FANUC数控系统伺服驱动优化在数控机床上的应用
2014-07-26 10:43:04沈阳机床股份有限公司中捷立式加工中心事业部
世界制造技术与装备市场 2014年2期
沈阳机床股份有限公司中捷立式加工中心事业部 宋 楠
数控系统的主要功能是把编制的NC程序转变成相应的轴的机械位移。在轴位移的过程中,好的动态特性和稳定性是伺服驱动稳定高效运行的关键。伺服驱动优化的目的是在现有的基础上尽可能提高系统的动态性。
一、伺服驱动优化的原理
伺服驱动轴控制回路是由电流环,速度环和位置环组成,原理如图1所示。

图1 控制回路原理
位置环是一个简单的比例调节器,因而调节起来比较简单。速度环和电流环是由比例积分调节器组成,是驱动的核心部分,因而速度环又是驱动优化的调整重点。伺服驱动优化的关键是提高速度环的动态特性,而提高动态特性的关键又在于提高速度环比例环节的增益,降低积分环节的时间常数。
二、伺服驱动优化的步骤
在机床调试时系统会给定一组相应轴的默认参数,但这些参数一般是为了保证系统正常工作的比较保守参数。立式加工中心的伺服驱动优化主要做各轴的频率响应和圆度的测试。
1.频率响应
频率响应的原理是让电机端输出一个涵盖很宽频率的噪音信号,再检查输出端的应答信号,根据它们的关系绘制一个输入和输出的关系图。为了计算方便,一般用波特图的方式来表示。图的上半部分是表示输出和输入的幅值的比,下半部分是输出和输入信号的相位差。理想的情况是输出的幅值等于输入信号的幅值,并且没有相位差,但实际中图形都会有偏差。
利用servo guide软件的图形画面测定各轴的频率响应后,根据频率响应曲线可以分析出各轴的刚性余量、高频振动点、系统响应频宽等。如果是低频振动,利用TCMD滤波器来抑制振动。如果是高频振动,可以利用HRV滤波器来消除高频振动点。消除共振点后,就可以设定更高的速度增益。然后需要重新测量频率响应,如此反复进行,直到满足要求。
2.圆度测试
利用servo guide软件的程序画面可以自动生成典型的测试程序,然后将相应的子程序和主程序发送到NC,通过NC运行该程序,由图形画面采集相应的数据以对调试结果进行分析。如果圆弧显示变形,可能是由于背隙补偿造成的,可在测试前修改参数;如果圆弧的半径误差比较大,可以设定前馈系数,利用前馈功能来缩短由于伺服系统的跟踪延迟导致的误差;如果象限有凸起或者过切,可以通过调整速度增益和背隙加速等参数来调整。
三、伺服驱动优化的案例
1.Y轴共振问题
数控机床运行时,有尖叫声,一般来说是机床发生了共振。测试Y轴的静态频率响应曲线图如图2所示。

图2 Y轴的静态频率响应曲线
机床的共振可以使用滤波器参数来进行抑制,从而消除一般的尖叫声。经过对Y轴增加滤波器调整后,尖叫声消除,再次采集的图形如图3所示。
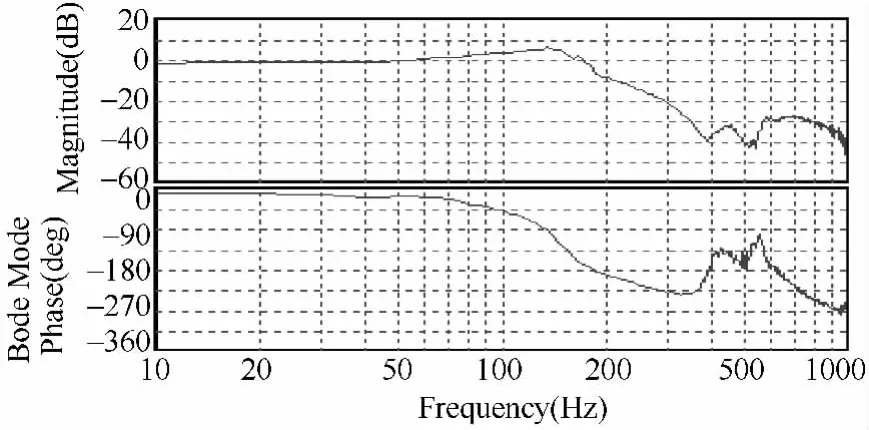
图3 调整后的静态频率响应曲线
2.对加工曲面影响
使用数控机床试切曲面效果如图4所示,从图4可以看出圆弧表面的加工效果不理想,粗糙,有象限点,可能是参数设置引起震动造成,也有可能是机械原因造成。
使用 servo guide软件进行伺服驱动优化,如图5、图6所示。

图5 XZ轴的圆弧原始图形

图6 调整之后的图形
再次进行加工,如图7所示,试件表面刀纹和光洁度变好,象限点消除。

图7 优化后试件
四、总结
伺服驱动优化能够使数控机床的机械特性和数控系统更加匹配。但是在机床上,机械是主体,系统上的调整只是对机械性能造成的影响进行一些弥补,或者抑制,从而改善一些加工的性能。想从根本上解决切削缺陷问题,应该从提升机械性能、机械装配的工艺上着手。
猜你喜欢
建材发展导向(2022年4期)2022-03-16 06:11:48
科学技术创新(2020年6期)2020-04-18 06:17:46
制造技术与机床(2019年12期)2020-01-06 03:17:26
制造技术与机床(2018年12期)2018-12-23 02:41:20
电子制作(2018年10期)2018-08-04 03:24:46
消费导刊(2018年8期)2018-05-25 13:19:34
制造技术与机床(2017年8期)2017-11-27 02:10:17
电子制作(2017年20期)2017-04-26 06:57:41
光学精密工程(2016年5期)2016-11-07 09:06:16
电测与仪表(2015年7期)2015-04-09 11:40:32