立方氮化硼刀具在切削加工中的应用
2014-07-08 02:16刘薇娜鞠岩松杨立峰
机械工程师 2014年10期
刘薇娜,鞠岩松,杨立峰
(长春理工大学 机电工程学院,长春130022)
0 引 言
1957 年,美国通用电气公司率先由人工合成了一种新型的超硬材料——立方氮化硼(CBN),随着现代加工技术的迅速发展,CBN 材料受到了人们广泛关注,主要原因是这种材料的刀具能高效切削难加工材料,从而大大缩短了工件的加工时间,有效节约了生产成本。本文主要通过对立方氮化硼刀具物理机械性能及其在切削加工中应用的研究,提出发展CBN 材料刀具的观点。
1 立方氮化硼的物理机械性能
立方氮化硼是一种人工合成的无机新型超硬材料,在现代机械加工技术中具有重要作用和地位,CBN 材料具有硬度高、热稳定性及导热性良好等物理性能。
1.1 立方氮化硼的硬度

图1 CBN 含量与硬度的关系
立方氮化硼结构与金刚石相似,其硬度(单晶的显微硬度可达8 000~9 000 HV,烧结体的显微镜硬度为3 000~5 000 HV)仅次于金刚石,立方氮化硼的含量与硬度关系如图1 所示,CBN 的含量一般在40%~95%之间[1],它的硬度远远超过碳化硼(4 000~5000HV)和碳化钨(2 400 HV),并且它没有金刚石的脆性,更适合于加工硬度高、强度大的钢件与合金材料。图2所示为立方氮化硼刀具在高温下的硬度[2]。
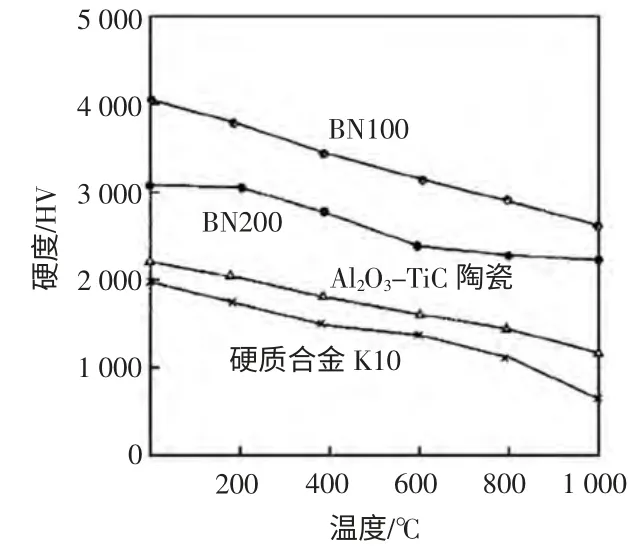
图2 高温下立方氮化硼刀具的硬度
1.2 立方氮化硼的化学稳定性
立方氮化硼具有良好的化学稳定性,对各种材料的黏性和扩散作用都比硬质合金小很多。在1 200~1 300 ℃的高温下,也不会与铁族金属发生化学反应,在温度达到2 000 ℃时才会与碳发生反应,因此立方氮化硼特别适用于制作刀具,以此加工钢铁材料[3]。
1.3 立方氮化硼的热稳定性
立方氮化硼具有较好的热稳定性,其耐热度高达1 400~1 500 ℃,并在1 000 ℃以下不会发生氧化现象,这对用立方氮化硼材料制成的刀具来说具有很大优势,使其在切削硬质合金时特别锋利。
1.4 立方氮化硼的导热性
立方氮化硼具有良好的导热性,其导热系数仅低于金刚石,是硬质合金的20 倍[4]。并且立方氮化硼的导热系数是随着温度的升高而逐渐增大的(如图3 所示)[2],因此在切削中温度可以很快散去,有利于加工精度和抗机械磨损能力的提高。
基于以上叙述,可以发现立方氮化硼在制作刀具中具有很大的优势,因此立方氮化硼刀具在现代制造业中具有重要的价值,其应用也十分广泛。
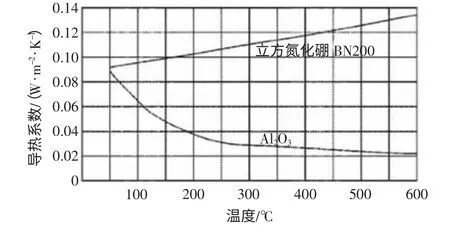
图3 立方氮化硼刀具的导热系数
2 立方氮化硼刀具在切削加工中的主要用途
在机械加工领域中,高速切削技术的应用越来越广泛,其中刀具材料的快速发展是其得到广泛关注的重要原因,高速切削刀具所使用的材料多种多样,包括金刚石、立方氮化硼、陶瓷等。其中立方氮化硼以其优越的物理机械性能应用最为广泛。
2.1 高速切削超合金
在高速切削材料中,立方氮化硼刀具比硬质合金刀具切除率高出5 倍。立方氮化硼刀具的优点表现在两方面:1)当温度达到1 800~2 000 ℃时,超合金的强度就会明显降低,这样就使超合金更利于切削加工,然而在此高温下立方氮化硼刀具却仍然保持着硬度和强度;2)立方氮化硼刀具切削超合金可以有效地保持工件下表面和表面冶金组织的完善性。
任何加工切削技术都会在工件表面下留有残余应力,抗拉应力会大大缩短零件的疲劳寿命,然而抗拉应力却最具相反作用。实践证明,立方氮化硼刀具在高速切削时所产生的抗压应力远远超过了硬质合金刀具,而这一点正是燃气轮机制造中须重要考虑的。
2.2 加工精密小零件
