
电机控制方式在水泥厂应用的探讨
2014-07-13 06:44刘永强
电子设计工程 2014年7期
李 楠 ,刘永强 ,李 涛 ,何 玥
(1.军械工程学院 河北 石家庄 050003;2.河北省建筑材料工业设计研究院 河北 石家庄 050050)
电机控制方式在水泥厂应用的探讨
李 楠1,刘永强2,李 涛1,何 玥1
(1.军械工程学院 河北 石家庄 050003;2.河北省建筑材料工业设计研究院 河北 石家庄 050050)
基于目前国内外水泥厂DCS(集散控制系统)系统对电动机起动采用哪种的控制方式更合理的目的,通过对机旁优先和中控优先这两种控制方式的探讨,再结合笔者实际的现场经验,实际应用表明,中控优先具有现场线路简单,可靠性高的特点,更适合水泥厂恶劣的环境。
机旁优先;中控优先;DCS;水泥厂
南非曼巴水泥厂为2800t/d熟料的新型干法水泥厂,是中国冀东发展集团总包项目。整条生产线所有的低压电机的控制方式都是采用“中控优先”的控制方式,这与国内水泥企业所采用的“机旁优先”的控制方式[1]大大不同。笔者参与了整个项目的设计,现就低压电机控制方式在该项目上与国内水泥企业的不同作简单介绍。
1 电动机起动方式的选择
电动机分为直流电动机和交流电动机[2],交流电动机又分为异步电动机和同步电动机;本文论述的鼠笼型电动机为异步电动机的一种,其余电动机的起动及控制方式由于篇幅的限制本文不再论述。
鼠笼型电动机满足下列条件时,应采用全压起动:
1)生产机械允许承受全压起动时的冲击力矩;
2)电动机起动时,其端子电压应保证机械要求的起动转矩,配电母线上的电压不宜超过额定电压的15%;
3)制造厂对电动机的起动方式无特殊要求。
鼠笼型电动机当不符合全压起动条件时,可采用软起动装置,也可采用其他起动方式;有调速要求时,电动机的起动方式应与调速方式相配合。
上述规定是规范面对高低压鼠笼型和同步电动机及其所拖动各类机械的全面情况所做的规定[3],对低压配电设计中的鼠笼型电动机全压起动的判断条件可简化为:电动机起动时配电线电压不低于系统标称电压的85%。通常,只要电动机额定功率不超过电源变压器额定容量的30%,即可全压起动;仅在估算结果处于边缘情况时,才需要进行详细计算。故鼠笼型电动机全压起动是最简单、最经济、最可靠地起动方式,只要符合规定的条件就应采用。
2 “中控优先”和“机旁优先”简介
2.1 “机旁优先”控制方式
这是一种在国内使用较多的控制方式,图1就是典型的“机旁优先”控制原理图[4],LCB为机旁按钮,安装于设备现场,在机旁按钮盒上增加一个“选择开关”SA,当SA打至L位置(机旁)时,电机的起动权在现场,由现场人员决定电机的启停;当SA打至C位置(中控)时,中控具备开车条件,这时电机只能由计算机来操作,机旁按钮LCB不能控制。在SA在C位置时当操作员通过中央控制室操作员站对电机起动时,该电机的计算机的驱动信号为ON,中间继电器1K动作,电机起动;当操作员对电机停机时,该电机的驱动信号为OFF,电机停止。在SA在L位置时操作员无权对电机启停,也就是说计算机不能操作,由现场人员根据实际情况按动机旁按钮盒LCB上的起动按钮ST或停车按钮STP就可控制电机运行。
