
影响不锈钢罩壳表面拉丝质量的因素及对策
2014-07-01 23:36侯俊峰
机械工程师 2014年4期
侯俊峰
(许昌烟草机械有限责任公司,河南许昌461000)
影响不锈钢罩壳表面拉丝质量的因素及对策
侯俊峰
(许昌烟草机械有限责任公司,河南许昌461000)
近年来,以不锈钢作为产品的外表面材料已越来越受到人们的关注。随着用户要求的不断提高,罩壳表面拉丝质量成为衡量产品优劣的重要指标之一。文中论述了影响拉丝质量因素及其解决方法,以提高不锈钢罩表面拉丝质量。
不锈钢;拉丝;质量
0 引言
不锈钢拉丝板具有视觉美观、品质优良、易清洁、免维护、抗击、抗压、抗刮痕及不留手指印等优点。根据测试,抗划、抗压性能优于普通不锈钢平板,可以降低摩擦力,减少表面磨损,延长使用寿命。
拉丝是当今不锈钢制品行业最流行的一种表面处理技术。它是通过研磨产品在不锈钢表面拉出丝状的纹理,表面是亚光的,但仔细看上面有丝状的纹理,手感光滑,耐磨,更能够体现金属材料的质感。不锈钢拉丝一般有几种效果:直丝纹、雪花纹、尼龙纹。
拉丝分为手工拉丝和机器拉丝,手工拉丝的深度比机器拉丝的深度要浅,而且拉丝的粗细无法掌控;机器拉丝的深度和粗细可以自由调节而且拉丝比较快。
1 影响不锈钢表面拉丝质量的主要因素及处理方法
不锈钢罩壳精饰以后,若表面出现变形或拉丝不均匀现象便视为不合格品而报废。拉丝不均匀和焊接变形是导致不锈钢罩壳不合格的主要因素。
1.1 拉丝不均匀的处理方法
手提拉丝机进行拉丝时会有多种缺陷,如对于零件大面的拉丝,需分数次拉丝完成,由于操作人员每次拉丝力量不同,造成拉丝纹路深度不一致。因没有定位装置,拉出的直线度较差,直接影响拉丝效果。因此购置拉丝装备(拉丝机、贴膜机和三段滚台),代替了人工拉丝,不仅效率高,而且质量有保证,整张板材拉丝纹路一致,克服了手提拉丝机拉丝的多种缺陷。
1)优化拉丝机的工艺路线:板材拉丝→板材贴膜→激光切割→数控无痕折弯→焊接修整→手工精饰→涂防指纹漆(或者电解抛光)→质量检验→贴膜包装→成品入库。

表1 需调整焊接结构的零件分类
2)优化后工艺路线的优点:(1)增加“拉丝→贴膜”工艺,适合大批量处理,效率高,拉丝纹路一致性好;(2)增加精饰处理工艺,对成型后的不锈钢罩壳的表面进行补丝、修整,如焊缝附近,面积小,操作人员容易操作,劳动强度小。
3)在精饰处理工序中,使用手提拉丝机补丝,有以下注意事项:(1)使用抛光轮抛光后,使用百洁布轮拉丝,保证与大面拉丝纹路一致;(2)使用定位板辅助定位,保证手提拉丝机工作方向的直线度。
拉丝零件表面如图1所示。

图1 拉丝零件表面
1.2 焊接变形的处理方法
1)能折则不焊,减少焊接变形。
减少焊接变形应当遵循的原则是:在保证外形尺寸和设计强度前提下,调整内部结构,根据“能折则不焊”的原则,减少焊缝,减少焊接引起的变形。
如图2所示,原来周边采用塞焊焊接方管,但焊后变形严重,后期根本无法修复,严重影响外观质量。改进后,周边采用两次折弯来满足强度要求,折弯后只在角缝处焊接,这样制作成型后,零件几乎无变形,且外观面拉丝纹路保护完好,基本上不用二次修整。
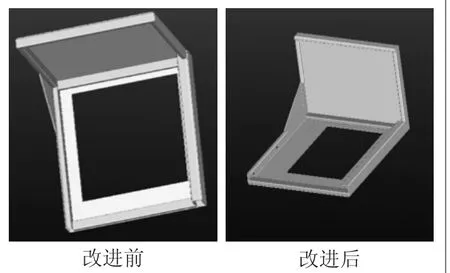
图2 零件改进前后对比图
改进后加工过程:根据零件图用Pro/E建模,做出平面展开图,在现有的激光切割机上切割成型,展开尺寸误差可保证在0.3 mm以内,然后按图纸折弯成型。根据结合件图焊接其中另外两个无法折弯成型的钢管,具体需调整焊接结构的零件分类如表1所示。
2)合理的焊接顺序能有效地减小焊接变形,如表2所示。
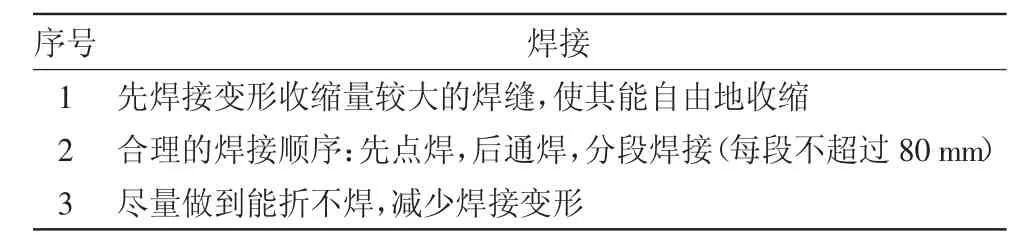
表2 焊接顺序表
3)选择合理的焊接方法。
在保证工艺要求前提下尽量采用碰焊或者点焊,以减少焊后变形,对于承重区要采用断续焊来保证强度。合理的焊接方法不仅保证零件的外观质量,还为零件的后期修整减少了工作量。
2 结语
采用以上几种方法有效地减少了拉丝不均匀和焊后变形等问题,不仅提高了不锈钢罩壳拉丝的合格率,同时使机器整体外观更显高档。
(编辑:立 明)
TS 914.12
B
1002-2333(2014)04-0268-02
侯俊峰(1982—),男,助理工程师,主要从事烟草机械铆焊件设计制造等工作。
2014-01-03
猜你喜欢
再生资源与循环经济(2022年8期)2023-01-06
学苑创造·A版(2022年3期)2022-03-29
橡塑技术与装备(2021年18期)2021-10-11
电力安全技术(2021年5期)2021-03-30
光学仪器(2020年5期)2020-12-08
星星·诗歌原创(2020年4期)2020-07-06
娃娃画报(2018年7期)2018-08-15
东方汽轮机(2017年3期)2017-10-12
导航定位与授时(2016年6期)2016-03-16
山东工业技术(2014年20期)2014-05-16