立方氮化硼刀具切削效率比硬质合金刀具高出2倍,并且在加工质量上也有所提高。立方氮化硼刀具刃口十分锋利,所以加工出来的零件表面光洁度很高。例如用立方氮化硼刀具切削加工阀座圈,众所周知阀座圈一般是用不锈钢制造的,而不锈钢的硬度可达20~25 HRC,这对于立方氮化硼刀具来说是很容易做到的,并且加工出来的阀座圈表面十分光滑,受到人们的广泛欢迎。
2.3 加工淬硬钢
淬硬钢是典型的难加工和耐磨材料,以前一直采用磨削来完成淬硬钢零件的精加工,而立方氮化硼刀具的出现取代了原有磨削技术,使淬硬钢零件的加工更为精密和方便。在切削加工淬硬钢时切削速度一般可达85~150 m/min,而工件硬度和切削速度一般成反比;切削深度方面,立方氮化硼刀具一般可达0.15~0.35 mm,进给量在0.05~0.25 mm/r,切削后的工件表面粗糙度可达Ra0.3~0.5,尺寸精度可达0.014 mm。在选取立方氮化硼刀具加工材料时,我们尽可能采用强度高的刀片形状,当进行粗加工时,尽量选择圆弧半径大的刀尖,而当进行精细加工时一般宜采用韧性和强度较好的、80°的菱形刀片,这样有利于避免机床震颤产生的误差。
2.4 加工铸铁
铸铁因其价格便宜而成为世界上应用较为广泛的材料之一,在切削铸铁中,立方氮化硼同样也起到了不可替代的作用,立方氮化硼刀具加工钢件时,工件的淬火硬度一般为45~55 HRC。加工铸铁工件硬度达到中硬水平就很有成效。例如,东风汽车发动机厂在加工排气阀座时,现在都采用立方氮化硼整体刀片焊接在刀体上,这样可使切削速度达到71.5 m/min,进给速度达到25.5 m/min,加工质量稳定。
在高速加工冷硬合金铸铁时,一般采用立方氮化硼刀具进行加工,这是因为它比硬质合金刀具或陶瓷刀具更容易加工出表面粗糙度较低的零件,并且立方氮化硼刀具的寿命也比其他材料刀具寿命长得多。所以说立方氮化硼刀具在加工铸铁方面具有重要作用,是促进汽车等相关行业发展的重要材料。
3 结 语
相关数据表明,目前在我国硬质合金刀具的用量大概占总刀具的65%,高速钢大约占30%,而立方氮化硼刀具却相对较少。鉴于立方氮化硼刀具具有良好的物理机械性能,因此,大力研制开发更高级立方氮化硼刀具是今后努力的一个方向,而立方氮化硼刀具成本也在逐渐降低,所以说发展立方氮化硼刀具具有十分重要的意义。
[1] 杜国臣.PCBN 刀具的切削性能及应用[J].组合机床与自动化加工技术,2004(7):94-95,98.
[2] 刘献礼,肖露,严复钢,等.PCBN 刀具的发展性能及应用.现代制造工程,2002(1):37-39.
[3] 文东辉,刘献礼,胡荣生.PCBN 刀具的硬态切削加工原理[J].机电工程,2001,18(6):76-79.
[4] 宋昌才.PCD 与PCBN 刀具在精密与超精密加工中的应用[J].江苏理工大学学报,2001,22(4):54-59.
[5] 张彦博.立方氮化硼在金属切削刀具方面的应用及发展[J].攀枝花大学学报,1995,12(3):57-62.
[6] 张奎,张相法,王光祖.立方氮化硼在现代加工技术中的地位和作用[J].超硬材料工程,2013,25(1):47-52.
猜你喜欢
山东冶金(2022年4期)2022-09-14
装备制造技术(2020年4期)2020-12-25
四川冶金(2019年4期)2019-11-18
制造技术与机床(2017年10期)2017-11-28
传媒评论(2017年10期)2017-03-01
凿岩机械气动工具(2016年1期)2016-11-11
凿岩机械气动工具(2016年3期)2016-03-01
现代制造技术与装备(2015年4期)2015-12-23
原子与分子物理学报(2015年3期)2015-11-24
物理化学学报(2015年5期)2015-02-28