
基于MES的航天军工离散机加车间工时管理研究
2014-07-11 07:43陈少平陈卓宁徐同明
制造业自动化 2014年8期
陈少平,陈卓宁, ,徐同明,周 力
(1. 华中科技大学 机械科学与工程学院,武汉 430074;2. 武汉开目信息技术有限责任公司,武汉 430223)
0 引言
对于制造型企业而言,工时信息是一种重要制造信息资源,是企业制定生产计划、安排生产过程、评价工人绩效、核算企业成、衡量产品价格等一系列行为的重要依据[1]。企业通过有效的信息化管理工具和手段规范企业的工时信息管理过程,不仅能够提升其在企业的生产管理过程中的应用价值,而且能够简化工时数据维护复杂度、增强工时信息在企业车间不同业务部门中的共享度、减轻工作人员劳动强度、降低生产运行成本,提高企业经济效益。
目前,国内航天离散制造企业不仅生产任务繁重、生产过程复杂,而且产品质量要求非常严格。面对日益激烈的制造业竞争环境,传统的以人为主的或是局限于独立的信息系统的工时信息管理模式不仅效率低下、而且工时信息无法形成统一有效的集成应用,难以适应企业的复杂、动态的生产过程。在分析企业车间工时信息管理现状上,结合车间实际业务过程,提出一种基于MES平台的工时信息管理模型。在此基础上,开发了工时信息管理系统用以解决企业在工时管理方面的突出问题。
1 企业工时管理现状与需求分析
工时信息在企业整个生产管理过程中应用范围广泛,甚至可以说贯穿于产品从设计、生产、销售到消亡这一整个全生命周期过程。通过对国内部分典型的航天军工离散制造企业实地考察与调研,发现企业生产过程中对工时信息的应用不仅过程复杂,管理手段落后,而且车间不同部门间的工时信息传递不及时,生产现场工人的作业工时统计不规范且难以统计等居多问题。具体到企业的机加车间生产过程的工时信息管理方面的弊端,主要体现在如下五个方面:
1) 定额工时的可控性差。车间加工工序的定额工时,由车间定额员制定,而他们主要只是根据纸质工艺定额文件或是个人经验来确定。制定过程波动性大,经常偏离车间的实际生产工时,尤其是研制的生产任务,这种现象极其频繁,严重影响生产。另外,车间调度员的手工开票方式也易引发问题。定额信息都掌握在车间调度手中,造成管理、调度、加工这三个层次人员信息共享的脱节,缺乏一种有效的工时管理和监督体系[2]。
2) 各业务部门工时信息管理相对独立,无法形成有效的集成应用。各业务部门都有工时信息应用,但多以人工方式通过纸质文件来传递相关的工时信息,不仅效率低下,而且数据冗余、不一致性现象严重,给工时管理工作带来极大不便。另外,在企业工时管理过程中还需要对工时进行优化和修正。基于人工为主的工时信息维护、提交与传递很难实现集成应用。
3) 车间工时小票方式管理不规范。车间工人主要通过填写工时小票上报自己加工任务的所得额定工时,然后提交调度员。手工填写工票操作起来比较简单,但是由于没有统一的标准,票上数据的格式和类型等都没有明确的规范。而且手写工票的开票效率低、可靠性差;同时,在实际生产过程中工人为了平衡工作量,还存在工人间私下调配工时或是将工时小票人为延交等现象,给企业的生产管理及后续的工时统计带来极大的挑战。
