
柔性阳极电缆同轴包裹碳粉的布料传送及成型
2014-07-02 00:33张有良李丽阁王剑锋白冰玉
电线电缆 2014年5期
张有良, 李丽阁, 王剑锋, 白冰玉
(轻工业西安机械设计研究院,陕西西安710086)
柔性阳极电缆同轴包裹碳粉的布料传送及成型
张有良, 李丽阁, 王剑锋, 白冰玉
(轻工业西安机械设计研究院,陕西西安710086)
介绍了柔性阳极电缆设备和布料牵引与包裹机构的组成,阐明了布料牵引与成型机构在该设备的主要作用。布料预牵引与储存机构的组成和作用以及与恒张力储存关系的论述,解释了如何释放布料复卷过程产生的应力以及布料在进入成型器过程中的张力稳定。采用圆形翻领成型器,有效解决了布料连续包裹成型工艺。
电缆;包裹机;碳粉;同步输送;恒张力
0 引 言
柔性阳极电缆又名聚合物型电缆阳极,主要用于埋地管道和储罐底部的阴极保护。为了防止埋地旧管道防腐层严重老化,阴极保护电流显著增大,柔性阳极的应用克服了老旧管道阴极保护的难题,而且还解决了一些传统阴极保护技术的难点,如对外部结构物的干扰、高电阻率环境介质中实施阴极保护、储罐底部的阴极保护电流分布等问题。全自动柔性阳极电缆生产线是典型的光机电一体化智能设备,是多项现代先进技术的集成与创新,其中,布料传送与成型系统是柔性阳极电缆包裹碳粉设备的重要部分和创新点之一[1]。
1 柔性阳极电缆生产设备
1.1 概述
柔性阳极电缆生产设备,主要由布料输送与成型、电缆牵引、碳粉供给等三大系统组成。这三大系统采用先进的多轴伺服同步控制技术,以布料牵引与成型伺服驱动为主驱动,电缆牵引驱动伺服电机、碳粉供给驱动伺服电机为从动电机,创建了相应的运动同步数学模型,采用曲线同步,替代传统的线性同步,以多个现场总线来提高控制精度。机械结构方面,集成了高精度螺旋输料技术、圆形翻领成型、电缆的同心同步输送、电缆与布料的应力释放等技术,缩短了我国柔性阳极电缆制造设备与国外先进水平的差距[2]。
1.2 控制方案
全自动柔性阳极电缆生产设备的控制系统设计方案,如图1所示。从图1可知,可编程控制器G1与人机界面G2通过Modbus总线连接进行参数设置和操作,伺服电机 M1(成型牵引)、M2(碳粉供给)、M3(电缆牵引)对应伺服驱动控制器A1、A2、A3通过CANopen总线与G1连接,伺服电机M1为主轴驱动,M2、M3为从动电机,按照规定的数学模型曲线进行同步。电机M4(布料的预牵引)、M5(电缆的预牵引)对应变频器A4、A5通过CANopen总线与G1连接,进行参数设置与控制,DI、DO连接检测与执行元件等组成控制系统。
