
氩弧熔覆原位合成TiN复合涂层的组织与耐磨性
2014-08-01 09:25王振廷高红明朱士奎
黑龙江科技大学学报 2014年5期
王振廷, 胡 磊, 高红明, 朱士奎
(1.黑龙江科技大学 材料科学与工程学院,哈尔滨150022;2.徐州工程学院 江苏省大型工程装备检测与控制重点建设实验室,江苏 徐州221008)
0 引 言
随着现代工业的飞速发展,实际生产对材料的耐磨性提出了越来越高的要求。由于磨损机理多样,工作环境和修复位置不同,耐磨材料还需满足不同的需求。因此,研制新型耐磨材料,探究磨损失效规律及机理,延长材料的使用寿命,提高材料的使用效率,成了亟待解决的重要问题[1-3]。
近年来,表面改性技术得到了快速发展和广泛应用。该技术采用高能热源对材料表面进行熔覆处理,使一种或多种物质在基体表面急速熔化并急速冷却、凝固,以提高基体金属表层硬度、耐腐蚀、耐磨损、导电导热等一系列材料热力学性能,从而改善其表面性能。目前,使用较多的高能热源主要有等离子、火焰、激光、氩弧等。相比较而言,氩弧熔覆在表面强化方面有着更大的优势:一是,其热量比火焰、等离子等更加集中;二是,由于熔覆是在氩弧气氛下进行的,在其加热、冷却过程中,试样或零件表面无氧化、烧损等现象;三是,设备比激光熔覆简单,成本较低,能够实现手工操作;四是,技术简单、成熟,安全系数更高,并可在野外进行作业,应用前景更加广阔。在众多增强相颗粒中,TiN 因具有强度高、硬度高、耐高温、耐腐蚀、耐摩擦磨损,以及导电性、导热性良好等优异性能,而被广泛应用于金属陶瓷制备、熔炼金属用的耐高温陶瓷坩埚、电触点及金属表面涂覆材料等方面[4-14]。笔者以TiN、Ti 和Ni60 粉末为原料,采用氩弧熔覆、原位自生技术,在Q235 钢表面原位生成TiN 增强相颗粒,并对涂层的组织结构与摩擦磨损性能进行分析。
1 实 验
1.1 材料与制备
实验采用Q235 钢作为基体材料,用线切割机制备尺寸为40 mm ×15 mm ×10 mm 的试样块,表面磨光、抛光后,用丙酮和无水乙醇对其进行清洗、晾干待用。选用的涂层材料是Ti、TiN 和Ni60A 混合粉末。Ni60A 粉的平均粒度为30~40 μm,其化学成分见表1。

表1 Ni60A 化学成分Table 1 Ni60A chemical composition
实验中涂层粉末的主要成分Ti 和TiN 配比为1∶2,利用FC204 型电子天平称量,总质量为5 g,Ti、TiN、Ni60A 分别为0.5、1.0、3.5 g。
将上述粉末置于行星式球磨机中球磨4 h,取适量粉末及水玻璃(黏结剂)置于陶瓷坩埚中,搅拌均匀。将混合粉末调制成膏状物后,均匀涂抹于Q235 钢试样表面,得到厚度约为1 mm 的预制涂层,将试样置于DZ-2BC 型干燥箱中,于80 ℃温度下烘干0.5 h,使预制涂层充分干燥。