4) 工时统计困难。目前车间使用的是的手工统计。通过把工时数据汇总到 Excel 表上然后再使用Excel的数据透视表功能进行工时数据的处理,生成统计数据和工时的各种报表。工时的汇总和统计工作劳动强度高,并且统计数据的准确性较差。
5) 报表生成复杂、信息查询困难。数据统计的分散性,导致生成车间的各种报表时,报表上所有数据都需人工计算,大大增加了统计人员的工作强度。而且人为失误等原因造成报表的准确性差。另外,由于上述原因直接造成的最终后果就是工时信息的查询困难,如果车间管理层要查询某工作令的相关信息,必须让车间提供相关报表,而且只有在出报表的特定时间点才能查询到最新的生产信息。
针对上述特点,结合企业的业务管理要求,提出基于MES的工时信息管理系统实现车间工时信息的计算机网络管理,达到信息动态维护、信息共享、快速反应的目的,全面提高企业工时管理的计算机系统化管理水平,为企业的整体信息化管理打下坚实的基础。
2 基于MES的工时信息管理模型
图1为结合企业的生产管理过程给出的基于MES平台的工时信息管理模型。在该模型中,将企业车间生产过程中的工时信息划分为定额工时、制造工时与实作工时进行管理与集成应用。
制造执行系统(MES),是位于业务管理层(MRP II/ERP)和过程控制层之间,面向车间层的生产管理技术与实时信息系统。MES强调制造计划的执行。一方面,MES将业务管理系统的命令进一步细化后,向生产过程发出制造指令;另一方面,MES将过程控制层收集到的实时信息,反馈回业务管理系统,作为以后编制生产计划的依据[3]。文中的工时管理系统正是基于MES系统收集到的相关车间现场实时数据,从中抽取工时方面需要的数据展开系统工作。
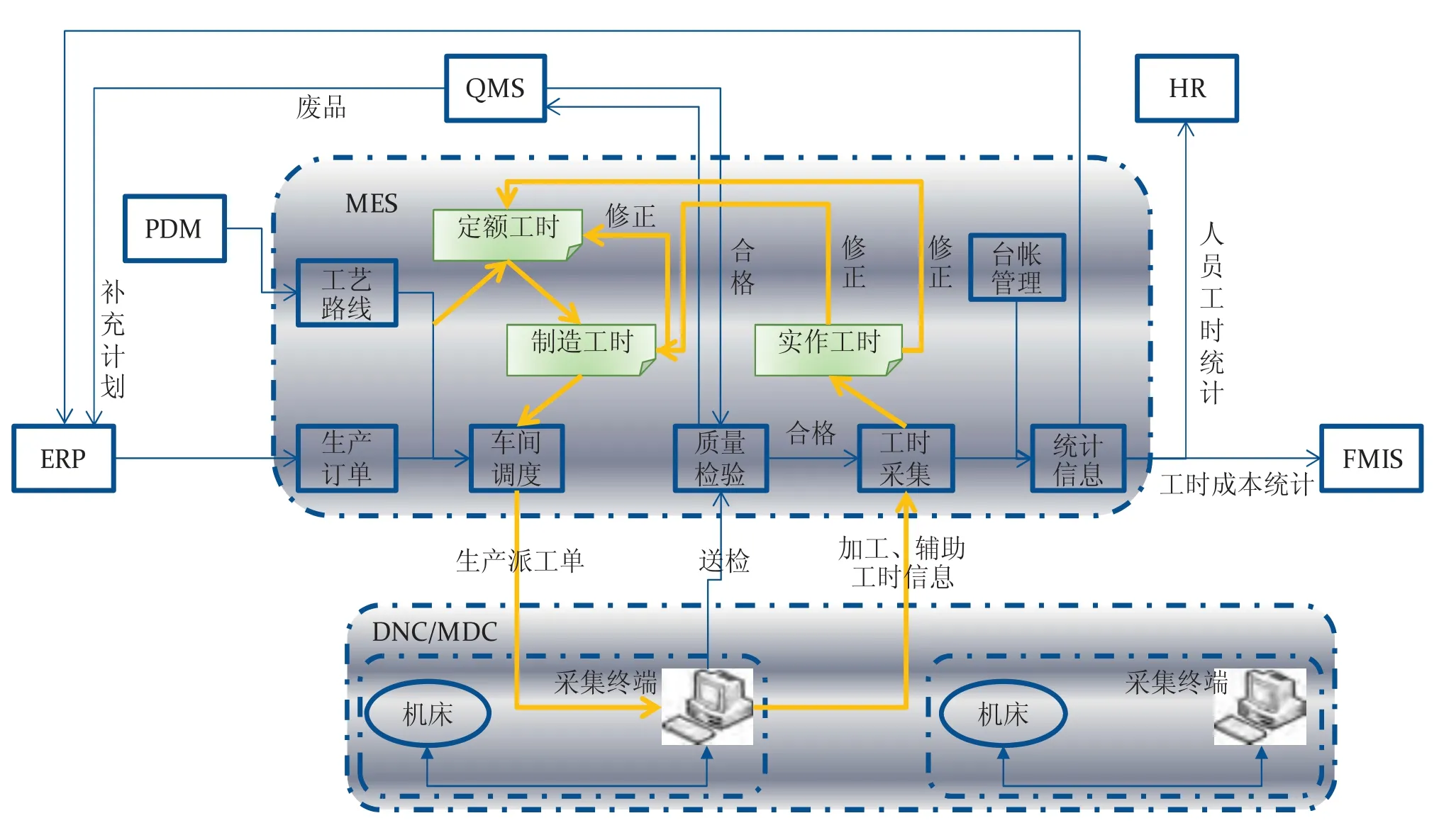
图1 基于MES的工时信息管理模型
时间定额是在一定的技术、组织、条件下,制定出来完成单件产品(例如一个零件) 或某项工作(例如一个工序) 所需的时间[4],本文中的定额工时特指车间定额员为零件的工序制定的时间定额。企业生产车间对于定额工时管理,主要包括工序的定额工时制定、对生产任务的可分配定额工时计算、任务合计定额工时分配、工人一段时间的定额工时统计以及定额工时查询等。
制造工时是车间生产调度人员用来分解生产计划,安排生产任务的基准工时。调度人员在参考定额员给定的额定工时的基础上,根据实际经验调整得到的制造工时,其管理内容主要包括制造工时确定、制造工时统计与查询等。
实作工时是完成某道工序生产任务的平均实际作业时间。对于单件工序生产任务,实作工时即为任务完成时间;对于多件,实作工时为任务实际作业时间的均值。由于航天军工企业的机加车间机床数控化程度普遍较高,对于实作工时主要通过数控机床采集的有效加工时间来处理,这样不仅效率高,而且数据相对准确。另外,对于部分普通机床,可借助M E S中其他采集方式(触摸屏、条码枪、R F I D等)获得的任务实作工时,从而保证实作工时的完整性和有效性。针对车间实作工时管理主要包括实作工时计算、统计与查询。
