
基于S7-200 PLC 的散热片自动化装配的控制系统设计*
2014-06-29 10:36:28于复生徐升明杜桂林时维康
组合机床与自动化加工技术 2014年11期
于复生,徐升明,杜桂林,时维康
(1.山东建筑大学 机电工程学院,济南 250101;2.山东省高校机械工程创新技术重点实验室,济南250101)
0 引言
PLC 是一种方便开发与联网且抗干扰能力强的可编程逻辑控制器件,在自动化生产线中得到了广泛的应用[1-5],目前人们加大了在其自动化控制系统设计中的应用,浙江工业大学的何洋基于PLC 和气动的音圈自动装配控制系统的研究[6],湖南科技大学的杨书仪运用PLC 实现钢板弹簧自动剪切生产线[7],沈阳理工大学的汪建业设计的PLC 在多工位自动装配机中的应用[8]等。
散热片结构复杂,目前企业对该工件的装配还全部采用人工装配,事故率高、造成眼睛疲劳等问题,不仅影响了它的生产率,还影响该工件装配的质量,针对散热片在人工装配当中的种种问题和充分利用PLC 在自动生产线控制系统中的可靠性和灵活性,应用S7-200 型PLC 设计了其自动化装配的控制系统[9]。
1 自动装配系统机械结构及气路设计
图1 为散热片自动化装配主要设备,该设备的组成为:三支光电开关进行信号的采集,一台散热片专用振动盘和一台机械手来完成散热片的上料,钻孔和攻丝电机来实现对散热片的钻孔和攻丝,一台焊针专用振动盘和一台机械手来完成焊针的的上料,一台机械手和两台电机来实现焊针的夹紧,一台机械手来完成对成品的正确下料,一台机械手来完成碎屑的清理,一台分割器来驱动转盘的转动,各个工位在转盘上的具体分配如图2所示。该散热片自动化装配系统占地面积小、效率高。各机械手之间通过三通接头相连,实现各个机械手之间的联动,用PLC 实现一台主控机械手的顺序控制来带动其它机械手的联动,当气泵打开,各机械手处于初始预定位置,然后PLC 的顺序控制带动机械手的运动,其中一台主控机械手的气路原理如图3 所示。

图1 散热片自动化装配主要设备
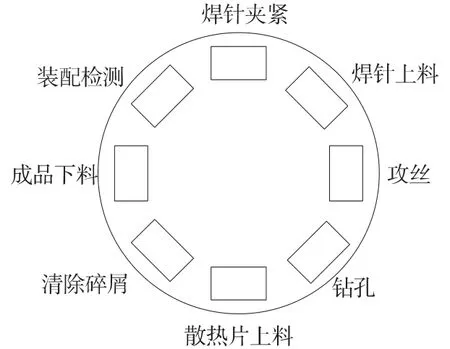
图2 工位在转盘上分布图
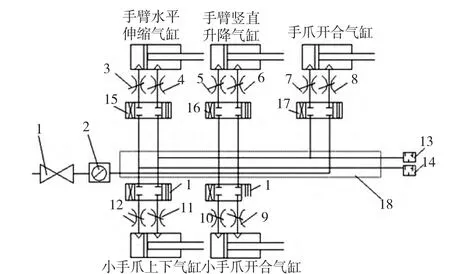
图3 机械手的气路原理
本散热片自动化装配系统中机械手的水平伸缩、竖直下降等动作的快慢的控制主要由节流阀控制气缸的通气量来实现,各个电磁阀的开关控制均由PLC 的程序按照具体的设定时间来控制,一个周期动作的时间有具体设定的要求,一个周期的动作时间控制在电机的间歇时间以内,电机再一次的转动又通过光电开关来重新启动PLC,又一个周期的动作开始,控制系统的动作依次循环进行。
2 控制系统的硬件设计
2.1 PLC 的选用及其I/O 定义表
