
基于总线的特宽幅热定型机控制策略及其关键技术
2014-07-11 07:43:26张岩,杨涛
制造业自动化 2014年8期
张 岩,杨 涛
(天津工业大学 机械工程学院,天津 300387)
0 引言
造纸网热定型机是专门给编织好的聚酯网进行加热定型,消除内应力的设备。现在国内聚酯网生产厂家中使用的热定型机多为西安航空动力股份有限公司研发的,但是随着科技的进步出现了自动化水平低,维修困难等问题;也有一些生产厂家与国外的设备制造商,如挪威的PRO公司和AG公司等进行合作研发热定型机,但造价昂贵,维修不便。本文设计了一种特宽幅热定型机的电气控制系统并对其中的关键技术进行了研究,旨在提高热定型后聚酯网的质量和精度,提高生产的自动化、智能化程度。
1 特宽幅热定型机的结构特点及其工艺
图1所示为特宽幅热定型机的结构示意图,由于需要进行热定型的聚酯网尺寸较大,因此特宽幅热定型机的结构尺寸也较大(整个定型机宽为15米),且活动范围很广(拉伸架极限位置时定型机总长可达50米),这也就使得控制系统中的被控对象极多并且分布零散。
在研究其他现有设备的基础上结合特宽幅热定型机的结构特点可以得出主要的控制难点如下:
1) 被控对象相距较远,过于分散,种类繁多(包括直流电机、交流电机、液压缸、加热棒等),配线复杂;

图1 特宽幅热定型机结构示意图
2) 张力的变动不仅是受到拉伸和拉幅速度的影响,还同时受拉伸架位移差的影响;
3) 如何保证15米宽的热风箱内温度恒定;
从而得出影响热定型效果的因素即需要控制的参数:
1) 拉伸速度。要求整个拉伸过程中的速度是恒定可调的,由于有两个拉伸架带动从动辊进行拉伸运动,为避免出现纹路拉斜的现象,还要要保证两个拉伸架的位移差在工艺范围之内,不能出现较大偏差;
2) 聚酯网内部张力。热定型中要对聚酯网进行拉伸和拉幅,但在拉伸和拉幅中要保证聚酯网内部的张力为预设值,不能出现大幅度的波动;
3) 定型温度。在整个定型过程中,要保证风箱中的温度恒定,并且定型温度要与定型时间、拉伸速度相配合,以达到最佳定型效果;
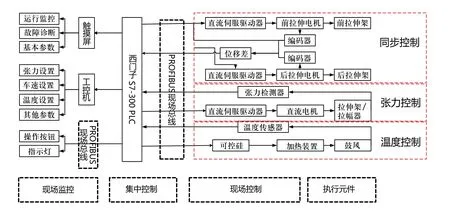
图2 离散控制系统整体框架
2 离散控制系统
根据特宽幅热定型机的技术难点和工艺要求,本文在整体上设计了一种基于PROFIBUS现场总线的离散控制系统,对现场中的各个部分进行离散控制。
如图2所示,将整个控制系统分成以下几个部分:
1) 现场监控层:主要进行人机交互,包括对加工中的参数进行设置,现场状况的实时监控,报警处理等。
2) 集中控制层:采用西门子S7-300系列PLC做主站即控制中心,对各个从站反馈的数据进行运算处理,再将控制信号经过PROFIBUS现场总线传输到各个分站,完成对现场的远程集中控制。
3) 现场控制层:在各个主要被控元件处设置分站,进行反馈信号的采集和上传,接收PLC发送来的控制信号,并对执行元件进行控制。
4) 执行元件层:主要包括各个直流电机、循环风机以及加热棒等。
在现场控制层中,根据被控变量的不同又可分成下三部分:
1) 同步控制:在前后拉伸架分别设置分站,每个分站由西门子6RA70系列直流调速器、直流电机、编码器以及其他电器元件组成。主要调整两台拉伸电机的转速,对聚酯网进行拉伸,同时保证两台电机转速同步,减少位移差;
2) 张力控制:张力主要是由拉伸架移动、拉幅器运动产生的,因此在前后拉伸和前后拉幅的相对位置分别设置分站(拉伸分站与同步控制中的合并)并安装张力传感器,进行张力反馈,以保证在进行拉伸、拉幅工作时聚酯网内的张力保持恒定。
3) 温度控制:在热风机处设置分站,通过热电偶进行温度检测反馈给PLC,PLC控制可控硅的通断来控制加热功率,以及是否从外界吸入冷空气降温,保持热风箱内的热空气温度恒定。
在现场中还有其他一些零散的需要控制的变量,如主动辊的转速等,由于并不需要进行精密的控制,只需要进行简单的通断或设置即可,所以不作为本文中的主要内容,不再赘述。
3 同步控制
如图3拉伸示意图中(a)、(b)所示,在拉伸过程中,若两个拉伸架在运动过程中出现了较大的相对位移差,使得聚酯网纹路被拉斜,内应力发生变化,张力也一起变化,从而降低了定型后聚酯网的使用性能和使用寿命,在实际生产中是要避免的。
针对这一难点本文中采用了一种位置跟随控制系统,对前后两台拉伸电机进行转速的同步控制,控制流程如图5所示。
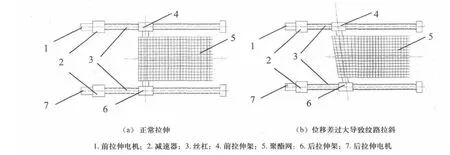
图3 拉伸示意图