在企业车间工时管理过程中,定额工时由定额员制定。尽管常用的工时定额制定方法有6种[5]:1) 经验估计法;2)解析计算法;3) 统计分析法;4) 图表计算法;5) 类推比较法;6) 技术测定法。但是这样方法都有各自的特点。方法1) 受人为因素影响较大,但快捷方便。方法2) 相对较准确,但是需要复杂的数学模型。方法3) 和4) 取决于统计资料的可靠程度,这在研制任务较多的离散军工制造企业难以现实。方法5) 仅适用于大批量生产的产品或者零件品种较为单一和生产对象较为固定的生产企业。方法6) 受影响因素极多,结果变化大。因此,他们主要根据纸质工艺定额文件或是个人经验来确定,虽然能够快速制定出工序定额工时,但多偏保守。
对于制造工时,调度人用其制定与优化生产计划。由于调度员身处生产车间现场,了解车间生产实际情况,确定的制造工时相对定额工时更贴近实际生产时间。而实作工时则是通过处理DNC/MDC系统采集的数控机床加工时间数据得到的,其最能表达工序任务的实际作业时间。为了精细化管理车间生产过程,降低企业生产成本,在提出的管理模型通过工时信息的修正与优化集成应用,利用逼近实际生产作业过程的工时信息反映车间的实际生产情况和运行成本。
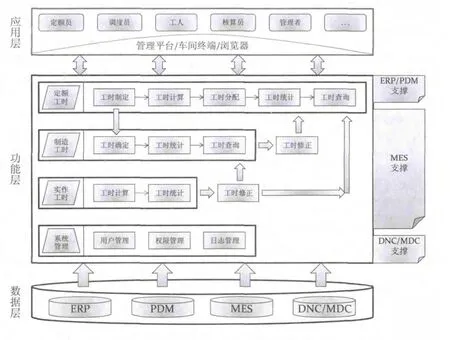
图2 基于MES的工时管理系统功能体系结构
3 工时信息管理系统实现与应用
针对航天军工企业离散机加生产管理过程中工时信息管理的需求,在基于MES的工时信息管理模型的基础上,设计了企业生产车间的工时管理系统并进行了实际应用。
3.1 功能体系结构设计
航天军工离散机加车间的基于MES的工时管理系统功能体系结构包括应用层、功能层与数据层,如图2所示。
1) 应用层:主要是由车间定额员、调度员、操作工、核算员、管理者等企业工作人员构成,他们按照相应的权限管理、统计与查询相关的工时信息。
2) 功能层:包括系统功能和工时管理功能。其中系统功能主要包括用户管理、权限管理和操作日志管理;工时管理功能是对企业车间所使用的工时信息根据相应的业务进行分类而进行管理的,即定额工时管理、制造工时管理和实在工时管理,并对三者之间的修正优化的功能管理。
3) 数据层:在企业已有应用系统的基础上,提取相关应用系统的数据重构工时信息管理系统运行的数据层底,以支撑其运行。
3.2 关键技术
该系统的关键功能包括工时计算、工时分配、工时修正和集成应用。其中,工时计算有定额工时计算和实作工时的计算;工时分配是对任务的定额工时进行分配;工时修正包括用制造工时修正优化定额工时,实作工时修正优化定额工时与实作工时修正优化制造工时;集成应用包括工时信息的业务集成应用和工时信息的闭环优化和控制。
1) 工时计算。对于任务的定额工时计算,主要包括获取MES系统中工序任务的各项最终结论数据与工时系数以及后续的计算。计算公式为:该加工任务的可分配额定工时T=T0+T1×(a×δ1+ b×δ2+ c×δ3+ d×δ4+e×δ5+f×δ6+g×δ7),其中,T0为定额准备工时,T1为单件定额加工工时,其他参数含义见表1所示。
