
基于PLC的液压支架控制系统应用研究
2014-06-09 12:33赵彩霞
机电产品开发与创新 2014年3期
赵彩霞
(同煤集团煤峪口矿电讯科,山西 大同 037003)
基于PLC的液压支架控制系统应用研究
赵彩霞
(同煤集团煤峪口矿电讯科,山西 大同 037003)
针对薄煤层采煤效率低,煤炭资源严重浪费的问题,并结合中厚煤层开采方法,提出一种十分有效的技术方法。以高可靠性的PLC控制器作为液压支架电液控制系统的控制核心,以CAN总线作为通讯方式,实现液压支架的本架、邻架、隔架控制等。经过反复验证调试证明,以PLC为控制核心的支架控制系统能够可靠的完成支架以及支架之间的基本动作,能够提高工作面推进速度,提高薄煤层工作面的生产效率,提高工作人员的生命安全保障,实现安全可靠生产,以及提高薄煤层综采工作面智能化水平。
液压支架;控制系统;PLC;CAN总线
0 引言
在煤矿开采中,薄煤层的开采难度大,煤炭资源的利用率低,并且薄煤层的安全高效性以及机械化程度比中厚煤层的要低[1]。因此,如何实现薄煤层的安全高效和综合机械化、智能化开采,提高煤炭资源的利用率,进行薄煤层开采配套设备的新技术研究势在必行。在煤炭开采设备中,液压支架是最关键最重要的机械设备,因此,对液压支架控制系统的研究至关重要。目前,液压支架电液控制系统是最先进的支架控制系统。本文提出了一种以PLC为控制核心的液压支架电液控制系统 (以下简称支架控制系统),利用 CAN(ControllerAreaNetwork)现场总线进行通讯[2],实现程序化操作,可显著提高生产效率和煤炭资源的利用率,达到安全高效智能化生产。
1 支架控制系统的结构及原理
综采工作面液压支架电液控制系统结构如图1所示,系统中每架支架由一台PLC控制器控制,所有的支架控制器以及服务器都挂接在一条CAN总线上,支架控制器之间以及支架控制器与服务器之间的通讯都是通过CAN总线建立起来的,构成了综采工作面液压支架电液PLC控制系统。CAN总线上所有的支架控制器相互独立,能够完成彼此之间的相互通信,完成控制系统的邻架控制、隔架控制、成组控制和采煤机位置自动控制等功能。当其中任意一架或者几架控制器出现故障时,对其他控制器的正常工作不会产生影响,从而提高了采煤工作面的采煤效率[3]。
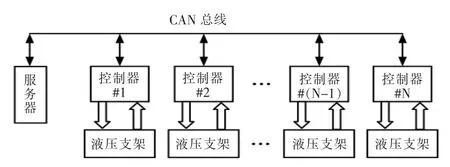
图1 液压支架电液控制系统结构
支架控制系统主要由支架控制器、各类数据传感器(压力、位移、红外)、数据转换接口、电磁先导阀,以及外接了扩展的输入,显示,报警等组成。其原理框图如图2所示。
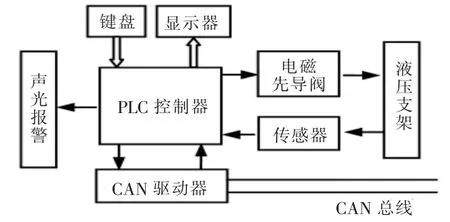
图2 液压支架电液控制系统原理框图
支架控制器是支架电液控制系统的基本组成,控制器是以PLC为核心控制单元,传感器将检测到的信息经过数据转换电路的转换数字信号,再传入PLC控制器中进行相应的分析处理,输出相应控制信号,控制相应电磁先导阀的通断,再控制相应液控主阀的通断,实现对液压支架动作的控制。键盘作为外接的输入装置,可以实现对支架各动作的控制,显示器用于同步显示当前支架的工作状态和采煤工作面的信息,并能够及时报告故障的位置,让操作人员进行处理,同时还可以对一些紧急情况发生声光报警。
2 PLC支架控制器的硬件设计
PLC的端口地址分配表如表1、表2所示。PLC支架控制器的硬件选用两个S7-200系列PLC进行实验室测试,CPU的类型为224XP,两个EM231扩展模拟量输入模块,两台控制器通过CAN总线连接可以实现互控功能[4]。实验预测试的控制功能包括:单架单动作、单架顺序联动、急停、闭锁及报警等。单架单动作主要包括立柱升降、推溜拉架、平衡伸收、侧护伸收等。单架动作就是每次控制的支架只有一架,左邻架或右邻架。单架顺序联动功能就是指液压支架连续的完成降柱-移架-升柱这几个动作,而这一系列动作都是自动连续有顺序的[5]。PLC的输入采用BCD码(8421码),利用4个输入控制15个内部继电器。

表1 PLC的输出端口地址分配

表2 PLC的输入端口地址分配
3 软件设计思路
PLC控制器主要有四种工作模式,分别为主控模式、从控模式、空闲模式、闭锁模式。在主控模式下,控制器不接收别的控制器发出的控制命令,主控模式时间过后转入空闲模式;从控模式是某一主控模式所操作的结果,是该控制器正在运行着某个控制程序,正在控制着本架执行某一功能动作的工作模式,在从控模式下,控制器不能够做任何按键操作;空闲模式是指控制器不做任何键操作,不执行任何动作程序和命令的空闲状态,此时控制器等待接收和执行命令转为主控或从控模式;控制器接收到闭锁命令后即转入闭锁模式,处于闭锁模式下的控制器不能变为从控或空闲模式,也就是说闭锁模式下不接收外来的命令,不能控制支架执行相应的动作,但在闭锁模式下控制器可转变为主控模式。图3为液压支架控制器读总线信息流程图。