图4 位置跟随控制系统流程图
1) 将前拉伸电机作为主命令电机,后拉伸电机作为位置跟随电机;
2) PLC发送速度信号给主命令电机的直流调速器,主命令电机开始转动;
3) 将两台直流电机各自编码器的位置信号反馈给PLC,计算出位移差;
4) 由位移差查询PLC中预先存好的数据表,从表中得出位置跟随电机的速度信号;
5) 将对应的速度信号发送给位置跟随电机的直流调速器;
6) 重新计算位移差,查表,调速,直到拉伸架位移差在工艺要求范围内。
在控制系统中需要预先在PLC内部建立位移差和速度信号对应的数据表,根据位移差的大小划分区间,划分的越详细,则控制精度越高,实现变增益控制。
4 张力控制
在聚酯网的热定型过程中,需要对加热的聚酯网进行拉伸和拉幅成型,要求在这一过程中聚酯网内部的张力能够保持为设定值。
张力的控制实质上是对拉伸拉幅电机进行速度控制,本文中采用一种以张力检测器为反馈元件的闭环控制系统来进行速度控制,流程如图6所示。

图5 张力闭环控制示意图
在实际生产中,张力的变动不仅是由于拉伸拉幅运动,如果在拉伸的同时出现了纹路拉斜的现象,聚酯网内部的张力也会发生变动,因此前后拉伸电机的转速是否同步也是张力控制中的一部分,即张力控制中耦合了同步控制。
张力的调整过程如图7所示。
1) 整个热定型中张力实时监测;
2) 张力出现波动时先进行对前后拉伸电机的转速进行同步,消除拉斜的现象;
3) 在转速同步的前提下,若张力仍不等于预设值,则对拉伸和拉幅电机进行调速;
4) 循环进行直到张力等于预设值且恒定。

图6 张力调整过程
5 温度控制
特宽幅热定型机采用了循环热空气对流的加热方式,将热空气通入上热风箱,穿过聚酯网进入下风箱,经回风管道回到加热炉经过加热后循环利用。 因此检测抽吸回来的空气温度,对加热的温度进行调节,即可保证整个热风箱中的温度是恒定的,得到最佳定型效果。

图7 温度闭环控制示意图
图7所示为温度控制流程,将整个回风管道分成若干区域,用热电偶检测每个区域中抽吸回来空气的温度,作为反馈信号传输给PLC,PLC中进行运算处理,控制各个可控硅的通断,调整工作的加热棒数量,以及是否需要吸入外界冷空气进行降温,从而使整个风箱中温度恒定可调。
6 结束语
本文针对特宽幅热定型机的结构特点及技术难点,设计了一种基于PROFIBUS现场总线的主从站式离散控制系统,解决了工业现场中配线复杂,长距离数据传输等问题。对同步控制采用了变增益的位置跟随控制系统进行转速同步,在张力的调整过程中耦合了对转速的同步控制,更好的进行张力控制,对于温度控制采用了以热电偶为反馈元件的闭环控制系统,保证整个热定型过程中的温度是恒定的,提高了生产出的聚酯网的精度和质量,同时也提高了生产的自动化和智能化水平。
[1] 李志刚,杨公源.基于PLC的位置跟随控制系统[J].仪器仪表用户,2010,17(5):11-12.
[2] 李东光,唐丽洁.分布式集散控制系统(DCS)的应用研究[J].中国新技术新产品,2011,(2):27-27.
[3] 孟庆光.8.5米热定型机计算机控制系统[D].天津工业大学,2002.
[4] 曾雄洪.基于PROFIBUS-DP现场总线的拉幅定型机自动控制系统设计[D].山东大学,2012.
[5] 李勇,肖军.复合材料纤维铺放技术及其应用[J].纤维复合材料,2002,19(3):39-41.
[6] 王小瑞,朱宁.造纸毛毯的热定型[J].四川纺织科技,2001,(5):28-30.
[7] 杨涛,高殿斌,李开越,葛邦.840D复合材料铺放系统及其控制策略[J].宇航材料工艺,2008,38(3):34-36.
[8] 曾卉.7米定型机电气控制系统研究[D].西安工业大学,2012.
[9] Ren Sheng-le,Lu Hua,Wang Yong-zhang,Fu Hong-ya.Development of PLC-based Tension Control System[J].Chinese Journal of Aeronautics,2007,20(3):266-271.
猜你喜欢
航天返回与遥感(2022年1期)2022-03-09 07:21:48
家园·建筑与设计(2021年1期)2021-09-10 07:22:44
制造技术与机床(2017年2期)2017-05-04 04:17:24
上海公路(2017年2期)2017-03-12 06:23:38
纺织服装周刊(2016年46期)2016-01-30 14:32:35
橡胶工业(2015年4期)2015-07-29 09:17:18
舰船科学技术(2015年8期)2015-02-27 15:38:46
资源节约与环保(2015年5期)2015-01-27 21:24:43
航天返回与遥感(2014年5期)2014-07-31 17:57:09
城市道桥与防洪(2014年11期)2014-02-27 07:30:21
