
二极管搬运机械手系统设计
2014-07-11 07:43:44岳东海
制造业自动化 2014年8期
岳东海
(常州信息职业技术学院,常州 213164)
0 引言
工业机械手是近几十年来发展起来的高科技自动化设备,机械手是工业机器人的重要分支。它的特点是可通过编程来完成各种预期的作业任务,在构造和性能上兼有人和机器各自的优点,尤其体现了人的智能和适应性。
所有的电子电路中都会用到半导体二极管,其在电路中起重要的作用。普通二极管的生产中有“封胶→短烤→离模→长考”这样一段流程,这道工序中“离模”是将托盘上经过“短烤”后的二极管半成品,利用特制工具人工转移到模条上进入“长考”工序。
本系统根据二极管的自身特征和外形,设计能够灵活准确的抓取二极管的机械手部件。利用高精度三轴线性模组带动机械手实现精准定位,完成“离模”工序的自动化操作。控制系统由触摸屏、PLC、伺服系统及步进控制系统构成,机械系统通过INVENTOR软件造型后,进行运动仿真,确定其机械结构。
1 工作原理及过程
二级管“离模”工序如图1所示。所谓“离模”是将托盘(3)上的二极管(24行×50列=1200个)搬运到24个模条(1)上。目前国内大部分二极管生产厂家“离模”这道工序是由人工手持特定工具搬运完成。在转移搬运过程中要将特制工具上的50只二极管整体对准托架上的排孔,然后下落才能完成二级管的批量转移。这道工序对工人的手感和熟练程度要求很高,必须经过长时间的工作经验累积才能达到速度要求。
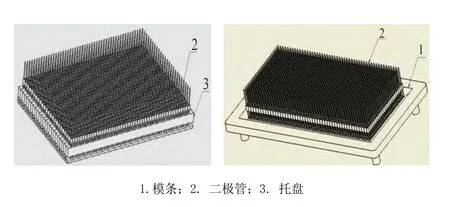
图1 二极管“离模”工序简图
本系统采用如图2所示的机械手搬运机构完成“离模”工序,机构本体是固定在三自由度线性模组的Z轴上,机械手搬运机构的工作过程如下:
1)机械手搬运机构中7直线丝杠步进电机正转通过6拉板带动5推齿连接和2推齿向上运动,同时机械手搬运机构随线性模组高速运动到设定位置。
2)线性模组低速带动搬运机构进入托盘上的二极管阵列,1插齿的齿条进入到二极管阵列下方(阳极引脚)行缝隙中,如图2所示。
3)机械手搬运机构中7直线丝杠步进电机反转,2推齿向下运动,推齿齿条进入二极管管阵列上方(阴极引脚)列缝隙中,实现阵列中所有二极管的锁定。
4)线性模组Z轴带动搬运机械手向上运行,带动所有二极管脱离托盘。在通过线性模组X轴和Y轴的配合运行,带动机构至模条组上方,1插齿末端对准第一个模条排孔,如图3所示。
5)搬运机械手14步进电机正转,通过11丝杠、10导轨及9滑块等构件带动2推齿向1插齿末端运动,在2推齿横向缝隙的作用下,二极管阵列整体沿1插齿纵向缝隙路径向其末端运动。当第一行二极管脱离1插齿末端后,自由下落至第一模条排孔内。模条排孔为锥形孔,且自由下落开始时二极管阳极引脚距离模条排孔距离只有5mm,可保证每行自由下落时二极管可以顺利进入模条排孔内。如图4所示。
6)线性模组带动搬运机械手移动1个模条宽度的距离(6mm),重复动作(5),完成第2行二极管的搬运,以此类推。
7)完成所有二极管阵列的搬运后,7直线丝杠步进电机正转抬起复位,14步进电机反转复位。重复过程(1),进行下次搬运。

