基于S7-200PLC的步进机械手设计
2014-07-08 02:17陈伟卓胡志刚
机械工程师 2014年10期
陈伟卓,胡志刚
(江苏工程职业技术学院 机电学院,江苏 南通226007)
0 引 言
随着制造业、加工业的发展,很多地方需要将预定的控制方案、规划指令转变成期望的机械运动,实现机械运动精确的位置控制、速度控制、加速度控制、转矩或力的控制[1]。物料搬运机械手应用普遍,一般的物料搬运定位控制大多采用可编程控制器PLC 加脉冲定位模块进行定位控制,此方法结构复杂,硬件成本高[2]。本文介绍利用西门子S7-200CPU226 提供的PTO(Pulses Train Output)信号分别控制X 轴与Y 轴步进电机,实现双轴机械手的精确定位。使用真空吸盘代替机械手手爪,实现了对特殊材料的吸取与释放。该系统结构简单、运行平稳、定位准确、可以搬运气动手爪无法搬运的物料。
1 机械手总体结构与功能
该机械手本体结构如图1 所示。底座及结构件采用铝合金型材,双轴滑台采用滚珠丝杠滑台,Z 轴采用升降气缸,下部安装真空吸盘用于抓取工件。两台步进电机分别通过联轴器连接X 轴与Y 轴丝杠,通过PLC 控制步进电机,从而实现X 轴与Y 轴精确的定位,到达指定的位置后,由Z 轴升降气缸控制真空吸盘动作,真空吸盘用于吸取和释放工件。

图1 机械手总体结构图
该机械手为教学实验装置,操作模式分手动和自动方式两种。通过触摸屏来进行操作,触摸屏提供手动和自动操作按钮,可分别进入手动与自动操作界面。
1)手动操作时,通过触摸屏操作X 轴与Y 轴的正、反转点动按钮,将机械手运行至任何位置,并可进行原点返回。上升与下降按钮可实现Z 轴气缸的上升与下降,吸取与释放按钮,可完成工件的吸取与释放动作。
2)自动操作时,机械手可根据设定要求,在如图2中的6 个工位中进行搬运,使用实验设备时,可提出不同的要求来进行训练。本文以图2 的工件搬运为例介绍,初始位置位于原点,先将工件从1 号位置搬运至2 号位置,再由2 号位置搬运至3 号位置,最后回到1 号位置,完成一个流程。

图2 搬运工件示意图
2 气动控制系统设计
机械手吸取物料的真空吸盘由一个气缸带动来完成上升与下降动作,实现Z 轴的运动。吸盘采用真空发生器完成物料吸放任务,升降气缸与真空发生器分别由2 个二位五通双电控电磁阀控制。升降气缸上安装单向节流阀,用来调节Z 轴运动的速度。选择活塞带磁性的气缸,利用磁性开关来检测升降动作的到位与否。为了确保真空发生器产生的负压能够吸住物体,采用气压传感器检测负压大小,机械手气动原理图如图3 所示。
3 电气控制系统设计
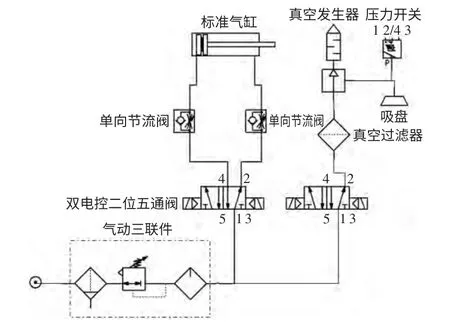
图3 气动控制回路
机械手输入信号有包括2 个磁性开关来检测升降气缸动作是否到位;气压传感器来检测真空发生器产生的负压能否吸住物体;X 轴与Y 轴分别为两侧限位及原点开关,同时配上启动、停止、复位、急停按钮。输出信号包括控制X 轴与Y 轴的脉冲与方向信号,气缸升降、吸取与释放电磁阀,加上启动、停止、复位指示灯。输入共13个,输出11 个,PLC 选用西门子S7-200CPU226 晶体管输出型PLC,表1 所示为输入输出的具体分配。

表1 PLC 控制系统输入/输出分配表
控制系统电气原理图如图4、图5 所示。图4 中,QF 为自动空气开关,主要控制PLC 电源与直流开关电源,同时具有短路、过载等保护。T1 为24V 直流开关电源,提供PLC输入/输出电路、步进电机驱动器及触摸屏的直流电源。
CPU226 的输出端子Q0.0、Q0.1 提供高速脉冲输出,作为控制X、Y 轴步进驱动器的脉冲信号。其中,Q0.2、Q0.3 分别为X 轴、Y 轴的方向输入信号。为保证设备的安全性,在X 轴与Y 轴分别设置两端极限安全限位,分别是SQ2、SQ3、SQ5、SQ6,若设备运行过程中出现超程,相应开关会闭合,从图5 中可以看出,此时KA 中间继电器吸合,KA 两对常开触点分别接通两台步进电机驱动器的使能端,此时步进电机停止运行,从而起到保护设备的作用。Y4-Y12 主要驱动3 只指示灯与4 只电磁阀线圈,负载电压均为直流24 V。
4 控制系统软件设计