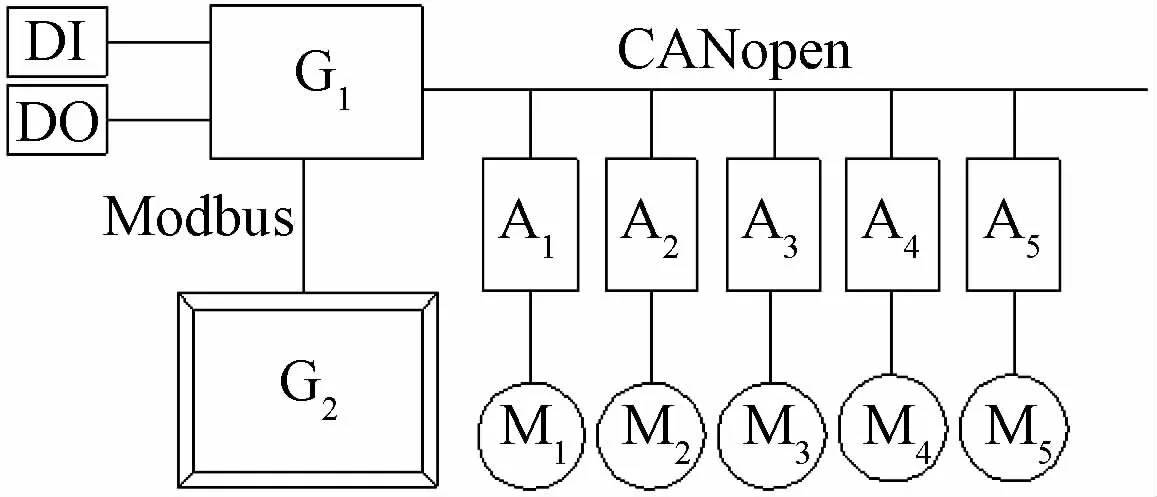
图1 控制方案方框图
2 布料输送与包裹成型简介
2.1 布料输送及包裹成型的组成与作用
布料输送与包裹成型系统如图2所示。布卷安装部件、布料成型导出部件、布料成型牵引部件、布料预牵引储存机构、布料自动纠偏部件等完成布料的输送功能。通过布料翻领成型部件将布料卷成筒状,把电缆盒碳粉同轴包裹,形成阳极柔性电缆。
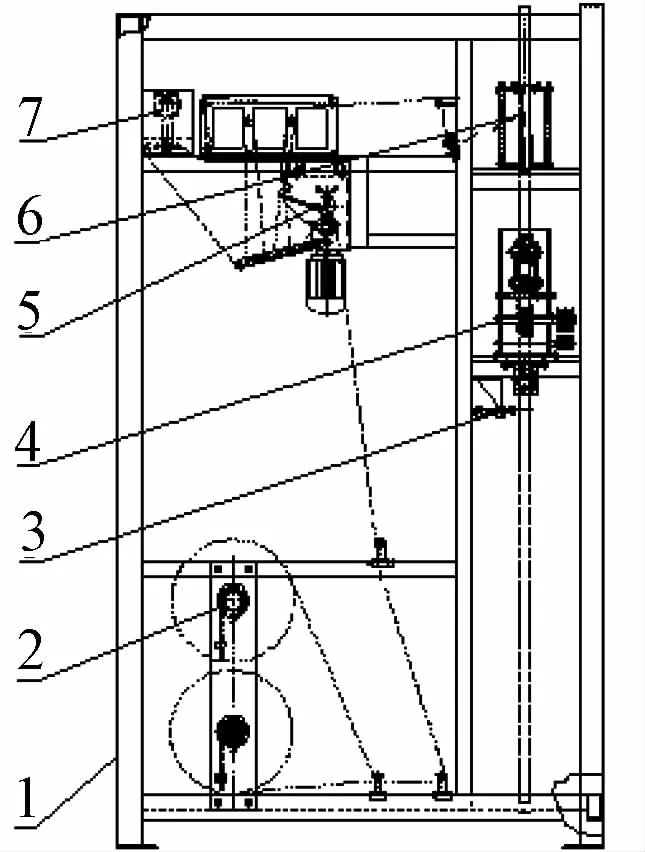
图2 布料成型牵引系统机构简图
2.2 布料输送与包裹成型的工艺
在布料输送与包裹成型的过程中,布料成卷安装在布料安装架上。通过导出与导向机构将布料导入布料预储存机构,对布料应力进行释放,形成相对稳定的恒张力。通过布料自动纠偏与输送机构,输送到翻领成型器,通过翻领成型器形成筒状。
3 布料预牵引与储存机构
布料预牵引供给机构是该设备的主要机构之一。布料在纺织厂裁料复卷的过程中,布料产生了应力。在翻领成型之前要进行应力的释放,形成一个相对稳定的恒张力,确保布料在成型过程中不跑偏,成型状态良好。
3.1 布料预牵引与储存机构的组成
图3是布料预牵引与储存机构的主要组成示意图。驱动电机、手动撬杆、被动轮、驱动轮组成布料预牵引与布料储存的牵引传动机构,通过检测开关控制储存电机启停;导向辊支架、固定导向辊、机架总成、移动架、摆杆转轴组成布料的预储存机构,使布料消除应力,产生恒张力。
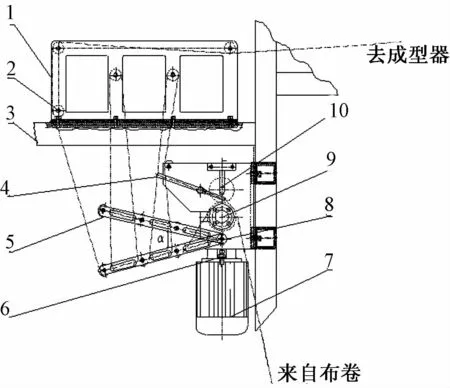
图3 布料预牵引机构与布料预储存走向示意图
布料储存状态检测机构检测布料的储存状态,控制驱动电机进行预牵引布料,布料通过导向辊轮与其它导向轮将布料沿着规定的轨迹输送,移动架的摆动量在规定的范围内(α),保证了布料在储存、展开的过程中应力消除,产生相对的恒张力,使布料成型过程中成型均匀、速度恒定。
如图3所示,布从布卷导出后,经过了数个导向辊进入预牵引机构。在预牵引机构内,布料多次往复导向,将应力释放,使预牵引机构的出口处布料的张力恒定。
