
箱式电阻炉温度场分布规律测试*
2014-07-31 20:42:35李喜梅李启友
机械研究与应用 2014年2期
李喜梅,汤 剑,李启友
(武汉理工大学 华夏学院机电工程系,湖北 武汉 430223)
箱式电阻炉温度场分布规律测试*
李喜梅,汤 剑,李启友
(武汉理工大学 华夏学院机电工程系,湖北 武汉 430223)
箱式电阻炉结构、电热元件位置及工况决定了热处理加热时温度场分布不均匀,影响工件热处理质量。根据铝合金热处理工艺规程要求,通过电阻炉空载、负载加热测试炉膛温度摸清温度分布规律,找出加热炉有效加热区。
箱式电阻炉;温度;测试
0 引 言
SX-4-10箱式电阻炉(简称电阻炉)主要用于对工件进行正火、退火、淬火、时效、回火等热处理工艺及金相研究。电阻炉对工件进行热处理时,虽有测控温装置显示、控制温度,但只能显示及控制炉膛中感温元件热电偶所在局部区域介质的温度,对于区域以外的炉膛其它空间温度无法显示与控制。由于温度分布不均匀,铝合金热处理对温度的差异较敏感,同批工件有的出现过烧或加热温度达不到工艺规程要求,影响工件质量。笔者以铝合金热处理(T6)工艺规程要求及电阻炉配套测、控温仪表实况安排测温点,通过空载、负载加热测试,摸清炉膛温度分布规律及炉温均匀度,找出满足铝合金热处理工艺规程的有效加热区。
1 电阻炉结构及主要技术参数
1.1 炉体结构
电阻炉由加热炉体与测控温系统组成,如图1。电阻炉外形为长方形,炉壳采用角钢、冷轧板焊接制成,表面静电喷涂。炉膛采用耐火材料烧结成形,加热元件置于炉膛外侧,炉膛与炉壳之间用保温材料砌筑,炉门通过铰架固定于炉口处。
1.2 主要技术参数
工作室尺寸(mm)(D×W×H):300×200×120;炉膛容积:7.2 L; 设计温度:1 000 ℃ ;控温仪表:液晶显示PID控温仪 ;控温精度:±1 ℃;加热元件:铁铬铝加热合金丝(OCr21A16Nb);电源电压: 220/50 Hz;额定功率:4 kW;外形尺寸(mm) (L×W×H):700×460×530。

图1 分体式电阻炉
2 炉膛温度分布规律测试
2.1 测试方法
测试将电阻炉炉膛测温点、测控温热电偶及控温显示仪表作为一个整体,通过电阻炉空载、负载加热,同时测量炉膛多点温度,摸清炉膛温度分布规律,找出炉膛的有效加热区。其测试要求、测试点数量及位置、测试温度、测试顺序与方法、重复测试等内容按GB/T9452—2003《热处理炉有效加热区测定方法》进行[2]。
2.2 检测装置
检测装置由热电偶、补偿导线、测控温仪表、转换开关及测温架等组成。
(1) 测控温仪表 XMT-3000智能PID调节器,测量精度:±1.0 ℃;
(2) 温度传感器 镍鉻-镍硅热电偶,分度号为K,精度等级为Ⅱ;
(3) 镍鉻-镍硅热电偶补偿导线。
型号为KX,温度范围为:-20~100 ℃,允差为±1.5 ℃。
2.3 测试点布置
箱式电阻炉示意图如图2所示。
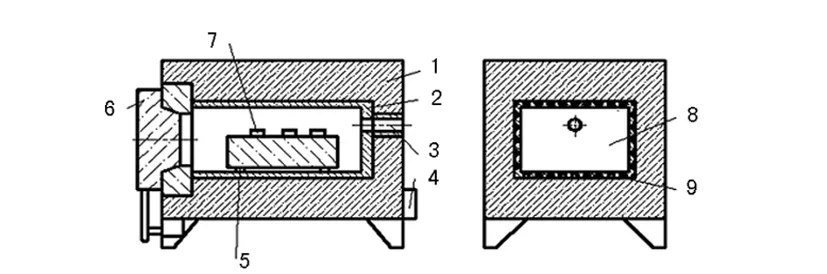
图2 箱式电阻炉示意图1.隔热层 2.炉膛 3.测温孔 4.接线盒 5.垫块 6.炉门 7.工件 8.加热室 9.电热丝孔
炉膛测温点布置示意图见图3。
测温点1:电阻炉配套测、控温热电偶,位于炉膛炉门、后壁中垂面,距炉膛底壁高100 mm,距后壁96 mm。
测温点2:炉膛中心点。
测温点3:距炉膛长方体对角线左侧底部下顶点60 mm。
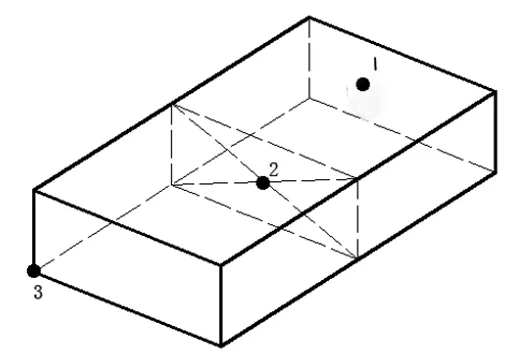
