
数控转塔冲床运动控制系统研究
2014-07-18 11:57韩迎迎钟佩思魏军英刘梅逯振国
机械制造与自动化 2014年2期
韩迎迎,钟佩思,魏军英,刘梅,逯振国
(山东科技大学 先进制造技术研究中心,山东 青岛 266590)
数控转塔冲床运动控制系统研究
韩迎迎,钟佩思,魏军英,刘梅,逯振国
(山东科技大学 先进制造技术研究中心,山东 青岛 266590)
根据数控转塔冲床上料机构工作特点和要求,采用“PC+运动控制卡”模式构建了开放式数控系统平台,研究其在伺服控制系统中的应用。利用VS2008提供的MFC作为工具进行二次开发,开发底层控制程序。通过调用运动控制卡提供的运动函数库设计伺服控制系统软件。
运动控制卡;伺服控制系统;MFC;运动函数库
0 前言
运动控制技术是跨学科的综合技术,机电一体化的核心。位置控制的实现一般直接采用单片机或微机,但外围电路结构复杂,需要较长的开发周期。对控制的精度和速度要求越来越高,传统的控制系统已达不到快速产品开发的要求。随着控制技术的发展,市场上出现了种类繁多的运动控制卡,能够满足运算速度快、高精度的控制要求,非常适合专用数控设备的运动控制系统开发。
采用的运动控制系统是基于PCI总线的PCI-DMC1410 运动控制卡和功能函数库、PC机、控制多轴的伺服电动机、并依照预定轨迹和运动参数作定位运动[4]。具有开放性、通用性等特点,方便移植到各种运动控制系统开发中去,如雕刻机、专用数控机床等,并利用VS2008提供的MFC为工具,开发设计数控转塔冲床板料拆垛上料机的运动控制系统。
1 基于运动控制卡的上料机构运动控制系统硬件组成
1.1DMC1410B运动控制卡
DMC1410是基于PCI总线的脉冲式运动控制卡,可实现多达四个步进/伺服电动机的控制如图1所示。PCI总线是一种先进的高性能32/64位地址数据重用本地总线,具有即插即用硬件直线插补、S型速度控制曲线等功能。位置指令可用单通道脉冲(脉冲+方向)或双路脉冲(CW脉冲+CCW脉冲)方式输出,可以差分式或单头式信号,具有高集成度、高可靠性等特点。

图1 DMC1410结构控制图
此运动控制卡可完成连续轨迹和点运动。速度控制和位置控制是通过点位运动实现。位置控制模式下包含了2种加减速方式:梯型曲线加减速和S型曲线加减速。
1.2 系统硬件的结构和原理
板料拆垛是自动化冲压的第一道工序。从备料车间运送到冲压车间的板料,首先通过上料机构中的板料分离装置自动将毛胚垛料实现分离,然后通过板料抓取装置-拾端器进行抓取。抓取之后再放到指定地方。上料机构系统完成板料的抓取、拆垛和放置,在工作过程中需要精确的位置、角度定位。在板料的抓取和放置过程中需要较高的精度和速度,一般传统的控制系统满足不了更高的要求。
运动控制系统的硬件由以下四部分组成:运动控制卡、PC机、伺服驱动器和伺服电动机。运动控制卡为雷赛科技的DMC1410 的四轴运动控制卡。步科ED-430伺服驱动器和+60S-0040-30XXX-4LG小惯量三相伺服电动机。PC机和运动控制卡一起构成控制单元,PC机主要管理信息流和数据流,控制系统的实时监控和人机交互界面的管理等方面的工作。控制卡插在PC机主板上的PCI插槽内。运动控制卡上专用CPU与PC机构成主从式控制结构。自动升降的处理、脉冲和方向信号的输出、原点和限位等信号的检测等都可由运动控制卡完成。驱动器与运动控制卡的连接板相连,采用编码器速度控制,并将收到运动控制卡发出的脉冲信号,通过内部电路控制电动机运转。如此构成一个半闭环的伺服控制系统。构成如图2所示。