3.2 检测与实验方法
利用张力测定仪,测得的张力应在允许的范围内,或者观察布料传送的稳定性,来调整移动架的摆动范围。安装好检测凸轮和检测开关,使预牵引储膜区域内膜的张力基本达到相对的恒张力,保证布料的成型效果和成型速度的精确。
3.3 布料预牵引与储存的控制方案
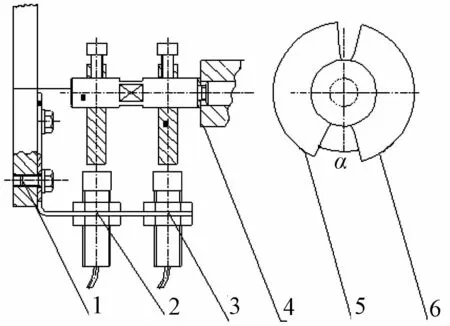
图4 布料预牵引机构电气凸轮与检测开关安装示意图
如图4所示,摆杆转轴上安装2个电气凸轮,相差角度α(摆杆摆动角度),下方安装2个检测开关SB1和SB2。当摆杆在初始位时,接近开关SB1检测到电气凸轮1的信号,控制驱动电机M4停止运行。随着布料成型不断牵引布料,摆杆慢慢上移,摆动角度超过α时,接近开关SB2检测到电气凸轮2的信号,控制驱动电机M4运行,在重力作用下,摆杆下移,接近开关SB1检测到电气凸轮1的信号,控制驱动电机M4停止运行,设备正常运行下,预牵引机构不断地往复上述动作,达到预存储和消除布料应力的效果,保证设备正常运行。
4 圆形翻领布料成型包裹机构
成型包裹机构主要由圆形翻领成型器、布料成型牵引机构和喷胶粘合机构组成。
4.1 圆形翻领成型器组成
圆形翻领布料成型包裹广泛应用于小颗粒、粉末枕形立式包装机,技术成熟。如图5所示,上下安装板通过连接杆连接组成翻领成型器的安装支架,翻领成型器通过翻盘固定在下安装板上,下料管垂直固定在上安装板上,布料穿过下料管,通过翻领成型器将布料包裹在下料管上,完成包裹的成型。
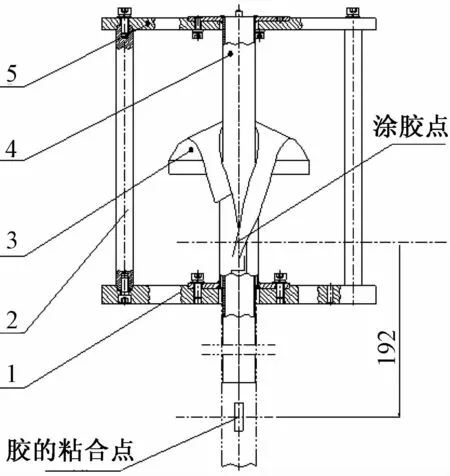
图5 圆领成型器机构示意图
碳粉和电缆通过下料管进入,布料通过圆形翻领成型器成型,涂胶封合,形成电缆与碳粉同心的特种电缆,经过电缆编织机编织保护套,生产出成品。
4.2 涂胶与压合对成型速度的影响
大多数热熔胶的开放时间在10 s之内有效,为达到良好的粘合效果,经多次试验,认为控制在6~10 s比较理想。时间过长,溶胶凝固,开放时间过短,热熔胶的粘合效果较差。涂胶点与压合点的距离为192 mm,如图5所示,最佳成型速度为1.15~1.92 m/min,可以保证封合比较理想。
4.3 布料的成型牵引机构