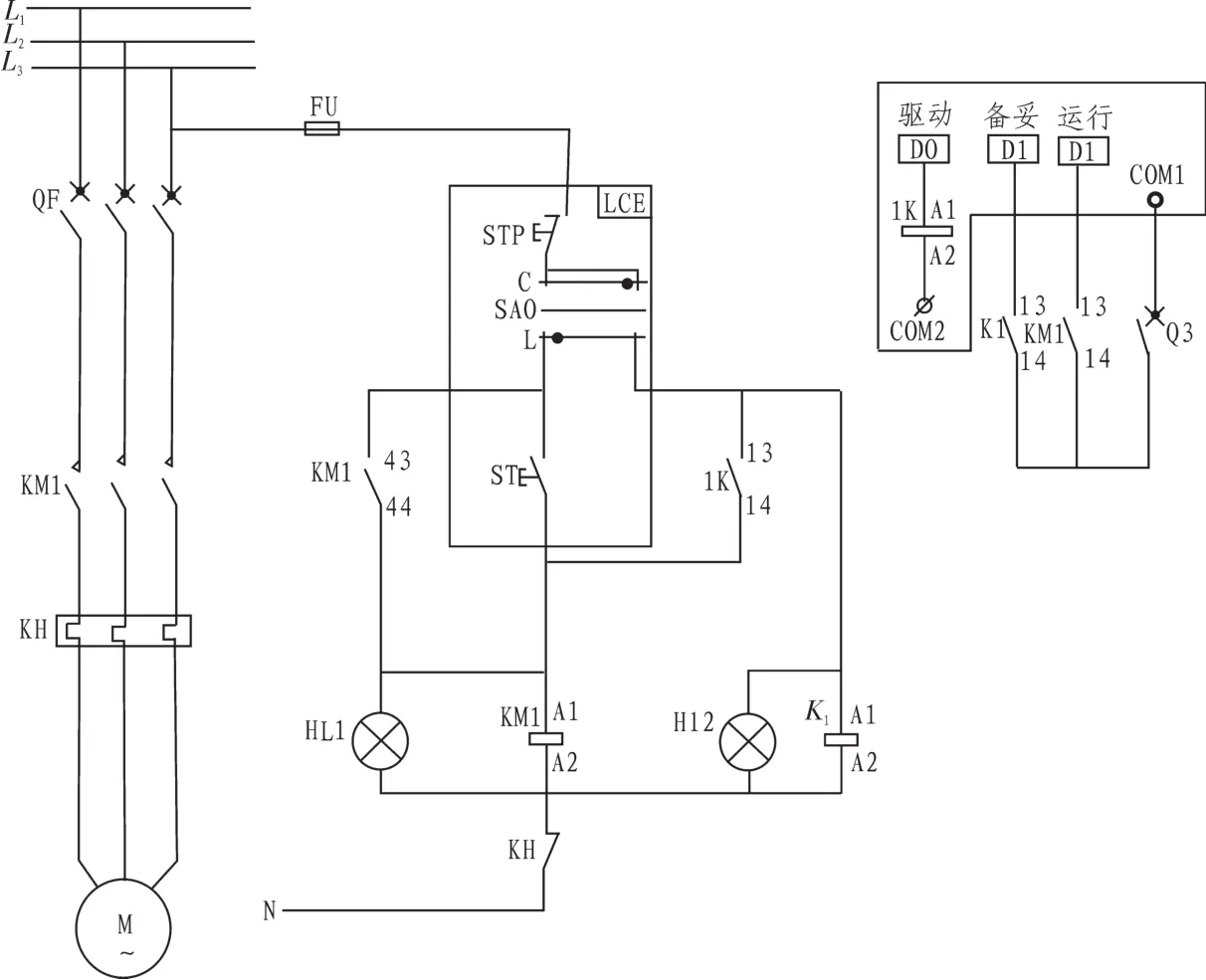
图1 典型的“机旁优先”控制原理图Fig. 1 Typical “Local Priority” control principle diagram
2.2 “中控优先”控制方式
图2就是典型的“中控优先”控制原理图,没有机旁按钮盒LCB,而是在设备现场增加了可视断路器VCS,并带有起动按钮L1和停止按钮LS,但是没有选择开关SA,而是在DCS程序中设置一个“选择按钮”,当它为ON时表示选择中控,这时中控室操作员可以对该电机发出或取消驱动信号,当它为OFF表示选择机旁,这时现场人员才能按动起动按钮L1和停止按钮LS来控制电机的启停。
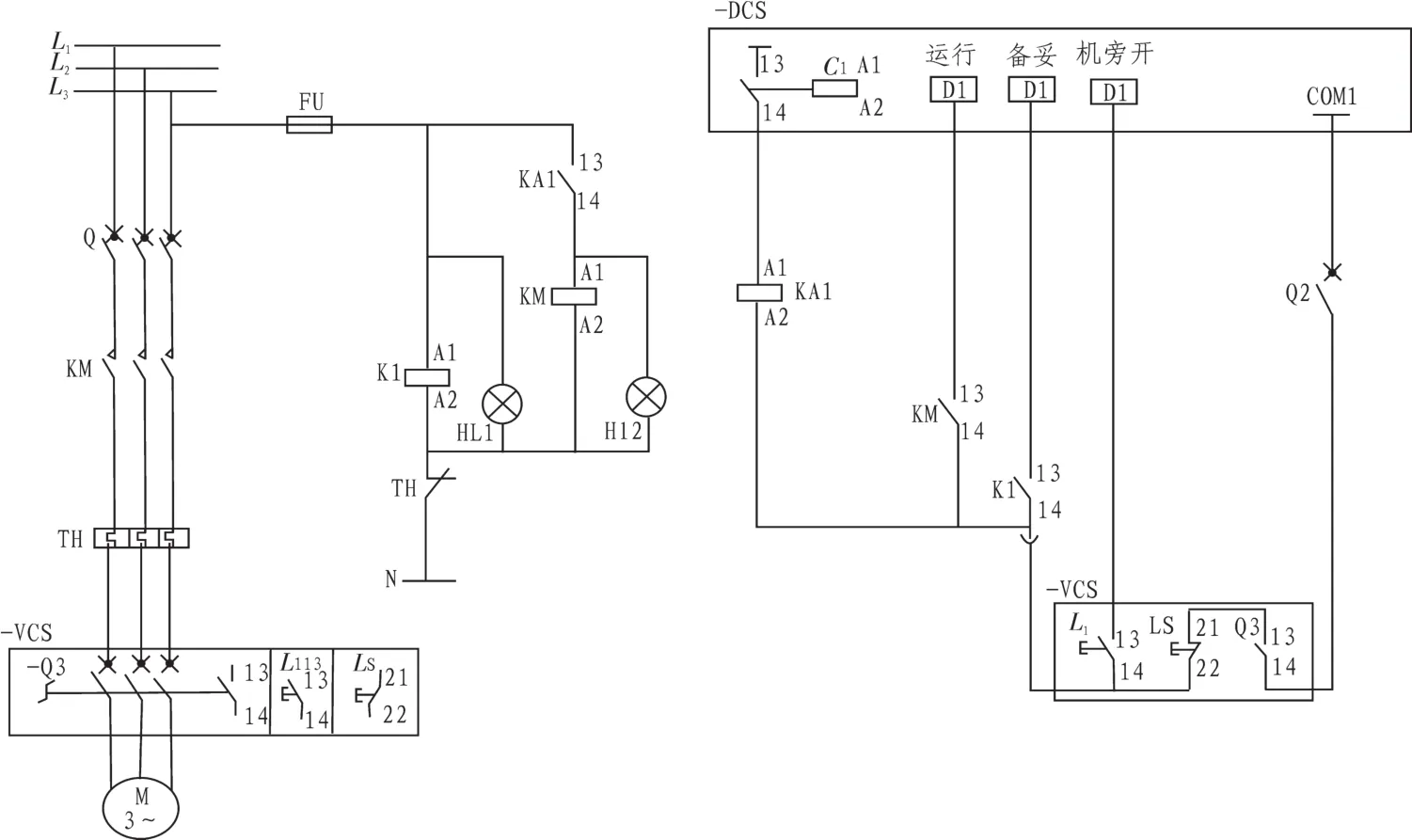
图2 典型的“中控优先”控制原理图Fig. 2 Typical “Central Control Priority” control principle diagram
3 现场调试和常见故障及排障方法
电动机单转检测项目有转向、空载电流和电压、轴承和定子
笔者在现场调试中出现许多意想不到的故障,下面就在调试步骤中出现的故障及排障方法与读者分享一下。
现场调试一般分为3个步骤:
1)电动机单转:电动机单转前应完成电机测试和电气保护回路模拟试验,电动机单转时相关的保护回路均应投入;温升以及振动,试转持续时间应使测值已达到稳定,一般不少于2~4 h。在这期间可能遇到的故障是电动机反转,电动机启动不起来或者是工作一段时间后直接跳闸,应调整电动机电源接线,根据电动机额定电流调整热继电器电流。
2)把低压配电屏上的转换开关打到试验位,从计算机画面上对电动机进行模拟起动,检查普通电动机的测点:一种是数字量输入(即DI):备妥,设备是否具备起动条件;应答,设备是否运行;另一种是数字量输出(即DO):驱动,DCS是否给设备驱动。需要注意的故障是:检查COM1电源,有时备妥没有或者驱动发不过去就是没有电源。
3)把低压配电屏上的转换开关打到正常位,从计算机画面上对电动机进行单机起动,再进行分组分系统调试,目的是检查分系统各设备的协调运行情况,确保各分组分系统的功能达到设计要求;验证系统是否能按功能组设定的程序,依次自动启停各设备;检查功能组设计的合理性;试验当顺控条件不满足时,检验联锁、联动保护执行情况;重点检查以下项目:
① 起动故障:设备驱动后在规定时间内没有返回应答,计算机自动产生故障,报警并停止驱动[5];
