
偏心零件的加工工艺及夹具设计
2014-06-29 10:35:28姚胜南刘小娟
组合机床与自动化加工技术 2014年11期
姚胜南,刘小娟
(中山职业技术学院a.电子信息工程学院;b.机电工程系,广东 中山 528400)
0 引言
机械传动中,由回转运动变为往复运动,往往是由偏心轴和曲轴来完成的,机械的缩紧也往往由偏心轮来完成,可见偏心零件在机械制造中运用的非常广泛。这类零件在机械加工中比较常见,属于轴类零件中比较难加工的,主要的问题是比较难于制定较好的夹紧定位方案。传统的加工方法是三爪车削法、四爪车削法和花盘车削法等。这些加工方法的工件装夹麻烦,不易找正,容易产生误差,很难保证零件偏心距的精度及同轴度,同时还要求操作者有较强的操作技能,不适合批量生产的特点。对于批量加工偏心零件,一般均会采用专用夹具来进行加工,通过实际考察及文献资料检索可以看到,大多数的偏心零件的定位会采用零件本身的圆柱面、圆孔面等表面与夹具的内孔或圆柱面配合,再用紧固螺钉使工件固定在夹具的配合表面上来完成,但二者的配合间隙会带来二者的中心线的不一致,也造成了偏心距的精度的变化,另外,装夹固定螺钉也加大了装夹辅助事件。本文为满足某食品机械厂一种偏心零件的加工需求,开发制作了一种弹性定位夹具进行装夹,大大缩短了装夹辅助时间,保证了加工精度,提高了生产效率。
1 偏心零件的结构与工艺分析
偏心零件结构要求如图1 所示。该零件材料是铸铁件,内孔基准φ22 及偏心部分φ47 加工要求较高,有尺寸精度及形位精度的要求。其中,偏心部分φ47的孔对于φ22 的孔的平行度误差为0.07mm,孔心距偏差为士0.05mm。同时偏心部分的左右两端孔φ47、φ40 两个孔的孔径偏差也要求很严,都是-0.018~+0.017;两孔的同轴度误差为φ0.05mm,φ40 内孔表面的表面粗糙度还要求为Ra3.2。通过分析可知此零件加工难度较大,要保证其加工精度,那么首先要很好的解决零件的装夹及测量问题。
目前,针对此类零件常规的加工方法如图2 所示。其加工思路为:先用三爪卡盘装夹加工出φ160、φ42外圆φ22 内孔及右端面,再用四爪卡盘装夹,通过划线校正后再加工其他部位。可见,此装夹的校正非常困难,校正稍有一点误差,直接影响工件孔心距的精度。

图1 偏心零件图
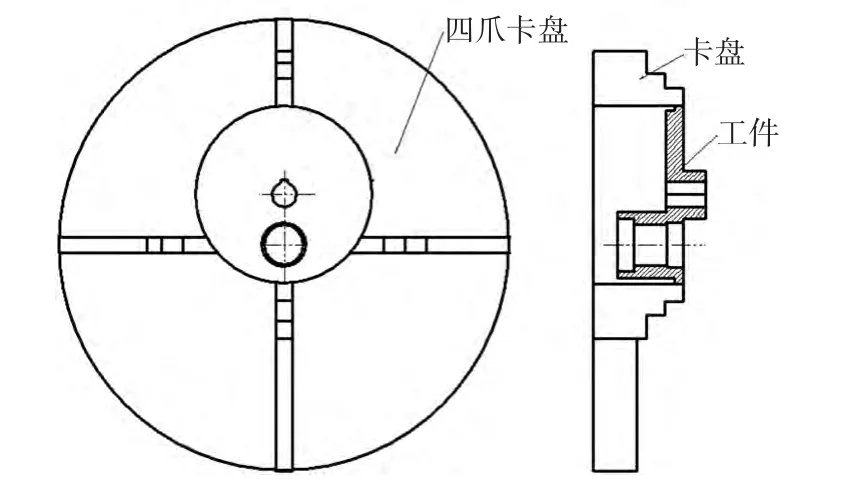
图2 传统装夹图
偏心零件的加工还有就是利用夹具将工件偏心部分的中心转换到车床主轴中心,从而达到车削偏心零件的目的。由于偏心距尺寸要求较高,夹具的设计、加工必须合理,图3 为车偏心套筒的专用夹具。夹具的装夹方法如图所示,左端装在三爪自定心或四爪卡盘上,打表找正夹具内孔,保证加工精度,然后将外圆车好的偏心零件装夹在夹具左端,并用3 个紧固螺钉固定。但是,这类偏心夹具由于存在工件与夹具之间存在间隙,在紧固螺钉固定时必然带来二次偏心程度的不一致以及偏心套筒安装方向的误差而带来的加工误差。