图2 运动控制系统硬件结构图
1.3 梯形速度曲线运动模式

图3 梯形速度和加速度曲线图
梯形速度曲线如图3所示。通常位置控制采用这种速度控制模式。在运动过程中先以恒定的加速度进行加速,然后达到指定值时开始匀速运动,运行一段距离后再恒定的加速度进行减速。梯形速度曲线,包括3个阶段:恒加速阶段、匀速阶段、恒减速阶段。
运行速度之所以以梯形曲线变化,主要因为惯性的作用。电动机转子和被拖动的物体不可能在瞬间达到指定速度,因此必须有一定的加速过程。由图4可以看出梯形曲线加减速过程中,启动时、达到设定速度时、从最高速度下降时和最后停止时的这4个瞬间,表现出速度转折及相对应的加速度突变。
以梯型曲线进行加减速的主要优点是在运动过程当中可以自动修改目标位置和速度;其控制方法和计算简单;适合进行实时运算;有较短的加减速时间。此方法适用于控制系统处理速度较慢,且对加减速过程要求不高的场合[1]。
1.4S型速度曲线运动模式
如图4所示,S型速度曲线运动模式的加速度是一个连续的变化过程。加速度或减速度线性地增加或减少,所以在机械运动的平稳性方面较好。

图4 S型速度和加速度曲线图
此运动模式中减速与加速是两个对称的过程,整个运行过程分为7个阶段:加加速段、匀加速段、减加速段、匀速段、加减速段、匀减速段、减减速段。从S型速度和加速度曲线可以看出,速度和加速度都是时间t的连续函数。从启动到加速过程有光滑过渡过程,这种运动模式冲击小,噪声小,可延长电动机和机械系统的使用寿命。
梯形曲线加减速在运动过程中可以随时修改目标位置和速度;S曲线加减速只能修改目标位置。在加速度相等的情况下梯形曲线具有较短的加减速时间,而S曲线的运动比较平滑,应针对具体的场合选择相应的加减速模式。
2 上料机构运动控制系统软件
2.1 系统软件设计
基于Windows平台的系统软件是基于抢占式的多任务操作系统[2],具有友好的图形界面和丰富的开发资源,实现多任务时不需要用户干预。采用模块化设计,便于系统的维护和升级。根据需求将该系统划分成位置模块、参数设置模块、运动控制模块、系统管理模块、信息显示以及异常检测处理等6大模块。VS2008是一个功能强大的可视化编程工具,是目前常用的程序开发平台之一。DMC1410提供Windows驱动程序,能够在VS2008环境下调用动态链接库,而寄存器级别的应用函数为开发人员提供更多的便利,使底层的开发更加容易[3]。图5为系统软件的设计流程图。

图5 系统软件流程图
启动系统后进行初始化,然后设置相应的运行参数,参数设置主要负责设置上料机x、y、z轴运动控制的脉冲输出,控制脉冲发送的速度。参数设置完成后,执行运动控制模块程序进行运动控制,状态显示模块将各轴运行状态,如速度、位置等信息显示。各功能模块通过主框架程序相互协调控制,构成一个完整统一协调运动控制系统。
2.2 软件的模块化实现
软件设计采用模块化方法使得上料机运动控制系统软件便于维护,并且具有可重构性、可扩充性。模块化设计即在程序的编写过程中不是逐条逐句写入各种语句和控制指令。而是用框架将软件的主要结构和流程描述出比如主程序、子程序、子过程等。将各个框架之间的输入、输出、链接等关系定义并调试好,由此得到以功能块为单位的一系列算法描述[4]。模块化设计可以降低程序的复杂程度,便于设计、调试和维护。模块化的开发过程中,要做好目录结构、命名规范、全局和特例的界限划分。这样才能容易实现封闭独立性、可重复性、可修改性、统一性等较高的要求。对系统模块还有需要注意以下几个问题:系统更换的可能性和必要性;在功能及结构方面有一定的独立性和完整性;模块间的衔接要素要易于联接与分离。按模块化设计思想对系统进行模块划分,将运动控制系统分成以下几个模块(图6):
1) 初始化模块,对拆垛上料机运动控制系统进行初始化工作,主要包括界面、运动控制卡和各项参数等的初始化。
2) 参数设置模块,完成对相关机构速度、加速度、运动位置的设定。模具库管理及伺服报警模块的设计。
3) 运动控制模块,主要包括运动模式的选择、接收限位、开关等信号、回零、对运动控制卡发送运动指令,实现对整个拆垛上料机的运动控制。
4) 状态显示,实时显示当前运动状态的信息。
5) 系统管理以及异常检测处理模块。
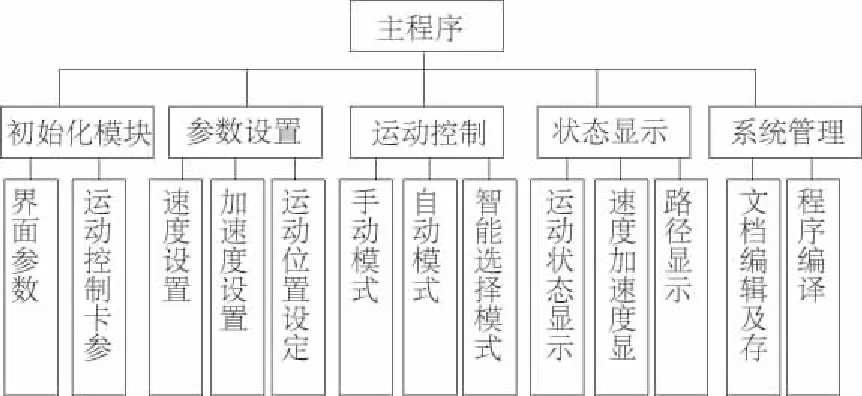
图6 运动控制系统软件模块图
控制系统软件还需要一个方便、友好的控制系统人机界面图7为数控转塔冲床板料拆垛上料机运动控制系统操作界面。

