空调器用彩涂板的生产工艺与应用
2014-07-09 12:51胡映明
家电科技 2014年5期
胡映明
(珠海格力电器股份有限公司 广东珠海 519070)
1 引言
彩涂板作为一种新型装饰材料,具有色彩艳丽、耐腐蚀性强、使用寿命长、环境污染小,涂层比对金属表面进行单件喷涂或刷涂的质量更均匀、更稳定等优点。目前,在国外如日本、欧美等国家彩涂板已得到广泛应用。在国内家电行业中,如美的、海尔等企业也已在电冰箱、洗衣机、柜式空调器等产品上应用越来越多。随着环保要求和消费水平的不断提高,以及家电企业进一步迈向世界,彩涂板在我国家电行业的用量必将随之提高[1]。
本文主要介绍彩涂板的工艺流程,并对柜式空调器采用彩涂板生产性能要求、存在的问题及解决措施进行了分析。
2 彩涂板生产工艺流程及关键工艺
2.1 彩涂板生产工艺流程
彩涂板基本生产工艺流程:开卷→剪切→缝合→预脱脂→活套→脱脂清洗→化涂处理→烘干→表面初涂→固化→烘干→冷却→表面精涂→固化→烘干→冷却→活套→贴保护膜→卷取,对于板料的彩涂板还需增加校平、纵切、横切和自动堆垛等工序。如图1为彩涂板的生产线体。
根据各工序的不同作用,整个生产流程可以分为四个部分:入口段、预处理段、涂装段、出口段,每个部分包含相应的工序。
入口段:包括开卷、剪切、缝合,其作用是将原料卷松开并将它们联接起来, 以便连续地、匀速地为机组供应金属薄板。
预处理段:包括预脱脂、活套、脱脂清洗、化涂处理、烘干,其作用是清洗被涂底板并进行表面处理,以提高防腐蚀性和对上层漆膜的附着力。
涂装段:包括表面初涂、表面精涂、固化、烘干、冷却等,其作用是在基板表面形成一层聚脂油漆,具有表面保护及美观的用途。
出口段:对彩涂板进行卷取、包装。
2.2 关键工艺
彩涂板质量的优劣,与各工艺过程执行的情况好坏有直接关系,以下重点阐述三项关键工艺。
2.2.1 预处理工艺
预处理工艺的主要目的是除去带钢表面的油脂和杂质,并通过钝化在钢板表面形成一层化学转化膜,以提高涂层与带钢基板间的附着力和带钢耐腐蚀能力。
锌系磷化+铬酸盐封闭的反应型化学处理是目前彩涂板最常用的预处理工艺[2]。将带钢浸入处理液中,首先对基板进行磷化处理,在基板表面一层磷酸盐化成膜,然后再用铬酸盐溶液进行钝化处理。该处理方式中磷化处理时,镀锌层中的Zn、Al易溶于处理液而形成淤泥,需定期进行去淤泥操作,以保证预处理效果。

图1 彩涂板的生产线体
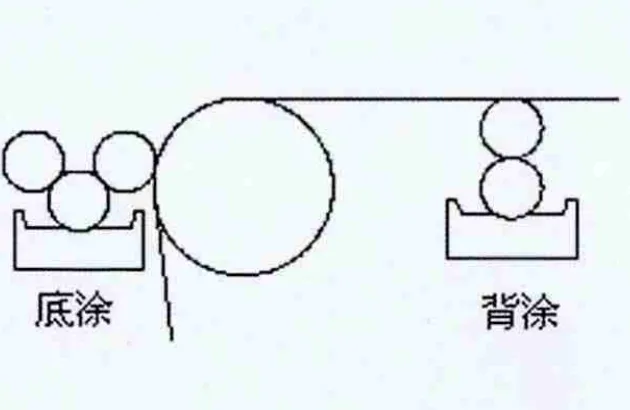
图2 辊涂涂装法

图3 彩涂板的断面结构
2.2.2 涂装工艺
涂装主要是将涂料薄而均匀地涂布在被涂物表面上的工艺[3],涂装方式主要有三种:辊涂式、淋涂式和粉涂式,其中最为常用的是辊涂式,如图2所示。
辊涂式是通过辊涂机将液态涂料涂敷到带钢上、下表面,经烘烤固化冷却, 完成产品生产。辊涂式对涂料的适应性强,涂后钢板表面质量稳定,缺点是可能出现辊印,影响外观质量。辊涂工艺通常受辊涂机一次涂膜厚度及烘烤固化炉能力的限制,若产品要求涂膜厚度大,则要求多次涂覆及烘烤固化。
淋涂式是将液态涂料通过带钢上方的狭缝自由流下成帘状,流至带钢表面,形成湿膜。这种方法不会出现辊印,产品多用于高档家电,但是涂布量随速度的变化波动大,工艺控制困难。
粉涂式是使用高压静电把涂料粉末沉积附着到表面涂有粉末粘结剂的基板上实现涂装。
2.2.3 烘干固化
涂料固化的目的是使其失去流动性和粘着性,提高其与基体的粘附性,同时使颜色和光泽固定为最后的稳定状态。
基本的涂层烘干固化加热方式有三种:对流热风式加热、感应加热、红外线加热。对流热风式烘烤加热炉大部分采用天然气作燃料,也有用焦炉煤气的,有的将燃烧后的废气直接鼓入炉内,即直接加热,有的是通过燃料燃烧把空气预热后,再将热空气鼓入炉内,即间接加热。目前,国内大型生产线均采用对流热风式加热[4]。
3 空调器用彩涂板性能要求及相关问题
彩涂板靓丽的外观效果、优良的涂装性能及环保功能,使其应用范围越来越广泛,空调器就是应用较多的产品。
3.1 彩涂板的断面结构
典型的辊涂法生产的彩涂板断面结构分为8层,其以镀锌板为基板,经化学处理,上表面涂两次,下表面涂一次,如图3所示。
彩涂板的功能主要是由构成彩涂板中的各层面材料所构成的,如钢板层主要承担刚度和强度功能,镀锌层具有抗腐蚀、耐热、耐候、可加工功能,化学转化层应具有提高涂层与基板的粘附功能和抗腐蚀功能,表面涂层具有抗粉化剥落、耐磨、恰当硬度光泽度及色调功能。
3.2 空调器用彩涂板的性能要求
空调器产品具有装饰性的功能,且用户可以近距离观看,故对其表面要求非常高,达到“零”缺陷水平,因而其主要性能要求有耐腐蚀性、耐污性、耐磨损性、良好弯曲性、耐热性、耐低温性等。表1列出了空调器用彩涂板的性能要求及试验方法。
3.3 空调器用彩涂板缺陷及解决措施
3.3.1 空调器用彩涂板缺陷
彩涂板的缺陷产生有多种形式:表面划伤、压印、辊印、黑点、漏涂、色差、条纹、缩孔、气泡、针孔等。
柜式空调器的左、右两边侧板是彩涂板应用最广的一种,其靓丽的外观效果为众多客户所喜爱。外观效果的好坏,直接影响客户的决策。影响柜式空调器外观效果的主要因素为侧板表面彩涂板的划伤和侧板切口边缘的腐蚀,如图4、图5所示。