根据系统的要求,共需要PLC 的输入点数为四点,分别为系统的总开关(系统上电)、光电开关(程序的启动开关)、传感器1 开关(检测是否正常上料)、传感器2 开关(检测是否正常下料),所需的输出点数为七点,即:五对气缸的电磁阀控制点、报警灯的开关、吸屑装置的电磁阀控制开关。
根据控制要求选用 PLC 的是 S7-200 系列CPU224XP 型,该PLC 有14 个输入点,10 个输出点可以满足所涉及控制系统对PLC I/O 点数的要求,PLC的输入输出地址分配分别如表1 和表2 所示。
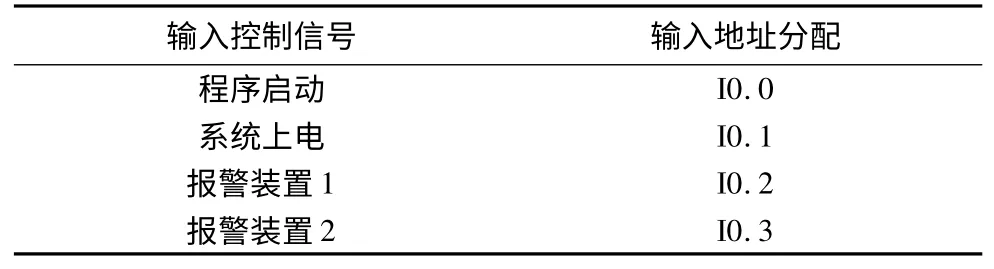
表1 输入控制信号地址分配
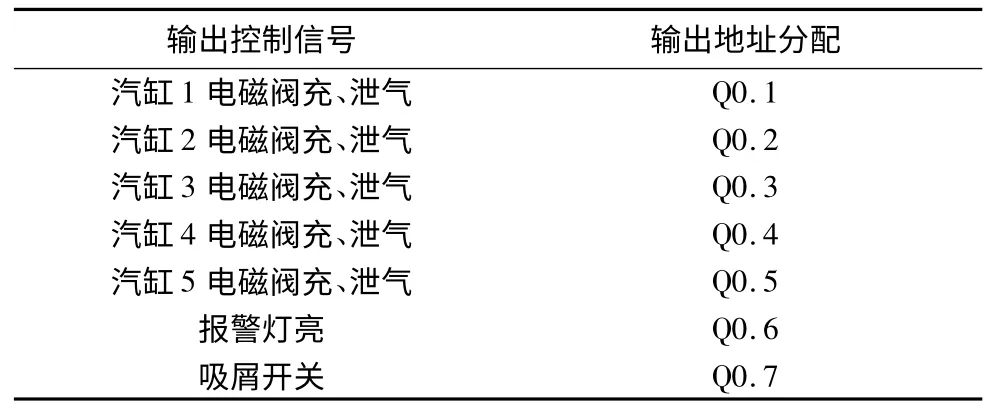
表2 输出信号控制地址分配
机械手控制系统的PLC 接线图如图4 所示。PLC的各输入、输出口的功能按照表1、表2 分配。其中Q0.0~Q0.5 以及Q0.7 输出端口通过控制继电器来控制电磁阀。
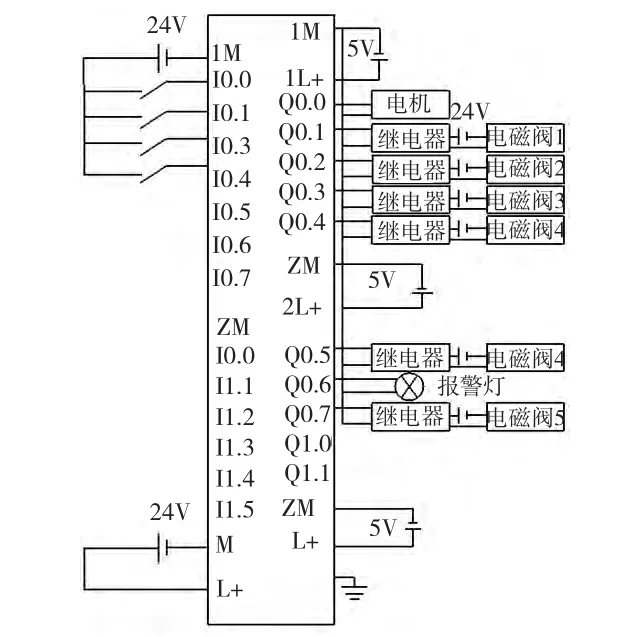
图4 控制系统接线图
2.2 电机的选用及电路设计
根据夹紧焊针机构的要求采用单片机控制的两个相同的大扭矩减速步进电机,当触发光电开关时,电机的转动带动两个偏心轮的转动,偏心轮将焊针沿着夹具的槽推进散热片内,电机转动的方向和时间的控制,都由单片机来控制。单片机控制电机的驱动电路图如图5 所示。
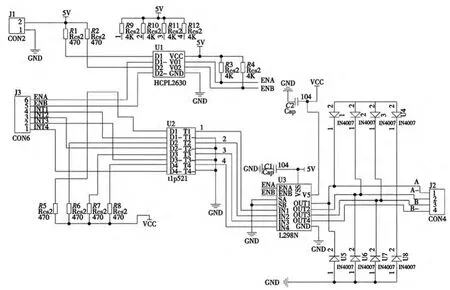
图5 步进电机驱动的电路图
3 控制系统的软件设计
该系统PLC 程序使用STEP7V5.0 编写,实现对整个装配系统的控制和过程数据初步处理。编写的程序分为手动程序和自动程序。手动程序主要在安装调试和设备检修过程中使用,自动程序可以使整个系统流畅运行。根据条件的要求,通过PLC 可以实现对整个装配过程的自动控制,总开关的启动给整个系统上电,上电后电机转动,每转动一个工位就触发一次光电开关,光电开关将信号传给PLC,PLC 控制机械手完成一系列顺序动作,工位1 和工位6 将散热片和焊针由振动盘运送到设定位置,钻孔电机和攻丝电机进行散热片的钻孔和攻丝,工位5 的机械手将两台夹紧电机置于夹具表面,电机转动同时带动偏心轮将焊针挤压进散热片,工位6 的机械手实现将成品从夹具内取出,工位7 负责吸走钻孔和攻丝产生的碎屑,一个周期的所有动作完成,电机再次转动,使PLC 进入下一个顺序控制,依次循环。该系统具体的动作流程如图6 所示。

图6 散热片自动化装配系统的动作流程图
梯形图程序根据PLC 的I/O 地址进行分配设计,采用自锁电路将光电开关采集的信号进行保持,采用位存储器(M)保持转换状态,使用接通延时定时器来控制机械手动作的时间,使用置位和复位开关来控制电磁阀的开关,PLC 程序的主要部分如图7 所示。