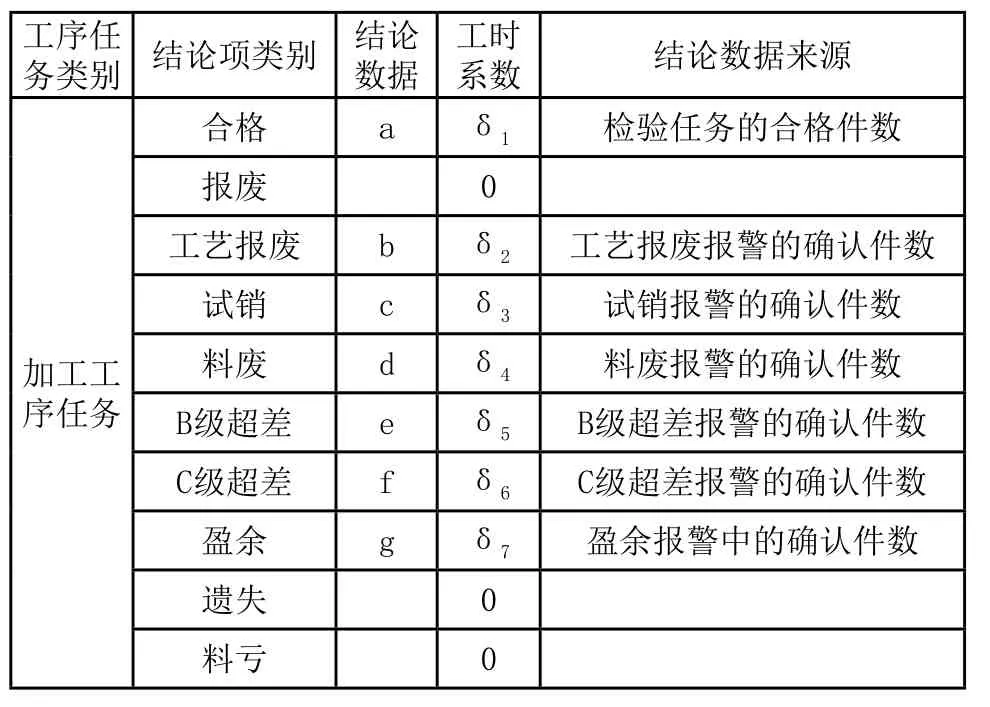
表1 任务定额工时计算参数含义表
对于任务的实在工时计算,则是首先获取DNC/MDC采集的机床工作状态和对应的运行时间,再根据MES系统中记录的设备故障信息得到故障时间,最后结合企业的生产日历信息,扣除设备计划休息时间,即可得到Ts到Te时段内设备的非正常工作时间Ta,从而可计算出任务的平均实作工时T =(Ts- Te- Ta)/ N,其中,N为该批次任务的数量。
2) 工时分配。是指对多个工人参与的任务的可分配额定工时进行分配的过程。在企业中,通常有两种方式分配工时,即按人均分和按件计。在实际生产过程中,工时分配必须满足相应的条件方可分配,即加工任务、相应的检验任务均提交完成且由工人和检验员所作的报警均处理完毕,任务的操作工人方可分配该机加任务的额定工时。另外,由于车间实际生产过程中,生产任务较多,为了简化工时分配的操作,在任务满足工时分配条件下,系统按指定的分配方式预分配给任务的操作工人,他们通过个人工时查询时,如有异议,可在工时结算之前协调后再行分配。
3) 工时修正。定期或不定期地对工时进行修正,读取DNC/MDC采集系统中采集的实际加工时间处理后的工序任务的平均实作工时,利用数理统计方法(譬如,对不同批次的同种工序任务的平均实作工按时段加权平均),给出制造工时和定额工时修订建议,并修订制造工时和额定工时,从而优化车间的生产计划安排和工人的人力成本,提高企业车间生产管理水平和效益。另外,对于数控机床采集任务实作工时受限或是普通机床较多的离散制造企业,也可采用制造工时修正定额工时,以尽量利用有限的条件实现企业的工时信息修正与优化管理。
4) 集成应用。业务集成应用包括MES系统从ERP导入生产计划的过程中同步从PDM系统读取工艺文件,生成制造BOM;将其传递到车间定额室,定额室对制造BOM中的工序制定定额工时(定额准备和定额加工);再将更新的制造BOM发布到车间调度室,调度员根据制造BOM中的定额工时,维护其中的制造工时(制造准备和制造加工),然后调度员根据订单和完整的BOM信息制定生产作业计划下发到车间现场;现场工人按照作业计划执行任务,一方面数控机床运行提供实作工时计算的数据源,另一方面任务完成后,工人任务的定额工时进行分配,形成车间的定额工时统计的数据源。对于实作工时数据主要用于后续的工时修正与优化应用,而工人的定额工时数据传递到车间核算室,进行个人工时结算和统计。最后,工时系统中维护和形成的各种工时信息共管理人员进行统计和查询。
工时信息的闭环优化和控制主要是利用制造工时批量修正定额工时以及通过实作工时修正制造工时和定额工时,从而优化车间生产的工时基础数据,以实现车间的工时信息的优化管理和应用。另外,通过信息化手段,使工时信息都在信息化系统中管理和应用,简化工时数据的维护和统计难度,提高工时信息传递的及时性和有效性。通过权限控制和操作日志记录,不仅规范工时信息的管理过程,而且对相关的操作进行记录便于追溯管理,从而对车间生过程中的工时信息进行有效的管控。
