
机械制造用微乳切削液的研制及应用*
2014-07-05 01:05吕俊凡
机械制造 2014年5期
□ 吕俊凡 □ 钟 明 □ 黄 奋
1.广西大学 化学化工学院 南宁 530001
2.南宁凯林杰机械化工有限公司 南宁 530001
金属切削液是机械制造过程中机加工必不可少的润滑材料,随着我国机械制造企业的快速发展,机加工设备越来越先进,加工精度要求越来越高,加工材质越来越多样化,这就对金属切削液提出了更高的要求,尤其对润滑性、清洗性、防锈性等性能比传统金属切削液产品要求更高。为满足机械制造业不断进步和发展的需求,笔者研制合成具有润滑、防锈、清洗、杀菌等多功能的长效环保微乳金属切削液,以满足机械制造业切削精度更精密、切削材料多样化、切削温度更高、对切削液的使用寿命质量更严苛的要求。
微乳化切削液具有像乳化切削液那样的润滑性、防锈性,又有像合成切削液那样的清洗性、渗透性、长寿命等优良的综合性能[1-4],所以微乳化切削液作为应用于先进机加工的切削液产品,被国内外机械加工业所承认。它可以广泛用于机械制造中铁合金、铝合金、锌合金、铜合金、钛合金等金属的切削和研磨等各种加工工艺,也可以用于冲压、深拔、冷锻和热锻、挤压、模压等成型工艺。
1 润滑极压剂的合成及性能检测
1.1多功能润滑极压剂——富马酸二乙醇酰胺磷酸酯(FEP)的合成
1.1.1 富马酸二乙醇酰胺的合成
在250L反应釜中,先加入70kg富马酸,逐渐升温至60℃,然后分批加100kg的二乙醇胺,充以N2作保护气,开动搅拌器,随后逐渐升温至160℃,在此温度下反应6h,至不再有冷却水析出时,停止加热,室温下自然冷却出料,产品呈棕红色油状液体。
1.1.2 富马酸二乙醇酰胺磷酸酯(FEP)的合成
先将称好的20kg五氧化二磷溶于适量苯中,随后在250L反应釜中加入中间体富马酸二乙醇酰胺170kg,开动搅拌器,分批逐滴加入苯和五氧化二磷的混合溶液,充以N2作保护气,保持温度80℃,反应4 h。产品室温下自然冷却,呈淡棕红色软膏状物体。
1.2 多功能极压抗磨添加剂——妥尔油酸二乙醇胺(BP)的合成
称取80kg的妥尔油酸放入250L反应釜中,充N2作保护气,以苯作溶剂,加热使之熔化,并开动搅拌器,小心升温至110℃左右,分批把90kg的二乙醇胺加入反应器中,升温到160℃左右,在此温度下反应约5h,至不再有冷却水析出时,停止加热,自然冷却即得粗产品。经提纯后得到棕黄色黏稠状液体。
1.3 FEP和BP的极压抗磨性能检测