干燥后的试样采用MW3000 型数字焊接机氩弧加热、冷却后,采用电火花线切割,截取试样的横截面,在金相砂纸上磨平,然后用氧化铬抛光剂抛光,制成金相试样。配制硝酸酒精与氢氟酸体积比为3 ∶1 的腐蚀液,对试样进行腐蚀,时间为15 s。
1.2 分析与测试
采用蔡司光学显微镜和MX -2600FE 型扫描电镜观察其显微形貌。采用HV2000 型显微硬度计测定试样截面的显微硬度。实验载荷设计为2.94 N,加载时间为10 s。实验沿涂层横截面由表及里测定其显微硬度,每个点测五次,取平均值。采用MMS-2B 型摩擦磨损实验机测定其摩擦系数,讨论其耐磨性能。首先在熔覆后的试样上,截取尺寸为10 mm×10 mm×6 mm 的试样,再将试样表面磨平并清洗干净。对磨环采用GCr15 钢环,内径为16 mm,外径为40 mm,洛氏硬度为60~65 MPa。实验温度为25 ℃左右。磨损实验参数为:实验力180 N,转速180 r/min,磨损时间30 min。实验前后利用FC204 型电子天平分别测量试样的重量(精度为0.000 1 g),以此计算磨损失重。
2 结果与分析
2.1 显微组织形貌
图1 为复合涂层的组织形貌。从涂层低倍截面图(图2a)可以看到明显的熔合线,约为10 μm,涂层中晶体生长规律为胞状枝晶与等轴晶由熔池底部向中心生长,这表明涂层与基体具有良好的冶金结合。从复合涂层1 000 倍下的SEM 组织形貌(图2b)可看到黑色TiN 在涂层中原位合成,熔覆涂层中黑色TiN 颗粒分布均匀。这是由于TiN颗粒在氩弧热源的作用下全部熔化,分解成Ti 原子和N 原子,Ti 粉分解为Ti 原子,在冷却过程中,涂层中的Ti 原子和N 原子结合重新以细小的TiN颗粒析出。
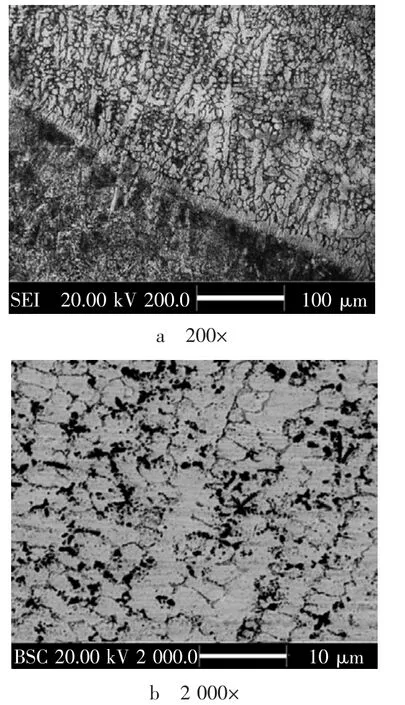
图1 复合涂层显微组织形貌Fig.1 Composite coating microstructure morphology
2.2 能谱分析
图2 为复合涂层的能谱图。
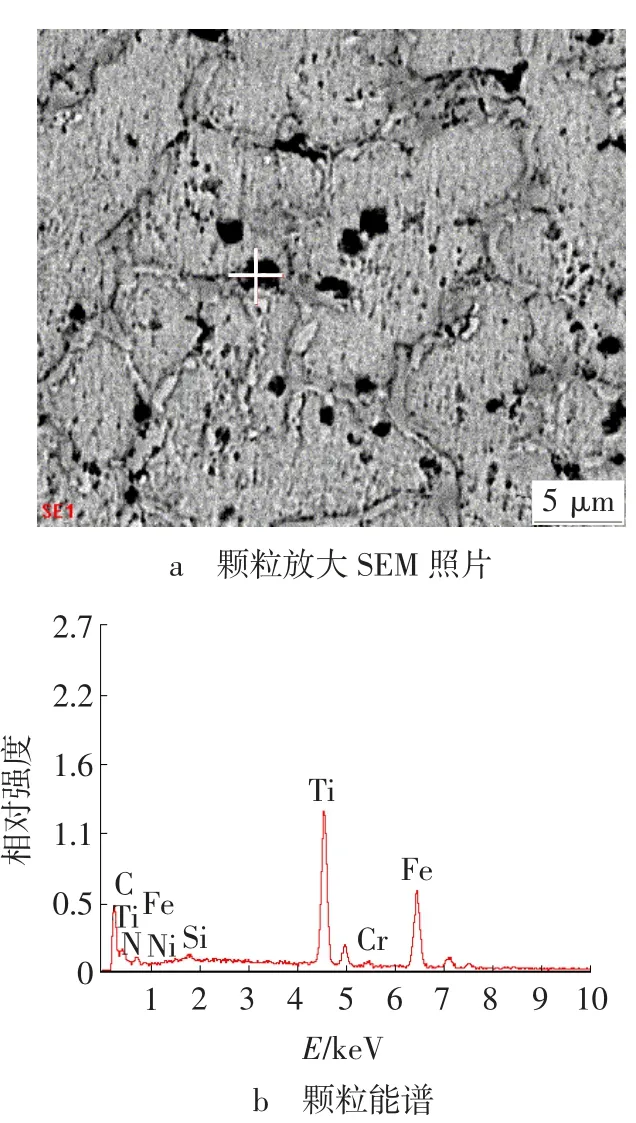
图2 复合涂层的能谱Fig.2 Composite coating spectrum diagram
从能谱图中可以看出,黑色颗粒中Ti 含量最高,Fe 次之,且含有N 元素。氩弧熔覆过程从本质上看是急速熔化和急速凝固两个过程。在氩弧的高温(高达8 000 K)作用下,试样表面急速熔化并形成熔池,同时涂层粉末由于加热速度快而呈现出半熔化或熔化状态,TiN 颗粒进入熔池并与基体金属进行混合、扩散、反应。
2.3 XRD 分析
