智能化工业阀门质量检验装置的研究与应用
2014-07-16 03:04裴润有梁桂海白金亮
石油工业技术监督 2014年3期
裴润有,梁桂海,白金亮,郝 坚
中国石油长庆油田分公司技术监测中心 (陕西 西安 710021)
阀门是流体输送管路系统中的重要控制部件,对其进行入库质量检验是采购过程中产品质量控制的关键环节。目前国内大部分阀门检验机构都采用传统的检验设备,其自动化程度较低,依靠指针压力表显示、电接点压力表半自动控制,手动调节油缸压力,手工记录检验数据,高压试验无防护措施,导致检验劳动强度大、效率低、合格判定主观性强、安全风险大,无法满足大规模批量检验要求[1]。随着油气田大发展,现场所需阀门数量急速增加,给入库质检工作带来了极大的挑战。
1 研究背景
油气田地面工艺流程设施由工艺管网和工艺设备构成,主要用于完成石油、天然气等流体介质的输送、处理等任务。工艺管网主要由管段、管件、阀门、法兰、补偿器、安全保护装置等受压元件组成,阀门是管路流体输送系统中的控制部件,是用来改变通路断面和介质流动方向,具有导流、截止、调节、节流、止回、分流或溢流卸压等功能,是受压元件结构最为复杂的机械结构,如果生产过程中阀门出现卡阻、关闭不严、外漏等质量问题,将会严重影响油气田的安全生产,甚至酿成环境污染、火灾、爆炸等恶性事故[2,3]。
阀门入库质量检验是指阀门制造厂商将出厂检验合格的阀门在运往各储存库或施工现场之前,由专业检验机构对阀门实施重点项目的检验,入库检验是对制造合格阀门的质量验证,是阀门采购质量控制体系的关键环节。在2007~2012年阀门入库质量检验的70余万只中,不合格的阀门有1.7万只。如果这些不合格阀门在油气田中使用,将对油气田的安全造成极大的威胁,因此把好阀门入库质量检验关对维护油气田本质安全起着重要作用。
2 智能化阀门试验机关键技术研究
针对传统工业阀门试验机劳动强度高、检验效率低、结果判定主观性强、安全风险大等弊端,首次将数字化、智能化技术应用到阀门试验机中,实现与计算机系统连接,电子版检验报告,增设安全防护系统。阀门质检流程如图1所示,蓝色标记部分为优化环节。
计算机和试验机(图2)的数据信息实现双向传输:一方面,试验机的软件系统可以调用服务器内产品资料;另一方面,试验机的试验数据可以传递给服务器存储,形成检验报告。
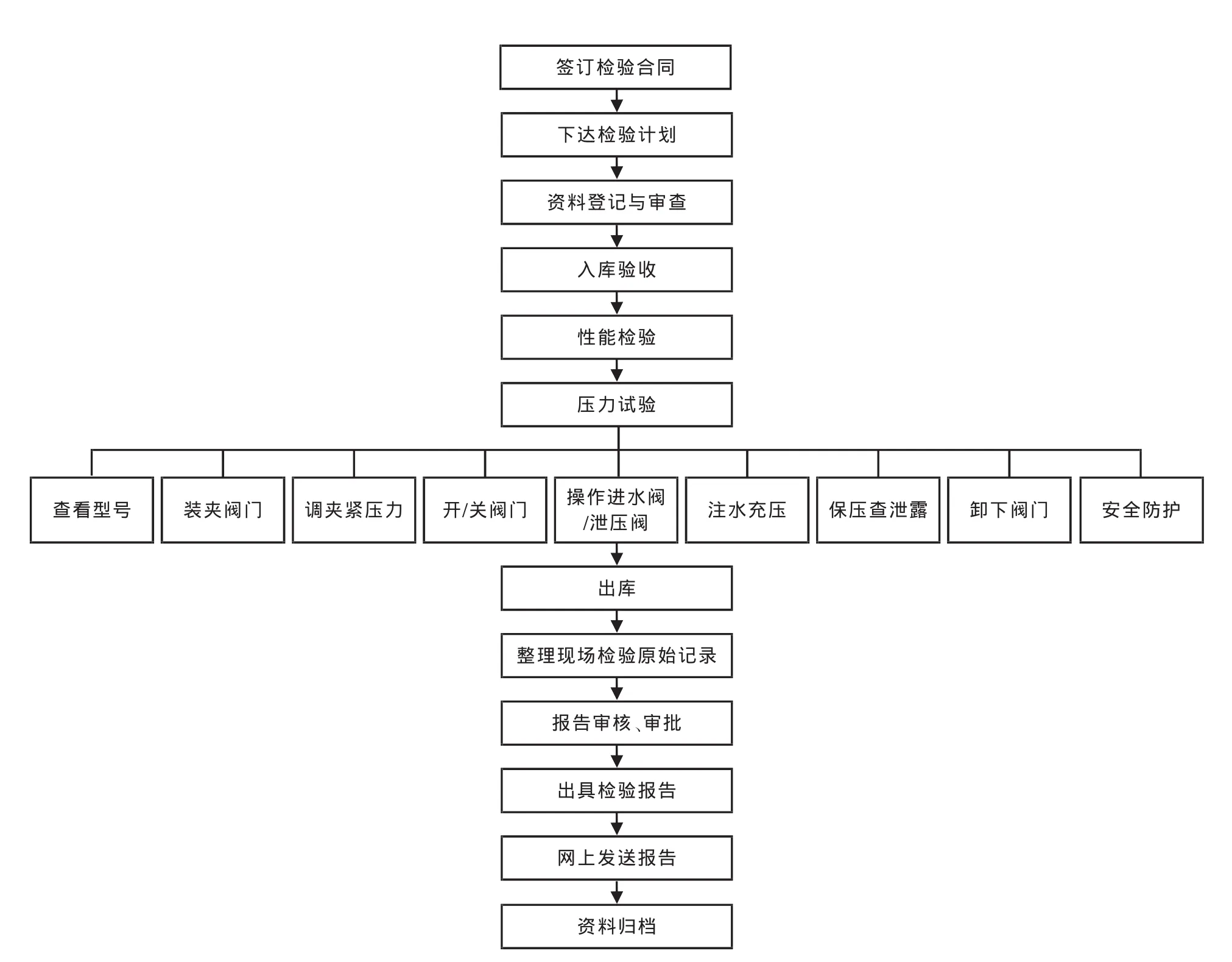
图1 阀门质检流程
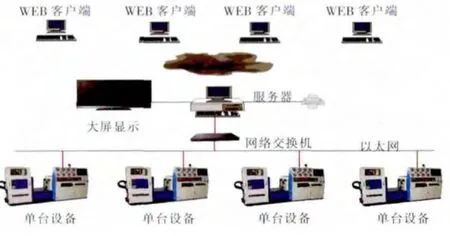
图2 计算机系统整体机构图