图4 机械手控制系统电气原理图(一)

图5 机械手控制系统电气原理图(二)
STEP7—Micro/WIN 提供的位控向导可以帮助用户很方便地完成PWM、PTO 或位控模块的组态。向导可以生成位置指令,用户可以用这些指令在其应用程序中为速度和位置提供动态控制。当组态一个输出为PTO 操作时,生成一个50%占空比脉冲串用于步进电机或伺服电机的速度和位置的开环控制。内置PTO 功能提供了脉冲串输出,脉冲周期和数量可由用户控制。但应用程序必须通过PLC 内置I/O 提供方向和限位控制。
STEP7 V4.0 软件的位控向导能自动处理PTO 脉冲的单段管线和多段管线、脉宽调制、SM 位置配置和创建包络表。表2 是双轴装置上实现步进电机运行所需的运动包络。
根据机械手自动控制要求,设计流程图如图6 所示。机械手起始在原点位置,当按下启动按钮后,机械手首先前进至1 号位置,在X 轴方向,1 号位置距离原点为11.9 mm,在Y 轴方向,1 号位置距离原点为49.4 mm,选用步进电机的步距角为1.8°,在无细分的条件下,步进电机转一圈需要360°/1.8°=200 个脉冲,为了提高控制的精度,将步进驱动器的细分系数选为4,此时步进电机转一圈需要200×4=800 个脉冲。由于机械手丝杠的螺距为5 mm,因此,在X 轴方向发送11.9×800÷5=1904 个脉冲,在Y 轴方向发送49.4×800÷5=7904 个脉冲,可到达1 号位置。

表2 步进电机运行的运动包络
机械手到达1 号位置时,Z 轴气缸下降吸取工件后上升,前进至2 号位置,在X 轴方向,2 号位置距1 号位置为160 mm,在Y 轴方向,2 号位置距1 号位置为140 mm,因此需要发送脉冲分别为160×800÷5=25 600 个与140×800÷5=22 400 个。
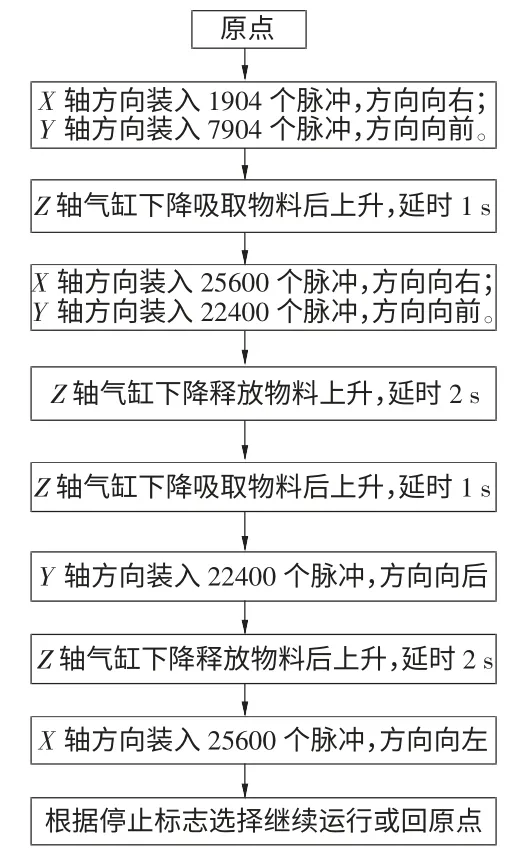
图6 机械手自动运行程序流程图
机械手到达2号位置,进行工件释放,释放后延时2 s,再进行工件吸取,并前进至3 号位置。在X 轴方向,3 号位置距2 号位置为0 mm,在Y 轴方向,3号位置距2 号位置为160 mm,因此,X轴不需发脉冲,Y 轴发送22 400 个。到达3 号位置进行工件释放,释放后延时2 s,回到1 号位置,进入下一个周期。
5 结 语
本系统运用了PLC 技术、触摸屏技术、步进电机控制技术等,通过PLC 编程,可实现任一位置的精确定位功能。实践表明,该系统操作方便、运行可靠、定位精确、使用效果良好。该实验装置在教学实训环节发挥了很大作用,对学生PLC、步进驱动、触摸屏、气动控制等的技能提升帮助很大。
[1] 余朝刚,刘启中,王宇嘉,等.PLC 控制的步进电机教学机械手[J].实验技术与管理,2012(2):98-100,122.
[2] 张海英,刘胜明.基于PLC 的气动吸盘式工业机械手设计[J].机械工程师,2010(11):32-33.
猜你喜欢
装备制造技术(2019年12期)2019-12-25
现代苏州(2019年16期)2019-09-27
语言与文化论坛(2019年3期)2019-04-13
制造技术与机床(2018年11期)2018-11-23
知识就是力量(2018年7期)2018-07-11
制造技术与机床(2017年4期)2017-06-22
湖北文理学院学报(2017年2期)2017-04-16
通信电源技术(2016年1期)2016-04-16
燕山大学学报(2015年4期)2015-12-25
河南科技(2014年11期)2014-02-27