图3 为复合涂层的XRD 衍射图谱。从XRD 图谱上可以看出,熔覆层主要成分为α - Fe 及少量TiN。这可能是由于熔覆温度过高,在氩弧热源加热过程中,Ti、TiN 粉末和Q235 基体都将发生熔化,底部的TiN 与基体相互混合,进而产生“稀释”作用,使得α-Fe 溶入到TiN 颗粒中,因此,X 射线衍射图谱中可见,α-Fe 峰值远高于TiN 的峰值。
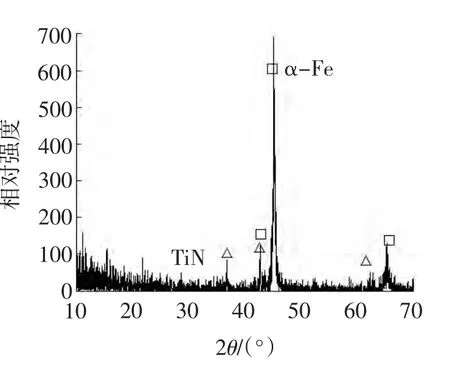
图3 复合涂层XRD 衍射图谱Fig.3 Composite coating XRD diffraction diagram
2.4 显微硬度分析
图4 为涂层的显微硬度随深度变化曲线。从曲线上可以看出,涂层的最高显微硬度可达738.17 GPa。这是由于涂层中TiN 的颗粒较多,形状分布大且均匀,涂层越薄处其显微硬度越高;当与涂层表面距离大于0.8 mm 后,其显微硬度值下降平缓,这是由于TiN 颗粒逐渐稀疏;当与涂层表面距离大于1.6 mm 后,其显微硬度值变化不大,相当于基体硬度,说明熔池中也含有TiN 增强颗粒。
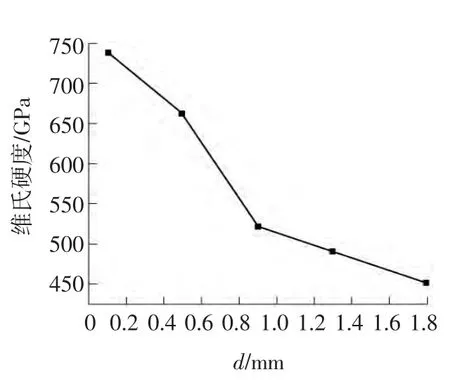
图4 熔覆层的显微硬度分布Fig.4 Micro hardness distribution
2.5 耐磨性分析
图5 为复合涂层与Q235 钢在相同条件下的相对耐磨性对比图。由图可以看出,TiN 涂层的磨损失重约为Q235 钢磨损失重的1/8,也就是说,氩弧熔覆制备的涂层,其耐磨性能是基体的8 倍。分析认为,一方面是在TiN 增强金属基熔覆层磨损过程中,由于存在着大量的分布均匀的硬质TiN 增强相颗粒,这些颗粒在基体表面形成微凸体,首先与对磨环接触,在熔覆层表层发生塑性变形时,对位错的滑移起到阻碍作用,因此磨损量较低;另一方面,急冷过程,涂层材料中Ni、Cr、Si 等元素来不及析出,与基体容易形成固溶体,对涂层起到固溶强化的作用,从而提高了熔覆层的耐磨性。综上可知,与Q235钢相比,TiN 增强金属基熔覆层具有更好的耐磨性。
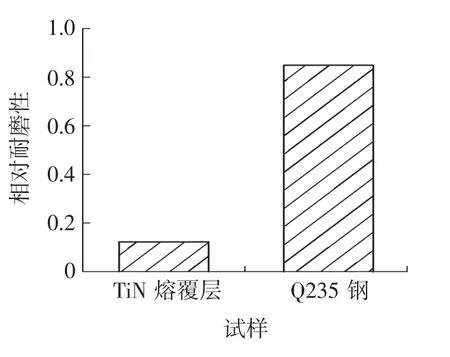
图5 TiN 熔覆层和Q235 钢相对耐磨性Fig.5 Comparison of wear resistant for Q235 steel and TiN coating
3 结 论
(1)含Ti、TiN、Ni60A 的合金粉末通过钨极氩弧熔覆能够制备出TiN 熔覆层,硬度最高达738.17 GPa,耐磨性是基体Q235 钢的8 倍。
(2)复合涂层的相组成为TiN 颗粒、α -Fe,TiN分布均匀且与基体呈现冶金结合。
(3)原位合成TiN 耐磨涂层的强化机制为细晶强化和固溶强化。
[1]华邵春,王汉功,汪刘应,等.热喷涂技术的研究进展[J].金属热处理,2008,33(5):82 -87.