布料的成型牵引机构组成如图6所示。伺服电机与减速机、导向轮和双面齿形同步带组成驱动传送,完成牵引皮带的相向运动。皮带间距调整1、皮带间距调整3和皮带间距调整2调整皮带的加紧度,皮带张紧机构调整驱动皮带的松紧度。从图6可以看出,成型下料管设计的比较短,布料的成型牵引皮带在牵引成型的布料的同时,皮带大部分牵引已经灌满碳粉并喷胶封合的部分,保障成型阳极电缆稳定输出,减少阳极电缆成型过程中打皱、破损,减少残次品。
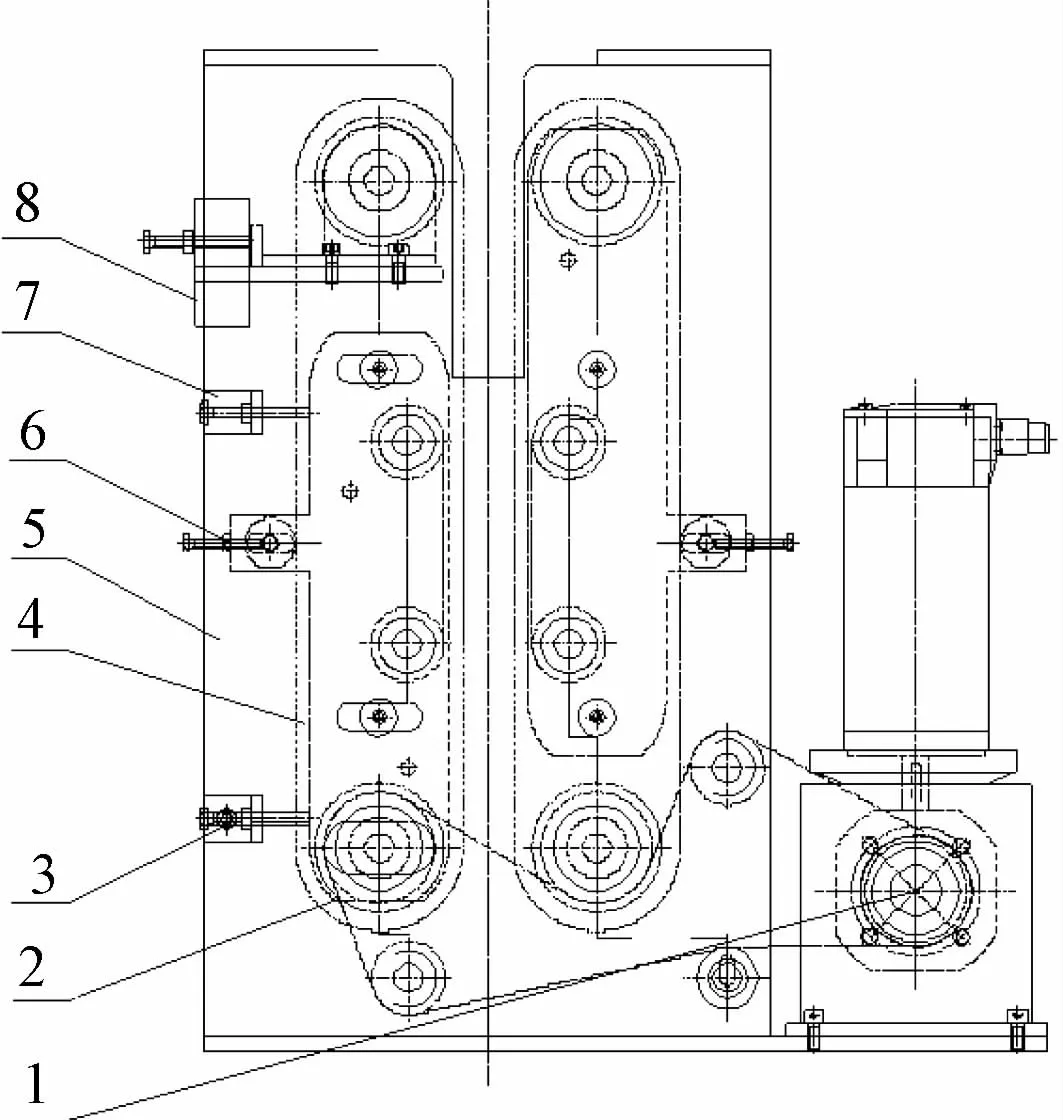
图6 成型牵引机构示意图
驱动传送采用伺服电机驱动,控制系统把布料成型牵引伺服电机定义主驱动,电缆牵引伺服电机、碳粉下料伺服电机作为从动同步控制。
5 结束语
柔性阳极电缆是一种新型材料,它的生产工艺涉及的技术比较多,集成了多项关键技术。针对布料与包装膜特性的差异,我们设计了布料的应力释放和恒张力机构,将恒张力机构和智能放布料供给有机结合,提高了布料供给系统的可靠性和布料成型的效果。研究柔性阳极电缆生产设备的布料输送系统,对于研制特种电缆的其它设备有借鉴作用,对提高我国电缆制造水平有一定的意义。
[1] 张有良,李存良,秦 涛,等.阳极柔性电缆生产工艺的研究[J].电线电缆,2012(3):23-26.
[2] 张有良,张国安,秦 涛,等.阳极柔性电缆生产设备的电缆输送系统[J].电线电缆,2013(4):41-46.
[3] 张有良,王 茹,张国安,等.提高热缩膜包装机送膜速度的研究[J].包装与食品机械,2011,29(5):21-24.
Form ing and Fabric Transfer Flexible Anode Cable Coaxial Package Toner Technology
ZHANG You-liang,LILi-ge,WANG Jian-fen,BAIBing-yu
(Light Industry Xian Machinery&Design Research Institute,Xi'an 710086,China)