图7 运动控制系统操作界面结构控制图
运动控制系统的人机界面主要作用是通过各种方式把系统的各种功能信息展示出来,并把用户的输入和选择变成相应的数据传递给控制系统进行实现,用户界面应该是界面友好、亲和力强,能够最大限度的反馈系统运行的关键状态,让操作者更好的掌握系统的运行过程。
2.3 程序的实现
用户可以编制出相对应要求的控制系统界面,并调用运动控制卡上相应的一部分函数,就可以开发出满足要求的运动控制系统。依据所设计的操作界面以及要实现的运动控制功能,可通过响应函数来实现。对话框中x、y、z轴3个按钮,要对初速度、加速度、运动距离和运动模式进行相关的设置和有选择性的读取。
实现过程如下:
如果实现连续运动模式时三轴的独立运动,调用运动函数库响应函数中的v_move(axis, str_vel, max_vel, Tacc),结束运动时调用v_stop(axis, Tdec),停止各轴的运动。
3 结语
基于PCI总线上的PCI - DMC1410四轴运动控制卡为核心的运动控制系统。为了克服传统的数字运动控制装置外围电路复杂,计算速度慢的缺陷,设计了高速,高精度运动控制。此外,该系统具有通用性,能够方便地移植到各种运动控制系统的开发中。
[1] 胡建华,廖文和,周儒荣. CNC系统中几种升降速控制曲线的研究与比较[J]. 南京航空航天大学学报. 1999, 31(6):706-711.
[2] 金雪云,等.Visual C++教程[M].北京.清华大学出版社,2005.
[3] 张杰,黄益群.基于PC的开放式多轴运动控制系统开发[J].伺服控制,2007:47-48.
[4] 闫建国.基于DSP的无人飞机飞控系统软件模块化设计[J].计算机测量与控制,2009,29(1):221-236.
Motion Control System of Feeding Mechanism of CNC Turret Punch Based on Motion Control Card
HAN Ying-ying, ZHONG Pei-si, WEI Jun-ying, LIU Mei,LU Zhen-guo
(Advanced Manufacturing Technology Center, Shandong University of Science and Technology, Qingdao, 266590, China)
This paper constructs the hardware of open type CNC system based on the mode of “PC + Motion Control Card”by using DMC1410 PCI motion control card and studies the use of hardware in the servo control system. The MFC provided VC++6.0 is used as a tool for secondary exploitation to develop the bottom control procedures. It designs the servo control system software through calling motion function library of motion control card.
motion control; servo control system; MFC; movement function library
山东省自然科学基金资助项目(ZR2011EEM014)
韩迎迎(1985-),女,山东滨州人,硕士研究生,研究方向:先进制造技术。
TG385
B
1671-5276(2014)02-0069-03
2013-03-07
猜你喜欢
机电工程技术(2022年8期)2022-09-22
海洋信息技术与应用(2022年1期)2022-06-05
机械研究与应用(2022年1期)2022-03-14
汽车工艺与材料(2021年5期)2021-05-17
现代装饰(2020年5期)2020-05-30
科技创新与应用(2019年32期)2019-12-02
材料科学与工艺(2018年3期)2018-06-21
锻造与冲压(2018年6期)2018-03-20
中国核电(2017年2期)2017-08-11
制造技术与机床(2017年3期)2017-06-23
