深沟球轴承防尘盖的改进设计
2014-07-24 03:11池海凤庞伟纪云巧王建军陈明浩
轴承 2014年9期
池海凤,庞伟,纪云巧,王建军,陈明浩
(瓦房店轴承集团有限责任公司 技术中心,辽宁 瓦房店 116300)
带有防尘盖的深沟球轴承广泛用于汽车、电动机、泵类等领域。防尘盖本身的防尘性、牢固性直接影响主机的使用寿命及性能,因此结构合理的防尘盖对于轴承至关重要。常规的防尘盖按照洛阳轴承研究所出版的ZY—83《向心球轴承设计方法》设计。该设计中防尘盖为钢板冲压型,防尘盖装入轴承时需要采用特殊工装进行压装。在压装过程中,靠防尘盖外径面的塑性变形将其压靠到轴承外圈的密封槽内。由于外圈热处理后密封槽变形尺寸增大(密封槽车削后不再加工)且防尘盖加工精度低,因此防尘盖铆压后可能出现形状不稳定、压靠不实、铆合不良等问题,并在使用过程中随着主轴的旋转而与外圈脱离,产生掉盖现象。为了解决这一难题,综合密封圈及防尘盖的设计理论,对防尘盖进行了结构改进。
1 常规的防尘盖结构
常规的防尘盖由钢板冲压而成,其一般加工工艺流程为:剪料→切料、开槽→打字→成形→卷边→外观处理,检查合格后的防尘盖再装入轴承内。改进前的防尘盖结构与装配图如图1所示。
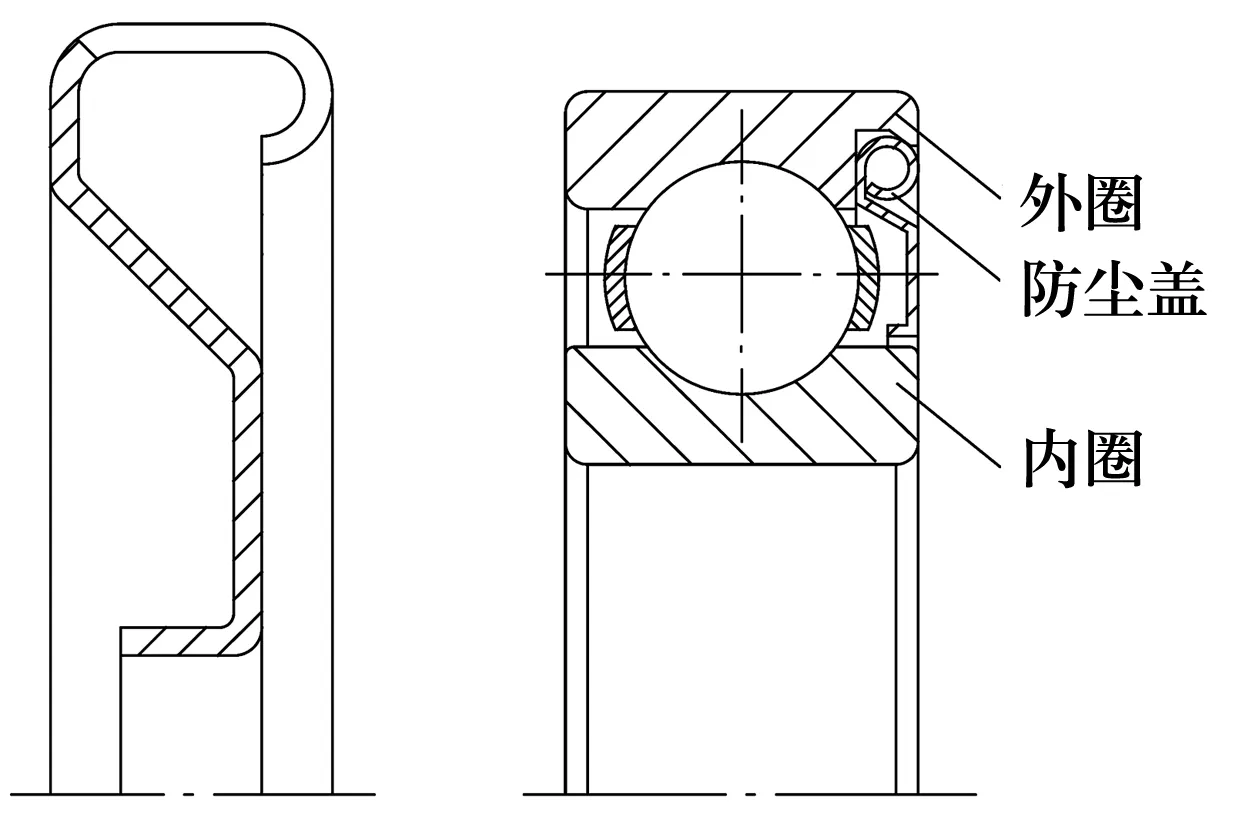
图1 改进前的防尘盖结构与装配图
在设计上,成品防尘盖外径略小于外圈密封槽开口尺寸,采用间隙配合,防尘盖在外圈密封槽内可自由转动。通过在压力机上用带有45°斜面的工装压在防尘盖卷边处,使防尘盖外径面产生塑性变形,压靠到外圈密封槽内。
设计上要求压装后轴承外圈与防尘盖不能有相对转动,但由于铆合不良、振动、腐蚀等因素,轴承运行一段时间后往往会发生掉盖现象。
2 改进后的防尘盖
依据轴承使用工况,借鉴密封圈及防尘盖的设计思路与经验,将防尘盖卷边结构改进为密封圈的外唇结构,如图2所示。

图2 改进后的防尘盖结构与装配图