控制器开始处于空闲状态,不断读取总线上的数据,总线上没有数据时处于空闲状态,继续读取总线信息。总线上一旦有信息,判断这个数据是否是发送给本架的信息,也就是看控制地址和本架地址是否一致,如果不一致则回到空闲状态。若一致,判断信息的类型,如果是数据类型的信息,就存入相应的寄存器,然后显示与工作面相关数据。如果是命令信息,那就要分析是何种命令类型,改变当前的控制模式为从控模式,然后执行相应的命令。本架延时一段时间后改变控制模式为空闲。在执行命令过程中,一些动作的完成还需要结合压力传感器或者位移传感器的信息。在本架进行操作的时候,本架会变成主控模式,被控架就变成从控模式。程序内有计时,如果在设定时间内没有有效按键信息就返回,例如选择类型是单架的时候,就要选
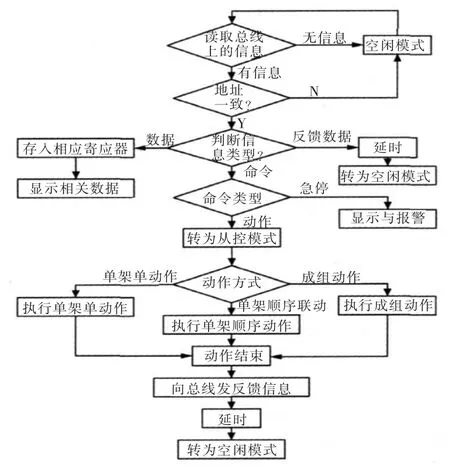
图3 液压支架控制器读总线信息流程图
择功能键,如果在有效的时间内没有按键按下,就回到空闲模式。
4 结束语
本文对液压支架电液控制系统的结构及工作原理进行了分析,对液压支架PLC控制器的硬件以及软件设计进行了分析,以及完成了对软硬件的功能阐述,绘制了液压支架电液控制系统的结构组成框图、硬件端口地址分配以及软件设计流程图。经过实验室测试,液压支架控制系统能够可靠地完成单架单动作、单架顺序联动、急停、闭锁及报警等功能。提出了一种针对薄煤层液压支架控制器的控制思路,为提高薄煤层工作面推进速度、薄煤层工作面的生产效率提供了理论基础。
[1]乔红兵,吴淼,胡登高.薄煤层开采综合机械化技术现状及发展[J].煤炭科学技术,2006,2.
[2]郭凤仪,徐鹏,梁海洪.PLC在液压支架控制系统中的应用[J].仪表技术与传感器,2011,3.
[3]张伟,韩基新.综采工作面液压支架计算机分布式控制系统[J].矿山机械,2002,2.
[4]韩红远,朱翔宇.CAN总线在煤矿安全监控系中的应用[J].太原科技,2007,5.
[5]韩素媛.综采工作面液压支架电液控制系统的设计[J].科技情报开发与经济,2007,8.
The Hydraulic Support Control System Based on PLC Application Research
ZHAO Cai-Xia
(Telecom Department of Meiyukou Coal Mine,Datong Coal Mine Group,Datong Shanxi 037003,China)
For thin coal seam mining efficiency is low,the problem of serious waste of coal resources,and combined with thick coal seam mining method,a kind of very effective technology method is put forward.With high reliability PLC controller as the control core of the control system of hydraulic support electro-hydraulic,with Can-bus as the communication methods,implementation of hydraulic support this frame,the adjacent frame,frame control etc.After repeated verification debugging prove to PLC as the control core of stents to fulfill the stents and reliable control system between the basic action,can improve the working face advancing speed,improve the working efficiency of thin coal seam,improve the staff's life safety,realizing safe and reliable production,and improve the level of intelligent thin coal seam fully mechanized coal face.
hydraulic support;control system;PLC;CAN-bus
TP29
:Adoi:10.3969/j.issn.1002-6673.2014.03.060
1002-6673(2014)03-158-03
2014-04-16
赵彩霞 (1973-),女,山西大同人,本科,工程师。主要从事煤矿机电信息管理,矿井通讯,矿山机电控制等方面的研究与管理工作。
猜你喜欢
北京航空航天大学学报(2022年6期)2022-07-02
化工管理(2021年7期)2021-05-13
装备制造技术(2020年3期)2020-12-25
小读者之友(2019年9期)2019-09-10
东坡赤壁诗词(2018年6期)2018-12-22
测控技术(2018年6期)2018-11-25
测控技术(2018年8期)2018-11-25
意林·少年版(2018年1期)2018-02-07
CHIP新电脑(2016年3期)2016-03-10
专用汽车(2016年4期)2016-03-01