以下对实际的技术措施、技术参数和优越性做相关阐述。
2.1 压力数值自动传递
传统试验机的仪表显示系统仅采用压力表,检验中只能依靠肉眼观察压力表盘数值和有无下降,为保证压力读取精度,在此环节要耗费一定的时间和精力。长时间大批量检验容易造成人员疲劳,造成读数误差较大,所以仅能满足少量检验工作。如果检验人员责任心不强,质量判定存在较大主观性,检验数据溯源也无法准确定位。
首次将油气田现场广泛使用的压力变送器安装在智能阀门质检装置中,作为载体自动采集压力数据,有较高的精度和稳定性。其原理为通过变送器把采集到的压力信号转化成4~20mA工业标准电流信号,输送至工业PTU模块或PLC系统转换为数字信号,一部分信号传递给PC机进行后续处理,一部分信号通过数显压力表在设备上显示,检验装置检验系统组成如图3所示。

图3 检验装置检验系统组成
检验参数传递给计算机系统为开发广阔的后续功能做好了基础。将之前数据读取依靠人员主观性,转换为依靠数字化技术的客观性,提高了质检工作需求的读取精度,降低了人员读数的劳动强度。自动测量传输后,检验数据无法造假,保证了质检工作的数据可靠性。另外通过数显压力表和压力表盘实现冗余显示,防止之前单一压力表显示故障导致的超压风险,提高了安全性和直观性。
2.2 机载检验系统
传统试验机需要靠人员主观判断,根据阀门的不同种类、公称压力、公称通径,选择需要什么试验方法,达到什么试验压力、保压时间等参数值,对操作人员技能、经验要求较高,影响检验速度。
为了满足大批量检验工作需要,新研究采用“人机操作界面+数字化平台”,系统智能化判断选择。具体实施思路是事先由资料员批量将待检的阀门参数信息表格上传至数字化平台中,每台试验机均能共享到该资源。检验中只需在试验机的操作界面中输入阀门出厂编号,即可提取该阀门的参数信息,系统依据标准进行智能化分析,在界面上自动生成检验项目、压力试验参数、保压时间。即便对检验工作完全不懂,也能根据系统提示一步步完成整个检验流程[4]。
中国石油长庆油田分公司技术监测中心数字化平台从软件架构上划分为4大层次,分别是:数据服务层、接口服务层、逻辑处理层、Web服务层,数字化综合分析软件功能构成如图4所示。

图4 数字化综合分析软件功能构成
中心数字化平台可以实现基本信息录入、产品检验数据交换、原始记录管理、报告审核/审批、综合统计、图形分析等功能,通过设置查询条件,随时可以查询阀门不同供货厂家的质量状况,自动形成不合格原因统计图表,其检验界面如图5和图6所示。
以上措施将人工劳动量大大减少,实现了阀门检验的流水化作业。