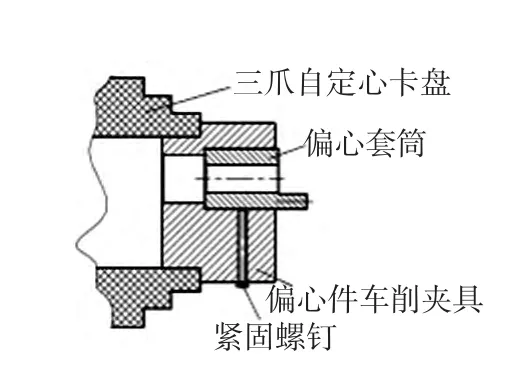
图3 偏心车削夹具加工图
2 弹性定位夹具的设计
弹性定位夹具的实物如图4 所示。此夹具的主要组成有定位盘、支撑盘、弹性薄壁定位套、锥体、压块等。
定位盘的结构如图5 所示。定位盘上φ47 孔安装弹性薄壁定位套,与定位轴起控制工件偏心距的作用。定位轴φ22 的精度及偏心距45 的精度非常重要,直接影响加工时工件的精度,制作时可用“加工中心”来完成,以确保其尺寸及形位公差。
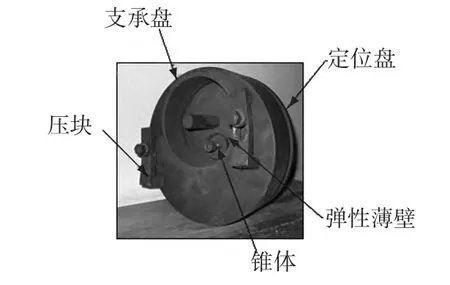
图4 弹性定位夹具实物图
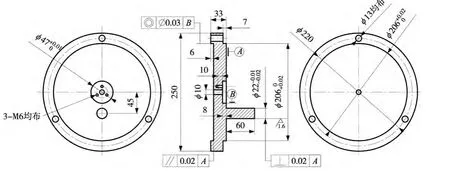
图5 定位盘零件图
支撑盘如图6 所示。支撑盘φ206 孔与定位盘φ206 外圆配合,支撑盘左端三个螺纹孔与定位盘端面三个通孔对齐,以便螺杆穿入安装在普通车床C6140卡盘的法兰盘上。定位盘与支撑盘配合后起到定位与支撑工件的作用。
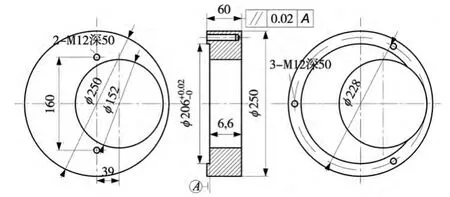
图6 支承盘零件图
弹性薄壁定位套及锥体零件图如图7、图8 所示。它是一个开口薄壁套,材料是40Cr,经过调质处理硬度达到HRC45~48,在夹具中起到弹性定位作用。其零件图如图6 所示,M8 螺纹与锥体上M8 内六角螺钉配合。当锥体内螺钉拧紧时,φ47 弹性薄壁扩张与工件φ47 内孔完全接触,起到很好定位作用。当锥体内螺钉拧出时,顶着限位套使锥体离开与弹性薄壁的配合,弹性薄壁弹回原来尺寸,加工完成后便于拆下工件。
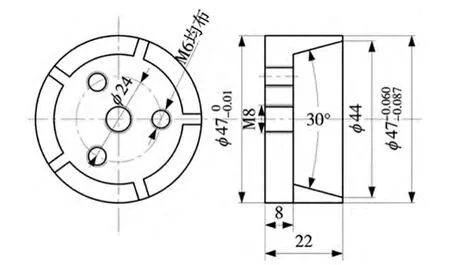
图7 弹性定位薄壁零件图

图8 锥体零件图
压块零件图如图9 所示。两压块起调节夹紧力的作用,采用两枚M12 螺杆安装在支撑盘右端面的两螺孔内,拧紧螺母压块压紧工件。使得工件φ160 端面与支撑盘右端面平齐,确保加工完成后工件端面的形位精度。

图9 压块零件图
3 零件的加工工艺
结合零件图纸分析及夹具设计,制定偏心零件的加工过程如下。
(1)先用自做焊接加长反爪的三卡盘,夹毛胚外圆φ150 处,车出φ160 外圆及右端面。钻φ22 内孔,留余量0.5~1mm,精车至尺寸。
(3)采用七毫米台阶反爪靠平夹紧φ160 外圆把φ150 外圆车至尺寸及φ160 左端面至尺寸。
(4)拆下三爪卡盘,装上弹性定位夹具,将工件已加工好的φ22 内孔套入定位轴内,工件φ160 的右端面与支撑盘右端面靠齐,找正工件毛胚φ60 外圆中心在主轴的旋转中心后,两压块压紧工件φ150 左端面,加工出φ60 外圆、端面、φ36 孔、φ47 孔至尺寸。