图2 机械手结构图

图3 二极管自由下落前

图4 二极管自由下落后
2 机械手控制系统设计
本系统利用三轴线性模组驱动机械手本体构件运行,三轴线性模组采用伺服电机驱动。机械手搬运机构本体采用两台步进电机驱动如图2所示,硬件控制系统原理图,如图5所示。
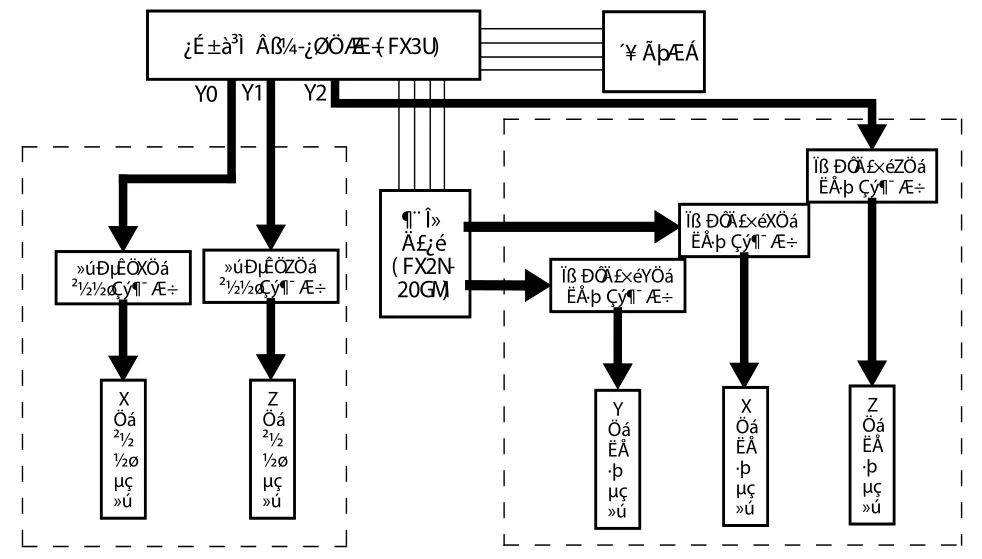
图5 硬件控制系统原理图
硬件配置列表如表1所示。

表1 系统硬件配置清单
其中,可编程控制器选用三菱FX3U-48MT,该型号PLC内置了3 轴独立最高100kHz 的定位功能(Y0、Y1、Y2)。并且增加了新的定位指令:带DOG 搜索的原点回归(DSZR ),中断单速定位(DVIT)和表格设定定位(TBL),从而使得定位控制功能更加强大,使用更为方便。定位模块FX2N-20GM可同时控制2根轴进行直线插补圆弧插补,有绝对位置检测功能。
本系统线性模组由3台伺服电机控制,机械手本体由2台步进电机控制。可编程控制器FX3U的高速脉冲端Y0,Y1控制2台步进电机,Y2控制线性模组Z轴伺服电机。定位模块FX2N-20GM控制线性模组X、Y轴伺服电机。其中触摸屏为上位机,PLC及定位模块为下位机,触摸屏实现系统参数的输入、系统运行监控及生产情况统计。系统运行指令由上位机触摸屏发出,并同时监控系统的运行情况,实时显示搬运完成二极管阵列的数量。每日搬运结束后自动生成报表,并可随时打印输出形成文档供企业管理者查阅。若系统工作过程中出现以外情况停止运行,触摸屏会显示相应的报价信息。
3 结束语
本系统能够实现二极管生产线上批量搬运二极管到下道工序,即完成“离模”工序的自动化搬运。通过触摸屏实现运动参数设定并实时监控系统的运行情况。同时记录生产量,并生成生产报表,使企业管理者可以随时了解企业的生产状况。实践证明,系统运行稳定,重复定位精度高,抓取搬运过程速度快,已成功应用于二极管生产企业。此外,本系统的应用可扩展到与二极管外形结构相似的其他电子元件生产工序中,使得本系统的应用范围更加广泛,市场前进广阔。
[1] 巫莉.电气控制与PLC应用[M].北京:中国电力出版社2008.
[2] 王月芹.基于PLC机械手控制系统设计与实现[J].机电产品开发与创新,2011.05.
[3] 薛永风,等.基于FX2N-20GM的双轴步进控制系统设计[J].组合机床与自动化加工技术,2011,09.
[4] 三菱FX2N-10GM-20GM编程手册[Z].
猜你喜欢
青少年科技博览(中学版)(2023年5期)2023-06-26 09:39:12
装备制造技术(2019年12期)2019-12-25 03:06:36
电子制作(2019年12期)2019-07-16 08:45:20
知识就是力量(2018年7期)2018-07-11 06:39:56
电子制作(2018年8期)2018-06-26 06:43:10
电子测试(2017年11期)2017-12-15 08:57:38
通信电源技术(2016年1期)2016-04-16 04:57:29
机电信息(2015年3期)2015-02-27 15:54:53
液晶与显示(2014年3期)2014-02-28 21:14:32
河南科技(2014年11期)2014-02-27 14:17:10