2.3 伺服自控技术
传统的试验机必须手动试验。辅助上还要频繁调节夹具的油压参数,旋转手轮启闭截断阀。
智能阀门试验机将“伺服控制”模块利用到试验机中。

图5 检验人员登陆界面
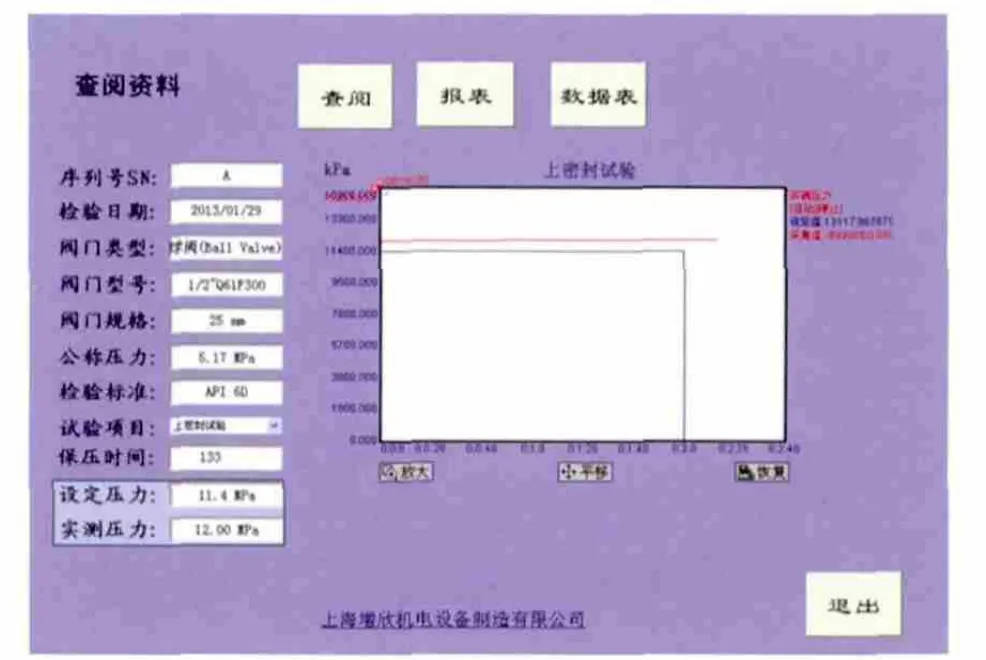
图6 形成压力曲线界面
1)试压过程自控:从触摸屏上将启动信号传递给PLC,自动实现低压水泵注水,阀腔内注满后立即切换到高压水泵,压力上升到标准值自动停止。实现一键式操作。
2)夹紧力自控:辅助装夹上根据不同阀门参数值,智能化分析计算试验介质对阀门压力来调节夹具的油压参数,使得作用在阀门上的“净挤压力”控制在一个很小的范围内,避免夹紧压力过大损坏阀门、影响试验结果和夹紧压力过小工装无法与阀门密封,且更贴近于检验标准要求。另外还实现了动态的试验介质与夹具油缸的同步加压、同步卸压。
2.4 低压注水高压增压技术
传统的试验设备只采用一个高压水泵向阀腔注水升压,耗时较长,特别针对DN300以上大口径阀门试验时,该注水过程往往超过20min,设备损耗也大。
新研究将注水和加压环节分开,针对高压水泵只适合升压,而注水较慢的特点,采用流量大的低压水泵注水,高压水泵增压,并重新设计管路系统,大大提高了试验中注水加压速度[5]。
2.5 安全防护系统
将自动补压技术和安全防护系统运用在试验机中,增强安全性。
2.5.1 自动补压技术
“自动补压系统”能实时地监测压紧机构的液压值,保持压紧机构夹紧力的稳定。由变送器将压力信号反馈给PLC,并与标准值进行比较,根据比较结果逻辑判断,输出不同执行信号至断路器,由电路通断控制高压油泵的启动或停止,自动补充液压使夹紧力稳定在要求值上。液压装置自动补压的程序逻辑图如图7所示。
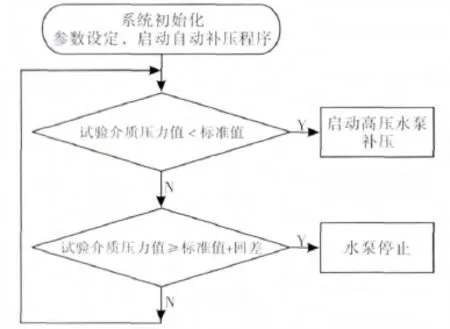
图7 试验介质补压逻辑图
该技术还可运用于抱夹式试验机的夹爪系统中,实现夹爪的自动补夹紧法兰。
2.5.2 安全连锁系统
1)安全防护门连锁保护技术。阀门的试压过程中,压力可达几十兆帕,易造成高压水刺出,甚至阀门零部件高速飞出,具有一定的风险性。传统的试验机未采取安全保护。将安全防护门运用在智能阀门试验机上,通过结构设计和强度计算,安全防护门采用Q235钢板冲压而成,壁厚2.5mm,钢板上安装透明观察窗,采用5mm的有机玻璃,强度足以抵挡高速飞溅物,保护检验过程安全,其外观结构如图8所示。