②运行故障:设备驱动后,返回应答,驱动自保,运行期间应答丢失,超过规定时间,自动产生故障,报警,停止驱动;
③安全联锁:电机本身的安全保护:如包括:综合故障;温度开关;速度开关;跑偏开关[6];撕裂等;
④上位联锁:又名起动联锁,确保设备按照工艺顺序起动;
⑤下位联锁:又名运行联锁,确保设备按照工艺顺序运行;如下位设备(参与顺序联锁)出现异常故障,将自动联锁停止本设备的驱动;
⑥停车联锁:确保设备按照工艺顺序停车;允许停车命令的有效;
⑦抖动:由于现场各种原因所引起的、进入计算机系统的测点信号出现异常现象。具体包括:测点信号瞬间间断、瞬间闭合、测量值超出正常范围等;
现场遇到的故障有:①原料磨系统由于对讲机的电磁干扰造成绕组温度满量程,进而造成设备跳停,对控制电缆做了防电磁处理后结果还是不理想,最后更换了现场仪表才正常。②根据工艺要求做好上下位联锁,做到该跳停的时候就跳停,不该跳停的时候正常运行。③DCS系统采用Profibus现场总线,要求DP线屏蔽层的剥离长度尽可能短,最好不超过1厘米,且DP接线要牢固。④经常遇到安全联锁中由于某种原因造成设备跳停,但故障信号只是显示一下很快就消失,设备都很正常,排障方法是在安全联锁加延时输出保护:延时的时间可以定为1秒或适当的时间;在规定的延时内测点的抖动可以忽略不计,不参与联锁控制,一但超出规定时间,计算机系统将执行相应的联锁控制;同理下位联锁可以加延时断开保护。例如现场人员不小心碰到跑偏开关等。⑤DCS接地系统要可靠,和电气接地要严格分开。
4 两种控制方式的比较
既然国内外水泥厂对电机的起动控制方式采用不同的方案,那么这两种控制方式有什么优缺点呢,如下所述。
4.1 环境的影响
众所周知,水泥厂设备运行环境恶劣,粉尘含量大[7]。当采用“机旁优先”控制方式时,由图1可知机旁按钮盒开关触点有5对之多,长期运行在这样的环境中,按钮盒很容易进灰,造成开关触点接触不良,导致中控及现场无法起动电机。“中控优先”控制方式现场没有机旁按钮盒,只有可视断路器VCS上的两个按钮,总的开关触点比“机旁优先”大大减少,故障率也大大减少,不会影响中控正常起动电机。
4.2 安全问题的影响
“中控优先”的电机选择权位置在“中控”的计算机程序上,操作员在画面上把电机的起动置为“中控”,则可视断路器VCS上面的“起动”“停止 按钮失去作用,可以防止现场人员误动作。而“机旁优先”的电机选择权位置在现场的 “机旁”按钮盒,只能由现场人员来选择,就把握生产大局来说就没有 “中控优先”方案安全性高。但也有不利的一面,操作员不能看到现场的实际情况,有时需要现场紧急停机,否则易造成生产事故。因此,“中控优先”方案的可视断路器VCS中“停止”按钮在任何操作下都起作用。
4.3 计算机故障的影响