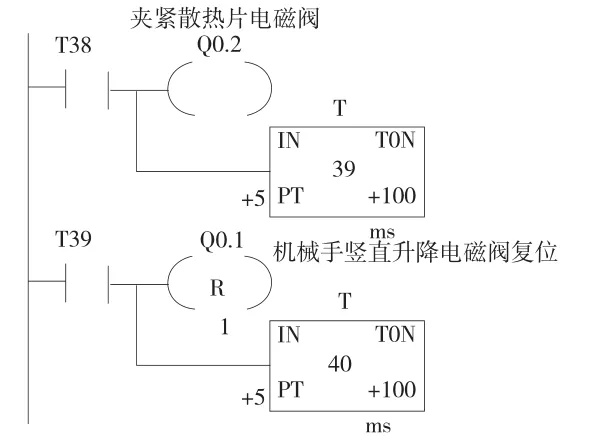
图7 机械手主程序片段
4 结论
通过利用PLC 对该散热片自动化装配系统实现了控制。经过严格的选型,合理的硬件配置和完善的程序设计,并且利用气动系统实现了对各个工位机械手的精确定位,使得该系统整体布局合理,可靠性高,稳定性好,极大地提高了生产效率和产品质量,经过改进还可以应用到其他生产线的控制。
[1]Hubert K.Rampersad,bottlenecks & development tendencies in robotic assembly[J]. Roboties Today,1995,8(3):1 -6.
[2]冯光涛,张伟军,赵锡芳,等. 机器人装配操作的规划与控制[J]. 机器人,2001,23(1):78 -84.
[3]魏长青,杨汝清.面向机器人装配设计与规划的集成框架[J].机器人,2001,23(3):246 -249.
[4]徐秀娟,董继先.单片机控制自动装配机设计[J].机械,2004(8):44 -45.
[5]沈孝芹,张蔚波,于复生,等.基于单片机控制的气动搬运机械手的研制[J].液压与气动,2008(8):14 -15.
[6]王芳,吴汶芪,何洋,等.基于PLC 和气动的音圈自动装配控制系统的研究[J].轻工机械,2006,24(3):100-102.
[7]杨书仪. 运用PLC 实现钢板弹簧自动剪切生产线[J]. 机电一体化,2005(6):74 -76.
[8]汪建业,焦志刚,韩政达,等.PLC 在多工位自动装配机中的应用[J].沈阳理工大学学报,2008,27(3):12 -15,20.
[9]于复生,杜桂林,李涛,等.典型结构散热片的自动装配系统设计[J].制造技术与机床,2013(9):30 -34.
猜你喜欢
装备制造技术(2020年11期)2021-01-26 00:39:30
商品与质量(2020年33期)2020-11-07 02:19:42
电脑报(2019年16期)2019-09-10 07:22:44
现代商贸工业(2018年31期)2018-12-08 11:17:54
纤维复合材料(2018年1期)2018-12-07 00:40:20
橡塑技术与装备(2018年18期)2018-09-22 08:05:12
电子测试(2017年11期)2017-12-15 08:56:50
电子测试(2017年16期)2017-09-23 01:38:20
电子制作(2017年1期)2017-05-17 03:54:32
国防制造技术(2016年2期)2016-03-12 17:34:26