(5)松开压块,拆下工件,进行反面加工,将已加工好φ22 内孔套入定位轴及加工好φ47 孔套入弹性定位薄壁,工件φ160 左端面靠齐支撑盘端面后,拧紧锥体螺钉,使弹性薄壁扩张与工件φ47 孔紧接触后,两压块压在φ160 右端面,锁紧螺母使压块压紧工件,加工φ40 内孔至尺寸,松开压块螺母及锥体螺钉使弹性薄壁弹回原来尺寸,取下工件,工件加工完成。经测量各部位尺寸及光洁度达到图纸要求。
4 结束语
该零件是某食品机械厂的来料加工,采用常规装夹加工时,平均一天只加工20 件左右,而且还不能全部保证形位公差达到图纸要求。采用弹性定位夹具加工时平均一天可加工50 件,并且形位公差100%达到图纸要求。实践证明:该夹具使用方便、效率高、安全可靠,同时也降低了对操作人员技能等级的要求,具有良好的加工工艺性和经济性。
[1]马洪新.装配线上变速器箱体定位夹紧机构的改进与实践[J].制造技术与机床,2009(5):145 -147.
[2]薛源顺. 机床夹具设计[M]. 北京:机械工业出版社,2001.
[3]徐鸿本.机床夹具设计手册[M].沈阳:辽宁科学技术出版社,2004.
[4]周禄飞,钟康民.基于手动冲击与自锁原理的面接触式夹具[J].制造技术与机床,2009(7):92 -93.
[5]吝涛锋,刘璇. 偏心零件的加工方法[J]. 机械工程师,2009(7):148.
[6]刘瑞操,曾秋华,朱军.一种万能车偏心夹具[J],机械制造,1992(5):32.
[7]吴竹溪,李尧忠. 一种加工偏心零件的简易自定心夹具[J].机械,2001(5):66.
[8]王植槐. 一种偏心零件车削夹具设计[J]. 现代机械,2012(5):59 -62.
[9]宋渊.薄圆盘形零件车削加工工艺优化和夹具设计[J].组合机床与自动化加工技术,2012 (5):82 -85.
[10]邱吟华.小内齿轮偏心套夹具设计[J].组合机床与自动化加工技术,2006(9):85 -89.
猜你喜欢
西安航空学院学报(2024年1期)2024-02-21 09:20:42
山西冶金(2023年11期)2024-01-07 13:45:14
汽车工程师(2023年11期)2023-11-15 02:17:30
机械工业标准化与质量(2023年7期)2023-09-25 05:58:48
一重技术(2021年5期)2022-01-18 05:42:06
装备制造技术(2021年1期)2021-05-21 07:55:16
制造技术与机床(2018年12期)2018-12-23 02:40:56
制造技术与机床(2017年6期)2018-01-19 02:41:06
凿岩机械气动工具(2017年3期)2017-11-22 07:21:54
制造技术与机床(2017年4期)2017-06-22 11:18:31