不管采用“中控优先”还是“机旁优先”,在生产过程中计算机都会出现故障,有人则认为前者对生产的影响较大,因为后者在计算机出现故障时仍可用“机旁”操作来维持生产,其实这是一个误区,理由是:在计算机出现故障后就会停产抢修计算机,并非采用转向“机旁”方式维持生产。再者,现今的计算机系统可靠性比较高,一般都有几个操作员站,不可能所有操作员站都同时出现故障,出现的故障率很低;就是出现故障,现今的系统检测手段功能很强,只要查出故障,一般通过更换硬件板,即可恢复系统运行[8]。
这里需要提出的是,不管采用“中控优先”还是“机旁优先”,在水泥厂处于安装建设阶段,只有计算机安装调试好,才能对电机实现联动调试。
5 结束语
笔者根据多年的工作实践,认为在水泥企业现场恶劣、粉尘大的环境中“中控优先”控制方式比“机旁优先”控制方式更合适一些,主要原因是:前者具有现场线路简单,可靠性高的优点,后者控制线路繁琐,机旁按钮盒引起的故障率高。
[1]赵明. 工厂电气控制设备[M]. 北京: 机械工业出版社, 2005.
[2]国家标准GB50054-95 低压配电设计规范[S].北京:中国计划出版社,2012.
[3]中国航空工业规划设计研究院编. 工业与民用配电设计手册[M]. 北京:中国电力出版社, 2005.
[4]陈鹄.浅谈“集中优先”和“机旁优先” [J].科技风,2012(4):82.
CHEN Hu. Focus on "Central control priority" and" Local priority" [J]. Science and Technology Wind, 2012(4):82.
[5]刘伟平.电机正反转控制原理图的分析比较 [J].知识技术,2010(8):118.
LIU Wei-ping.Analysis and comparison of motor positive inversion control principle diagram [J]. Knowledge and technology,2010(8):118.
[6]李长安.皮带机就地启动控制线路的改造 [J].港口装卸,2011(4):43.
LI Chang-an.Transformation on local start-up control circuit of strap machine [J]. Port Handling,2011(4):43.
[7]钢铁企业电力设计手册编委会编.钢铁企业电力设计手册[M].北京:冶金工业出版社,1996.
[8]薛振声,王鲁宁.WebField ECS-100在100MW机组上的应用 [J].宁夏电力,2007,S2:33-35.
XUE Zhen-sheng,WANG Lu-ning.Application of WebField ECS-100 in 100MW unit [J]. Ningxia Power, 2007, S2:33-35.