According to introducing the composition of the flexible anode cable equipment and material traction and themechanism of the package process,itwas expounded themain function of the equipment about thematerial traction and forming in the device.According to discussing the composition and function about the constant tension and the stored mechanism,and the stored relation with the fabric pro traction,itwould be solved effectively the release of stress produced in the process of the cloth rewinder.By the circular lapel shaper it was solved effectively the cloth wrapped forming process of the continuous.
cable;wrappingmachine;toner;synchronous transmission;constant tension
TM249.9
A
1672-6901(2014)05-0042-03
2014-01-07
陕西省重大科技创新项目(2011zkc02-2),西安市2012年科技计划项目(CX1232).
张有良(1962-),男,教授级高级工程师.
作者地址:陕西西安市阿房四路6号[710086].
猜你喜欢
数学小灵通(1-2年级)(2022年3期)2022-03-17
水电与抽水蓄能(2021年2期)2021-05-14
商品与质量(2021年4期)2021-01-25
微特电机(2020年11期)2020-12-30
山东冶金(2019年5期)2019-11-16
电子制作(2018年17期)2018-09-28
通信电源技术(2018年3期)2018-06-26
河南冶金(2016年4期)2016-11-14
工业设计(2016年6期)2016-04-17
爱你(2015年2期)2015-11-14