采用电路联锁方式的门联锁保护系统,实现了人与高压区的隔离。原理是:在防护门未关好或门联锁杆没有锁到位时,电路断开状态,泵无法开启打压;通过压力传感器对阀腔压力进行监控,将信号反馈给PLC,,使门联锁保持锁闭,防护门无法打开。实现2个保护功能:安全门打开时,无法对阀门进行充压;阀体存在压力时,安全门无法打开。

图8 安全防护门外观结构
2)水、油压安全互锁技术。传统的试验机,未泄压就可以卸下阀门,安全风险极大。由变送器将压力信号反馈给PLC,若压力值>0,则由PLC输出执行信号至断路器,电路断开,高压油泵无法启动。实现了当高压试验介质未卸荷时,液压夹紧(顶紧)油缸的松开动作被锁定;仅当高压试验介质卸荷后,液压夹紧(顶紧)油缸才可松开。安全联锁保护技术,有效的控制了加压过程中的安全性,当未形成保护之前系统无法实现增压过程,为检验人员提供一个强制的安全保护措施。
2.6 数据处理
传统试验机依靠人工记录检验原始记录,人工编写检验报告,劳动强度大,且必须加强质检工作的监管。
工业控制系统信息安全近几年才被广泛重视,处于起步阶段,许多工控企业管理制度不健全,应急响应机制欠缺,人员配置缺乏,人员培训不足等,均对工业控制系统信息安全构成了威胁。
智能化检验装置自动生成电子版原始记录,智能化合成检验报告,节省了巨大的时间和精力,也方便查阅。另外机器出报告,杜绝了质检工作中人为的弄虚作假,质量追溯性加强。
3 应用效果
智能阀门试验机的研制成功,极大降低了人员劳动强度,改变了传统试验机只能单个检验的格局,实现了阀门检验的流水化、批量化。
使用数字化强制监管了质检数据真实、可靠性,安全联锁系统降低高压试验风险。
3.1 检验劳动量降低
3.1.1 省去了以下人工作业环节:
1)用秒表监控保压时间。
2)肉眼监控泄露情况。
3)手工读取压力值,记录检验原始记录。
4)手工记录检验报告。
5)频繁调节油压压力。
6)手工启闭截断阀。
7)将阀门手动沉入水箱观察气泡。
3.1.2 减轻了以下作业环节强度
1)手工统计检验量,转换为软件自动统计。
2)大口径阀门需3~5人协助装载,转换为1人用悬臂吊装载。
3)采用人工进行上机、调整、对中等工作。
4)查阅检验原始记录和报告。
3.2 检验效率极大增强
智能试验机省去了资料记录和整理的环节,表1为经过实际实验比对后,平均检验1只阀门所需时间。

表1 检验速度对比
以每天8h的工作时间,某质检单位以之前100~130只/d的检验速度,提升到400~450只/d。
3.3 阀门检验质量得到有效提升
根据某质检单位的近几年检验数据对比,使用智能阀门试验机的检出的不合格率比传统试验机的不合格率高3%以上。该质检单位新研制设备投运2年中,未出现1份虚假资料和质量争议事故。