Discussion on the motor control method used in cement plant
LI Nan1, LIU Yong-qiang2,LI Tao1, HE Yue1
(1.Ordnance Engineering College, Shijiazhuang050003, China;2.Hebei Building Materials Industry Design and Research Institute, Shijiazhuang050050, China)
At present domestic and foreign cement factory DCS (distributed control system) for motor starting with the control way which is more reasonable for the purpose of motor based on, through the discussion on the machine by local priority and central control priority of these two kinds of control methods, combined with the author's practical experience in the field, practical application shows that the central control priority has the features of simple circuit,high reliability, it's more suitable for cement factory environment.
local priority; central control priority; distributed control system; cement plant
TN710
A
1674-6236(2014)07-0092-03
2013-06-08稿件编号201306055
李 楠(1982—),女,河北石家庄人,硕士,讲师。研究方向:计算机测控技术。
猜你喜欢
军事文摘(2022年13期)2022-08-27
四川水泥(2021年2期)2021-01-24
当代旅游(2019年3期)2019-09-19
上海建材(2019年3期)2019-09-18
商周刊(2018年25期)2019-01-08
传媒评论(2018年5期)2018-07-09
江西建材(2018年2期)2018-04-14
自动化学报(2017年11期)2017-04-04
中国卫生(2016年12期)2016-11-23
——专业服务大型水泥厂
新世纪水泥导报(2016年1期)2016-07-01