将极压抗磨添加剂在68#基础油中配成1%浓度,用四球实验机依据GB/T3142进行极压值(PB)和烧结负荷(PD)试验,结果见表1和表2。
根据表1和表2测定结果,表明FEP和BP具有优良的极压抗磨性能。本研究将它们作为微乳化切削液的极压抗磨添加剂。

表1 四球试验(30min,28℃)

表2 四球极压试验(1760r/min,10s,28℃)
2 微乳液基础油的选择
基础油主要起润滑作用,同时也是油溶性添加剂、表面活性剂等的载体。虽然微乳液中基础油的含量远远低于乳化油中的基础含油量,但是它直接影响产品的外观、乳化稳定分散等性能。因此,微乳液应选用黏度较低的润滑油作为基础油。同时,为了保证运输、储存的安全,微乳液的闪点不宜太低,除非特殊要求,一般情况下,煤油、柴油这些低闪点的石油产品不宜作基础油。本研究采用68#润滑液压油作为微乳液基础油。
3 微乳液防锈添加剂的筛选[5-7]
防锈添加剂主要有水溶性防锈剂和油溶性防锈剂2大类,水溶性添加剂有亚硝酸钠、苯并三氮唑、硼酸、三乙醇胺、磷酸盐等。它们与金属发生作用,并在金属表面生成不溶性的致密氧化膜,阻止金属的电化学腐蚀。这类防锈剂多是电解质,用于乳液时,用量不宜过大,以免发生电解现象而破坏乳液。油溶性防锈剂主要有磺酸盐、高分子羧酸及其金属皂盐和胺盐类、酯醇类、胺类、磷酸酯等。它们是极性很强的化合物,能优先吸附在金属表面或与表面发生化学反应生成保护膜,抵制氧及水对金属的接触,本研究选择了高分子羧酸及其胺盐衍生物作为防锈添加剂。
4 微乳切削液表面活性剂选择
根据油相及材料的选择,乳化这些极压剂所需的亲水亲油平衡值(HLB)为9~14之间。根据HLB值选择合适的表面活性剂复配,其乳化效果较好[8],本研究选择了OP-10及JFC作为分散稳定添加剂。
5 杀菌剂的选择
微乳液容易滋长微生物,使加工液变质腐败,缩短使用寿命,因此,微乳液自身体系的抑菌功能是非常重要的性能。本研究自主研制的富马酸二乙醇酰胺磷酸酯(FEP)和妥尔油酸二乙醇胺(BP)极压抗磨剂,经抗菌试验表明两者具有优良的抑菌杀菌性,无需外加杀菌剂,可保证微乳切削液使用寿命长达1年以上。
6 复合配方的确定
(1)根据以上实验结果,以68#基础油,加入一定量的极压抗磨剂、防锈剂、表面活性剂、消泡剂、pH稳定剂、金属离子络合剂等,将其用水溶解,基本组成见表3。
7 微乳切削液的理化性能
按微乳切削液标准JB/T7453-1994对产品进行检测,结果见表4。