图3 炉膛测温点布置示意图
2.4 检测装置标定
测试前,对测温数字表及测温传感器热电偶按相关计量标准标定,误差用于测试值修正。
(1) 测温数字表标定
用UJ-37直流电位差计按(ITS-90)镍铬-镍硅
热电偶 (K)分度表值输入测温数字表。误差按式(1)计算。
Δt=t0-tb
(1)
式中:Δt为测温数字表温度显示误差,℃;Tb为分度标准温度,℃;t0为按(ITS-90)镍铬-镍硅热电偶 (K)分度表值输入显示(指示)温度,℃。
(2) 镍铬-镍硅热电偶 (K)标定
实验室用二等标准铂铑10-铂热电偶、准确度为0.02级;最小步进值为1 μV的低电势直流电位差计在管式电阻炉加热标定。
2.5 炉膛温度分布规律测试
电阻炉由低温到高温加热,分别进行空载(空炉)和负载测试,测试炉温均匀度、保温精度。
(1) 炉温均匀度
测试时,将电阻炉的温控仪设定到所要求的标称温度,使电阻炉正常工作,稳定后开始读数,每2 min记录所有测试点的温度1次,在30 min内共测试15次。炉温均匀度为各测量点实测最大值与最小之差值之差的算术平均值[1],即:
(2)
式中:Δtj为电阻炉炉温均匀度,℃;n为测量次数;tcmax为各测量点在第i次测得的最高温度,℃;tcmin为各测量点在第i次测得的最低温度,℃。
(2) 保温精度
实际保温温度相对于工艺规定温度的精确程度,用相对于工艺规定温度的允许最大温度偏差表示。本次测试以铝合金淬火要求热处理炉有效加热区温度随时间的变化量控制在500±5 ℃以内,即有效加热区要求保温精度±5 ℃。
2.6 测试数据
①空载(空炉)测试 测试数据如表1所列。
②负载测试 负载测试炉膛负载率约为25%。数据如表2所列。
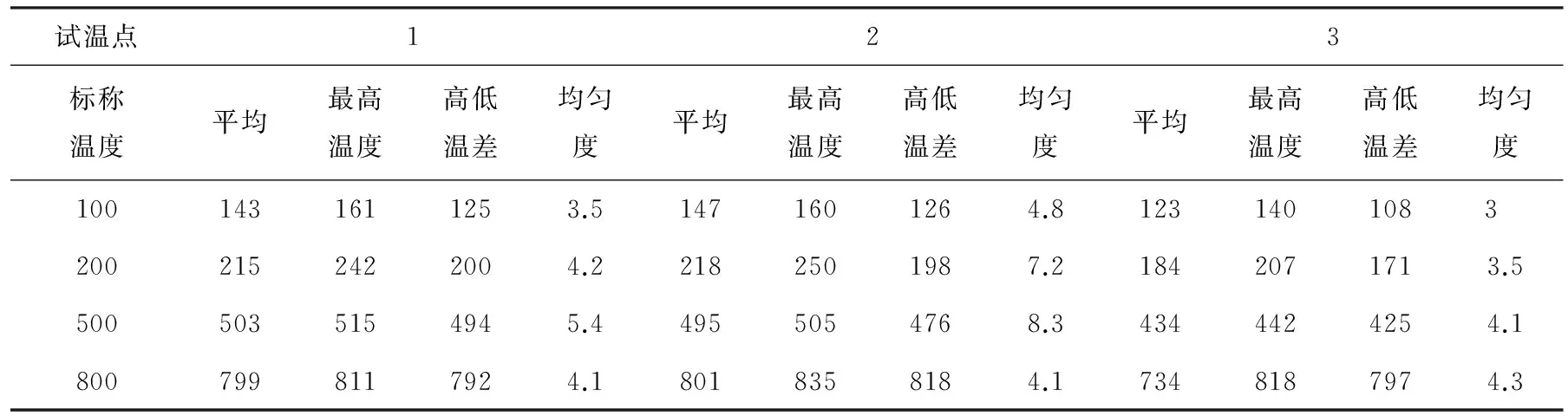
表1 空载测试数据表 /℃
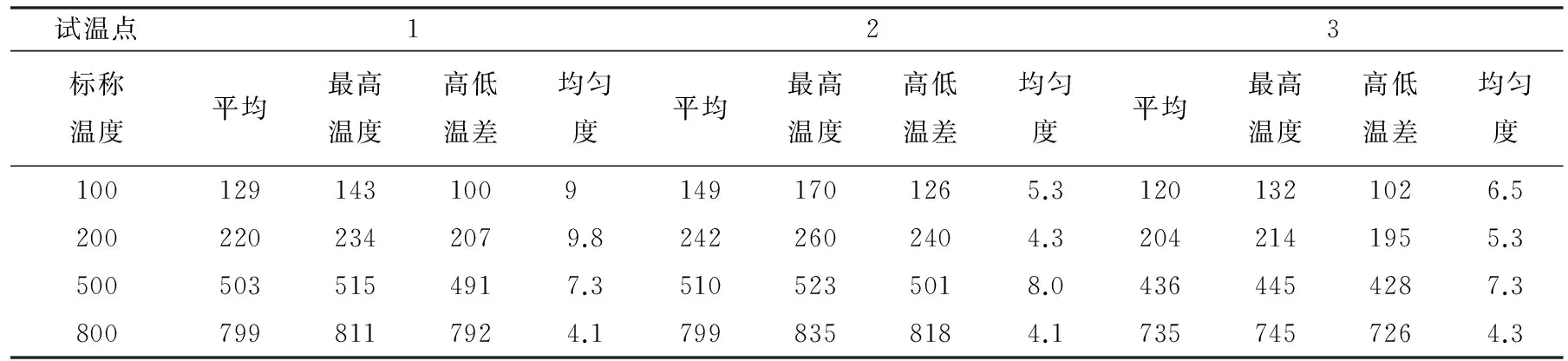
表2 负载测试数据表 /℃
3 结 论
(1) 由于炉膛为长方体,加热元件布置在炉膛上顶部、下底部和侧部,电流通过电阻丝加热元件所产生的热量经传导、辐射、对流,使工件间接得到加热;同时电阻炉为内加热无风送系统,自然气氛条件下工作。其炉体结构、加热元件位置及工况决定了炉膛温度场分布不均匀。 (2) 电阻炉空载加热或负载加热,由于热惯性,当炉温接近设定标称温度停止加热时,即使是PID调节控制,约15 min时间内炉温在设定标称温度上下波动较大,波动辐度由大到小,随着时间推移波幅趋于稳定。考虑到铝合金热处理时工件冷炉装载或炉温稳定后装载,有意安排从室温直接加热到标称温度500 ℃(未待炉温稳定)开始测试数据,表1、2表明均匀度大于其它设定标称温度均匀度(炉温稳定测试)。
(3) 相同试验条件下,负载加热比空载加热均匀度差。特别是低熔点合金进行淬火、人工实效热处理时,要关注炉温波动最大差值及均匀度,避免波动超差出现质量问题。
(4) 由负载加热测试数据及热电偶位置,可粗略估算出试验电阻炉进行铝合金淬火(520±5 ℃),以炉膛测、控温热电偶点1为中心的有效加热空间尺寸(mm) (L×W×H):180×120×80。通过合理布置工件在炉膛空间位置及整定XMT—3000智能PID调节器控温参数,可满足铝合金热处理工艺规程要求。
4 结 语