3.3 应用实例
本文开发的基于MES的工时信息管理系统已应用到北京某航天军工离散机加车间的生产管理过程中,该企业生产设备现代化水平较高,车间数控设备占机床设备的80%以上,企业实施ERP、PDM/CAPP、MQS等应用系统较早,DNC和MES系统也于近几年逐步实施应用。尽管企业生产车间应用了MES系统,但主要是从计划的角度围绕车间生产过程实现车间资源(人员、设备、物料等)、计划调度、执行跟踪和追溯的管理,对车间所用到的工时信息未全面、系统的涉及,更谈不上对其的集成优化应用。基于此,开发的基于MES的工时信息管理系统对车间生产过程所涉及到的工时信息进行全面、系统的管理和集成优化应用。图3为系统给出的管理平台工时信息维护和车间终端的工时统计界面。

图3 管理平台的工时信息维护和车间终端的工时统计界面
4 结束语
本文针对目前航天军工离散机械加工车间实际生产过程中工时信息管理方面存在居多难题(譬如,数据维护规范性差、手段落后、效率低下,不同业务部门间信息无法及时、有效的传递,难以形成有效的集成应用等问题),在车间应用MES的基础上,提出了基于MES的工时信息管理模型,并结合车间实际生产管理过程开发了工时信息管理系统。通过该系统在某航天军工企业的机加车间实施推广,解决了困扰生产车间对工时信息管理难以统一规范、维护统计困难、无法贴近车间实际生产作业过程的优化集成应用等难题,成功实现了企业车间工时信息全面、系统的深化应用。
[1] 张军,张贵宝,庄新村.离散制造车间工时管理模式的分析与改进[J].工程机械,2006,10(37):70-72.
[2] 严辉,仲梁维,倪静.机械加工车间工时管理信息系统的分析与设计[J].制造业自动化,2010,1(32):13-16.
[3] 丁伯慧,齐二石,杨作刚.离散型制造企业MES系统架构的研究[J]. 组合机床与自动化加工技术,2006,10:104-106.
[4] 李小兵,吉卫喜,贾继勇.基于秒表法的工时定额测算过程研究与实现[J].计算机应用与软件, 2013, 4(30):24-27.
[5] 杜茂华,黄亚宇,王学军. CAPP系统中机械加工工时定额子系统的开发[J]. 机械设计,2006,1(23):10-12.
猜你喜欢
石油沥青(2022年3期)2022-08-26
智能制造(2021年4期)2021-11-04
军民两用技术与产品(2021年6期)2021-10-14
建材发展导向(2021年10期)2021-07-16
建材发展导向(2021年6期)2021-06-09
职工法律天地·上半月(2020年1期)2020-03-02
通信电源技术(2019年11期)2019-01-18
小学生学习指导(中年级)(2018年11期)2018-11-29
农村农业农民·B版(2018年11期)2018-01-28
中国老区建设(2016年12期)2017-01-15