表3 微乳切削液的组成(浓缩液)
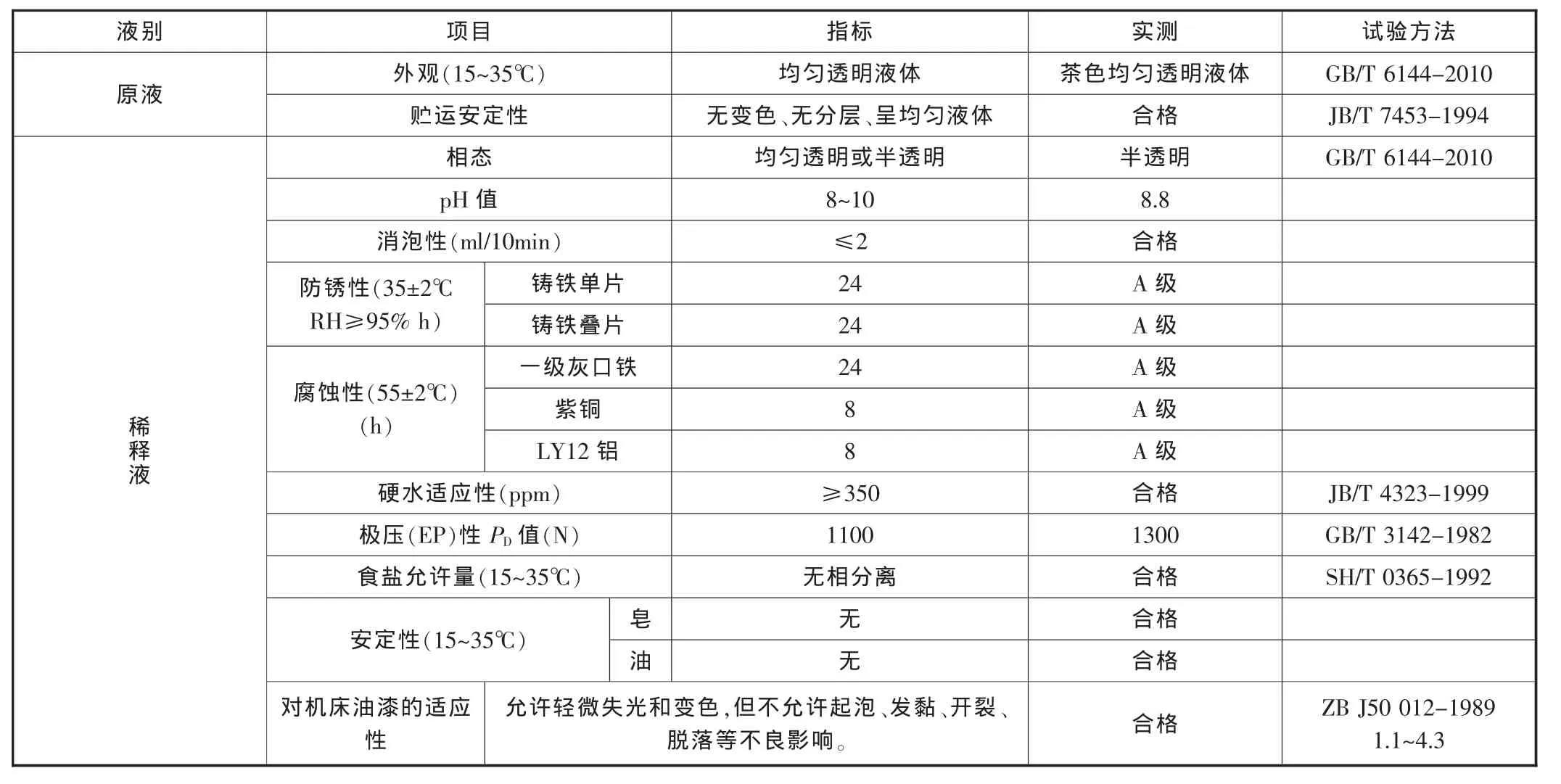
表4 检测结果
检测结果表明:该产品具有优良的润滑性、防锈性、冷却性、清洗性,完全符合JB/T7453-1994标准。
8 微乳切削液的应用
本产品应用于中国火箭运载研究院等航天企业的各种加工中心设备上,对各种材质零件(铸铁、不锈钢、铝合金、锌合金、钛合金等)进行加工,已用于神舟6、7、8、9、10号系列火箭运载飞船和天宫号系列飞船的制造。产品应用于上汽通用五菱、柳工、玉柴、云内动力等全国众多机械制造企业,结果表明研制的极压微乳切削液透明稳定,具有优良的抗磨性、润滑防锈性及清洗抗泡性,产品使用寿命长(1年以上无需排放),得到用户的首肯和好评。
[1] 熊红旗,林心勇,戴恩期.环境友好无氯极压微乳切削液的研制与应用[J].润滑与密封,2011,36(1):102-106.
[2] 侯万果,王灿辉,段欣生,等.微乳切削液中防锈剂的研究[J].轴承,2011(1):30-32.
[3] 陈远霞,周海.长寿命极压通用型微乳切削液的研制[J].化工技术与开发,2008,37(7):13-15,8.
[4] 程秀莲,李广宇,庄园.通用型高性能微乳切削液的研制[J].润滑与密封,2010,35(6):101-103.
[5] 杜郢.微乳切削液防锈性研究 [J].润滑与密封,2006,31(3):146-147,153.
[6] 冯君茜,胡德栋.极压微乳化切削液的研制与应用[J].润滑与密封,2005,30(9):157-161.
[7] 王浩庆 ,陈波水,方建华.镁合金微乳化切削液的研制 [J].合成润滑材料,2011,38(1):4-6.
[8] 汪玉瑫 ,崔龙,刘国军.微乳型切削液的研制[J].汽车工艺与材料,2010(6)26-30.
猜你喜欢
润滑油(2022年6期)2023-01-16
现代畜牧科技(2021年8期)2021-10-13
石油商技(2020年2期)2020-04-26
中成药(2017年7期)2017-11-22
润滑油(2017年2期)2017-04-20
钻井液与完井液(2016年5期)2016-11-15
轴承(2014年9期)2014-07-24
天然产物研究与开发(2014年8期)2014-04-27
中成药(2014年9期)2014-02-28
上海电力大学学报(2013年2期)2013-01-15