外唇采用有较好弹性变形及耐腐蚀性的丁腈橡胶,并增加“匚”形减压槽[1](图2)。改进后,当防尘盖外径面与外圈密封槽口存在较大过盈量时,防尘盖外径面易在载荷的作用下产生变形。因而,该种设计一般通过手工即可将防尘盖装入轴承密封槽内。
当防尘盖的外唇装入外圈密封槽后,通过密封槽的轴向过盈控制防尘盖的圆周运动;而在防尘盖与密封槽之间采取间隙设计,防止因其过盈量过大而导致防尘盖安装不到位。
为保证防尘盖的稳固性,将新型防尘盖钢板冲压部分设计为带密封圈的钢骨架。钢骨架与橡胶通过“冂”形结构紧密连接在一起(图2中A处)。
通过改进设计,新型防尘盖抗腐蚀性和防振性得到极大提高。用弹性过盈代替常规防尘盖的刚性过盈,解决了常规设计中防尘盖易脱落现象。采用手工安装,极大地缩短了生产周期。对于一些超薄系列,还消除了由于不均匀的刚性过盈导致的轴承外圈的椭圆变形。
采用该结构的防尘盖要注意环境温度。在超过120 ℃的高温情况下,防尘盖外唇材料应选择耐高温的橡胶,如氟橡胶(耐温可达到250 ℃)。但一般情况下轴承使用温度小于120 ℃,采用丁腈橡胶的防尘盖可满足要求。
3 结束语
改进结构用于6212-ZN带盖产品的设计,用于某公司汽车的重要部件。经用户装机使用证明,轴承质量可靠,性能稳定,无掉盖现象,完全满足用户的使用要求。橡胶与防尘盖结合的新型防尘盖设计理念值得推广。
猜你喜欢
建筑与预算(2022年12期)2023-01-09
建筑与预算(2022年10期)2022-11-08
河北理科教学研究(2022年2期)2022-09-17
航空学报(2022年8期)2022-09-07
哈尔滨轴承(2022年1期)2022-05-23
电子乐园·上旬刊(2022年5期)2022-04-09
哈尔滨轴承(2020年2期)2020-11-06
重型机械(2019年3期)2019-08-27
橡塑技术与装备(2018年18期)2018-09-22
现代制造技术与装备(2018年5期)2018-02-17