表1 空调器用彩涂板的性能要求及试验方法

图4 柜式空调器侧板表面划伤

图5 柜式空调器切口腐蚀

图6 取料方式

图7 拿料方式

图8 工序间用万通板隔开

图9 零件专用摆放工装
3.3.2 空调器用彩涂板缺陷解决措施
彩涂板表面划伤是柜式空调器生产时最容易出现的一种情况,它不但影响了彩涂产品的外观,而且会使划伤的彩涂产品抗腐蚀性能降低,它按来源可分为彩涂板来料划伤和产品生产中划伤。其中,生产中产品划伤比例占95%以上,以下就生产中的划伤给出解决措施。
(1)柜式空调器侧板是用模具加工成形,鉴于零件彩涂面的高质量要求,故与零件接触的模具表面要求抛光并镀铬,抛光等级SP1(A1),镀铬层厚度0.05mm,粗糙度要求达到Ra值小于或等于0.01(基本达到镜面要求)。
(2)生产取料时,员工需佩戴干净手套从料垛上先抬起料的一角,逐步将手(佩戴手套)伸入料下部,并将坯料平托起来横向拿出,不允许在另一件毛坯料上拖拉,避免边角处划伤到下面一件毛坯料的表面,如图6、图7所示。
(3)用于辅助取放料的安全手、尖嘴钳等,其与零件接触部位必须用布包裹,以免划伤零件。机床上需要安装高压气嘴,用于吹掉可能掉落在零件或模具上的废料,避免造成压印、压痕等。工序件转运时,每2个工序零件之间需要用万通板隔开,如图8所示。
(4)成品零件的包装、转运也是预防划伤的一个重要部分,为了有效地防止零件的表面划伤,需要制作专用的摆放工装,进行保护,如图9所示。
彩涂板在产品成形中,必不可少地要进行剪切操作,这样切口处容易暴露在产品外面,若不进行保护处理,切口处容易锈蚀。目前,较为常用的处理方法是在切口部位涂防腐漆进行防腐处理或将切口处进行卷曲,保证切口处被包裹,避免暴露在空气中。随着彩涂板工艺及新材料技术的不断发展,后续可通过在彩涂板中添加合金元素,使切口处具有防腐能力,则无需按目前的防腐方式进行处理。
4 结论
彩涂板在家电领域的应用越来越广泛,市场需求量也将逐年增加,随着消费者审美水平及质量要求的不断提高,对彩涂板的各方面提出了更高的要求,如彩涂板色彩的多样性,颜色的耐久性,表面的耐污、耐腐蚀性等。当前国际市场一体化程度越来越高,竞争也将越来越激烈,国内的彩涂板生产企业需提高生产工艺水平,及时进行生产设备升级改造,同时彩涂板生产企业应该时刻与产业上游的涂料厂家和产业下游的家电等使用厂家保持密切的合作关系,以期在国内、国际市场上保持更大的竞争力。
[1]赵金榜.彩涂板、彩涂板涂料和工艺的现状及其发展[J].现代涂料与装,2006.01:43-44.
[2]余轶峰.彩色涂层钢板生产工艺技术[J].柳钢科技,2003.04:44-45.
[3]王溪刚,李霞.彩色涂层板生产技术与发展[J].冶金丛刊,2005.156(2):39-40.
[4]周小舟.彩色涂层钢板的新工艺及新产品[J].涂料技术与文摘,2004.25(2):2.
猜你喜欢
奇妙博物馆(2022年9期)2022-09-28
发光学报(2022年7期)2022-08-05
建材发展导向(2019年5期)2019-09-09
电子制作(2017年17期)2017-12-18
中国公路(2017年15期)2017-10-16
中国塑料(2016年7期)2016-04-16
风能(2016年12期)2016-02-25
中国洗涤用品工业(2014年9期)2014-12-01
河南科技(2014年11期)2014-02-27
河南科技(2014年8期)2014-02-27