[2]赵国刚,周晓辉,王振廷.原位合成TiC-TiB2复合涂层的组织结构及耐磨性[J].黑龙江科技学院学报,2008(5):323 -326.
[3]王振廷,孟君晟,王永东,等.原位自生TiCp/Ni60A 复合涂层组织结构及长大特性[J].稀有金属材料与工程,2007,36(S2):709 -711.
[4]王永林.TiN 涂层摩擦磨损性能及机理研究[D].无锡:江南大学,2012.
[5]郝建军,黄继华,赵建国,等.电火花沉积反应合成TiN 增强金属基复合涂层[J].焊接学报,2007(10):33-36.
[6]YANG RONGJUAN,LIU ZONGDE,YANG GUANG,et al.Study of in-situ synthesis TiCp/Ti composite coating on alloy Ti6Al4V by TIG cladding[J].Procedia Engineering,2012,36:349 -354.
[7]李国庆.钨极氩弧熔覆原位自生ZrB-2 - ZrC - B-4C - SiC高温陶瓷涂层的研究[D].哈尔滨:哈尔滨工业大学,2013.
[8]马 壮,李进铭,韩彦朝,等.活性剂SiO-2 对Q235 钢表面氩弧熔覆层组构及性能的影响[J].材料保护,2013(11):53 -55.
[9]郭国林.碳钢表面氩弧熔覆镍基复合涂层的强化机制[J].热加工工艺,2013(16):152 -154.
[10]HAMIDREZA ALEMOHAMMAD,SHAHRZAD ESMAEILI,EHSAM TOYTSERKANI.Deposition of Co - Ti alloy on mild steel substrate using laser cladding[J].Materials Science and Engineering A,2007,456(1-2):156-161.
[11]赵建国,李建昌,刘 扬,等.原位合成Ti(CN)/Fe 复合涂层及耐磨耐蚀性能[J].材料热处理学报,2014(5):186-190.
[12]尹昭辉.基于氩弧熔覆的Ni60 复合涂层的性能研究[J].热加工工艺,2014(2):147 -149.
[13]CHAO SHENG,LIU NING,YUAN YUPENG,et al.Microstructure and mechanical properties of ultrafine Ti(CN)-based cermets fabricated from nano/submicron starting powders[J].Ceramics International,2004,31(6):851 -862.
[14]王振廷,高红明.氩弧熔铸TiC-TiB2/Fe 复合材料的组织与耐磨性[J].黑龙江科技大学学报,2014(4):393 -396.
猜你喜欢
石材(2022年3期)2022-06-01
陶瓷学报(2021年5期)2021-11-22
陶瓷学报(2021年4期)2021-10-14
石材(2020年11期)2021-01-08
桂林电子科技大学学报(2019年3期)2019-09-11
天然产物研究与开发(2018年5期)2018-06-13
光学精密工程(2016年1期)2016-11-07
中国石油大学学报(自然科学版)(2015年2期)2015-11-10
橡胶工业(2015年8期)2015-07-29
橡塑技术与装备(2015年7期)2015-07-03