电阻炉结构特点及工件热处理加热过程包括电热元件的生热,工件的吸热、散热,炉壁吸热、散热;炉内通过辐射、传导及炉气对流传热,十分复杂;同时还与控温装置工作方式及电阻炉工作环境有关。测试结果表明,不同标称温度,电阻炉的有效加热区不是定值,制定工件热处理工艺时必须根据工件材料、电阻炉的有效加热区综合考虑。需说明的是此次测试是在实验室电阻炉配套热电偶、测控温装置及实验室测试设备条件下,以铝合金热处理工艺规定温度值为依据安排试验,确定铝合金热处理炉膛有效加热空间。
[1] 林景星.箱式电阻炉温度场参数的校准及其不确定度评定[J].质量技术监督研究,2010(2):25-28.
[2] GBT9452-2003.热处理炉有效加热区测定方法[S].
Temperature Distribution Testing for the Box Type Eectric Resistance Furnace
LI Xi-mei, TANG Jian, LI Qi-you
(DepartmentofElectricalandMechanicalEngineeringofHuaxiaCollege,WuhanUniversityofTechnology,WuhanHubei430223,China)
The structure of box type resistance furnace, the electric heating elements position and working conditions determine the uneven distribution of the temperature field when heated. In this paper, according to the requirements of the aluminum alloy heat treatment procedure, the furnace temperature is tested in the condition of the no-load test and load resistance furnace heating, so the temperature distribution rule and the effective heating areas of the heating furnace can be found out.
box type resistance furnace; temperature; testing
2014-02-19
李喜梅(1979-),女,湖北黄冈人,讲师,硕士,主要从事机械电子工程专业的教学工作。
TK175
A
1007-4414(2014)02-0068-03
猜你喜欢
工业加热(2023年11期)2024-01-05 02:13:32
工业加热(2023年3期)2023-05-06 07:29:08
质量安全与检验检测(2022年1期)2022-03-13 08:07:34
上海计量测试(2020年2期)2020-05-12 12:02:04
电子制作(2019年19期)2019-11-23 08:41:54
重型机械(2019年3期)2019-08-27 00:58:52
山东冶金(2019年2期)2019-05-11 09:11:58
材料与冶金学报(2019年1期)2019-03-08 07:47:30
中国铸造装备与技术(2017年6期)2018-01-22 01:50:04
电子制作(2017年13期)2017-12-15 09:00:24
