]. 中国造纸, 2012, 30(8): 61.
[6] LI Xiao-min, WAN Jin-quan, MA Yong-wen, et al. Progress in Research and Application on of Biological Enzymes in Secondary Fiber Recycling[J]. Paper Science & Technology, 2005, 24(5): 34.
李晓敏, 万金泉, 马邕文, 等. 生物酶在二次纤维回用中的应用及其研究进展[J]. 造纸科学与技术, 2005, 24(5): 34.
[7] ZHAO Yu-lin, CHEN Zhong-hao, WANG Fu-jun. Development of Researches and Applications of Cellulase in Pulp and Paper Industry[J]. Paper and Paper Making, 2002, 21(2): 64.

猜你喜欢
产业用纺织品(2023年8期)2023-12-01 08:19:48
东华大学学报(自然科学版)(2022年3期)2022-06-25 01:23:18
云南画报(2022年4期)2022-05-05 05:59:46
作文与考试·小学低年级版(2021年3期)2021-03-15 06:40:56
天津造纸(2020年1期)2020-12-22 01:16:28
中国资源综合利用(2017年3期)2017-01-21 18:57:43
中国造纸学报(2015年1期)2015-12-16 19:35:25
幼儿教育·父母孩子版(2015年5期)2015-05-30 10:48:04
中国机械(2014年18期)2014-04-29 23:19:58
中国造纸(2014年1期)2014-03-01 02:10:12