3.4 安全性能增强
在面对1年17万余只的阀门检验量,使用智能阀门试验机后,该质检单位未出现一起高压试验伤人事故。
3.5 数字化溯源性增强
某质检单位传统试验机1年的检验报告和数据可占据一间40m2的资料室。智能试验机后,仅需一个服务器和几台计算机即可实现10年以上的数据报告存储。通过软件实现了对不合格产品的快速查询,对检验参数快速追溯,该质检单位每年实现对检验信息查询3 000次以上,进行质量追溯300次以上,有效提升内部质量管控水平。
3.6 批量化检验,满足了油田大发展的需要
油气田的快速发展,每年的采购量往往在万只以上。实际运用表明,仅十余台新型阀门试验机就可满足1年150 000只的阀门检验量,保障油田大发展需要。智能化工业阀门检验装置投入使用后,其人工成本、生产运行成本显著降低,阀门检验质量和效率的提高将会对油气田产生直接和间接的经济效益。
4 结论
质检装置在传统设备基础上引进了5项技术,实现了原始信息集中导入、自动计算试验参数、检验数据自动读取和记录、智能化一键操作、结果智能分析统计、安全防护等功能,减去了传统试验中7个人工操作环节,减轻4个作业环节,真正实现了智能化和数字化检验。
新装置投入使用以来,已完成了近350 000只的阀门检验量,检验总体效率提高70%以上,检验质量0事故,高压试验安全0事故,检验过程更加规范、科学,质量追溯效率更高。经过1年多的试验,该装置工艺基本成熟。
[1]孙晓霞.实用阀门技术问答[M.].北京:中国标准出版社,2008.
[2]GB 13927-2008工业阀门压力试验[S].
[3]SH 3518-2000阀门检验与管理规程[S].
[4]孙广聚,王明义.阀门密封试验装卡方式的分析与探讨[J].阀门,1996(2):7-12.
[5]陆培文.阀门的试验与检验[M].北京:中国标准出版社,2010.
猜你喜欢
流程工业(2022年3期)2022-06-23
哈尔滨轴承(2021年1期)2021-07-21
煤气与热力(2021年3期)2021-06-09
哈尔滨轴承(2020年2期)2020-11-06
哈尔滨轴承(2020年1期)2020-11-03
理化检验-化学分册(2020年12期)2020-03-02
中国特种设备安全(2018年10期)2018-12-18
山东工业技术(2016年15期)2016-12-01
现代检验医学杂志(2016年1期)2016-11-12
橡塑技术与装备(2015年7期)2015-07-03