高速主轴轴承预紧力技术研究
2014-06-09 12:33:06李颂华冯明昊
机电产品开发与创新 2014年3期
李颂华,冯明昊
(沈阳建筑大学 交通与机械工程学院,辽宁 沈阳 110168)
高速主轴轴承预紧力技术研究
李颂华,冯明昊
(沈阳建筑大学 交通与机械工程学院,辽宁 沈阳 110168)
高性能电主轴单元集合了精密主轴轴承技术、高速电机驱动与控制技术、油气润滑与冷却技术、高速主轴轴承预紧等相关技术,其中高速主轴轴承预紧技术是实现高性能电主轴的关键技术之一。论文着重阐述了高速主轴轴承预紧力研究的目的和意义、轴承预紧力的研究现状以及本实验室对轴承施加预紧力的研究。
电主轴;轴承预紧力;压电陶瓷驱动器
0 引言
高速电主轴是高速机床的核心部件,其具有结构紧凑、重量轻、惯性小、动态特性好等优点,并能改善机床的动平衡,减少机床的振动和噪声,在高档数控机床中得到广泛应用。高速主轴轴承预紧技术是实现高性能电主轴的关键技术之一,为此,有关主轴轴承预紧技术的研究对最大限度的发挥电主轴自身潜能具有重要意义。
本文着重阐述了高速主轴轴承预紧力研究的意义和目的、轴承预紧力研究现状以及本实验室对轴承施加预紧力的研究。
1 轴承预紧力研究的目的和意义
电主轴所使用的角接触球轴承在实际工作时,并不是所有轴承滚珠都与轴承内外圈接触,多数都会交替与轴承内外圈出现间隙,这样不仅大大降低了主轴刚度、主轴的临界转速,增加了主轴-轴承系统的振动,而且严重影响轴承的使用寿命。如果对角接触球轴承施加合适的预紧力使得多数甚至全部轴承滚珠与轴承内外圈接触不仅会显著提高主轴-轴承系统的刚度、临界转速和动态稳定性,同时也能提高电主轴的加工精度。为此,国内外相关研究人员进行了不断深入研究。
洛阳轴研科技公司的郭向东等人研究了不同跨距时轴承预紧力与主轴固有频率的关系[1]。研究结果表明,在同一主轴-轴承系统中,系统的固有频率随轴承预紧力的增大而增大;相同的预紧力下,系统的固有频率随轴承支承跨距的增大而增大。
东南大学的蒋书运等人研究了轴承预紧力与主轴刚度的影响关系[2]。 研究结果表明,主轴-轴承系统的刚度随着轴承预紧力的增大而增大,并随着轴承预紧力的增大,主轴-轴承刚度的增长速率逐渐降低。
轴承预紧力的施加对轴承的温升有重要影响。东南大学的蒋书运等人研究了轴承预紧力与轴承温升的影响[3]。研究结果表明,在同一转速下,轴承温度会随着轴承预紧力的增大而升高;同一轴承预紧力下,轴承的温度会随着主轴转速的提高而增大。
高速电主轴在低速粗加工时输出大转矩,此时主轴-轴承系统需要较大的预紧力,以增大主轴-轴承系统的刚度和抵抗主轴-轴承系统的受迫振动和自激振动;在进行精加工时,切削速度高,要求电主轴输出大功率,此时轴承温度随着主轴转速的提高而大幅攀升,这时在满足主轴系统动力学性能的前提下,尽量降低轴承的预紧力。
2 轴承预紧力的应用现状
目前高速主轴轴承的预紧主要为定位预紧(如图1)和定压预紧(如图2)。所谓定位预紧就是利用轴承内外隔圈宽度的尺寸差来施加预紧力,这种预紧方式的特点是轴系刚度较强,结构简单。但当轴系零件发热而使隔圈长度变化时,预紧载荷的大小也会发生变化。定压预紧就是用适当的弹簧力来作为预紧力。由于弹簧的刚度远小于轴承的刚度,因此在主轴运转中几乎保持不变,但弹簧预紧的刚性相对较差。而预紧力的大小是兼顾低速大扭矩和高速大功率两方面因素综合确定的,传统的定位预紧和定压预紧已经远不能满足需求,所以需要研制能够根据主轴不同工况而自动调节预紧力的装置。

图1 定位预紧Fig.1 Positioning preload

图2 定压预紧Fig.2 Constant pressure preload
2001 年浙江大学的蒋兴奇等人依据防止角接触球轴承滚珠发生陀螺滑动,确定了角接触球轴承最小轴承载荷的计算方法[4]。河北工业大学的李为民和王海涛研究了在施加轴向预紧力时,角接触球轴承和圆锥滚子轴承的轴向和径向刚度的计算方法[5]。洛阳轴承研究所的蒋蔚等人分别研究了依据摩擦力矩、轴向变形和隔圈方法来验证轴承预紧力的大小[6]。2004年李红光详细总结了滚动轴承选择轴承预紧的方式、原则,测试轴承预紧力大小的方法,并研究了估算施加轴承预紧力大小的方法[7]。2008年杨锦斌设计了专门用于主轴轴承游隙的测量工具[8]。
3 国内外有关轴承预紧力技术的研究及发展趋势
最早是由德国GMN公司采用液压预紧方法,如图3所示。这种施加预紧的方法需要小排量较精准的液压缸输送泵供油,并要保证整个系统的密封性。
在20世纪90年代初,日本和美国人使用压电陶瓷和记忆合金对轴承施加预紧力,但由于当时受制于压电陶瓷和记忆合金相关技术的不成熟而未能获得预期目标。
韩国国立昌原大学的 Young Kug Hwang和 Choon Man Lee在2009年和2010年分别研制了通过离心力轴承预紧装置[9]和电磁力轴承预紧装置[10]。
如图4所示,离心力预紧是在主轴旋转过程中,离心块受自身离心力作用对V行块进行挤压,进而使V行块对轴承内圈施加预紧力。离心力预紧的缺点:轴承的温度随着主轴转速的提高而增大,这时需要减小预紧力的施加,然而离心力预紧方法却增大预紧力,这使得轴承温升极具升高;当电主轴进行粗加工输出低速大扭矩,需要施加较大轴承预紧力时,离心力预紧方法却减小施加的预紧力。
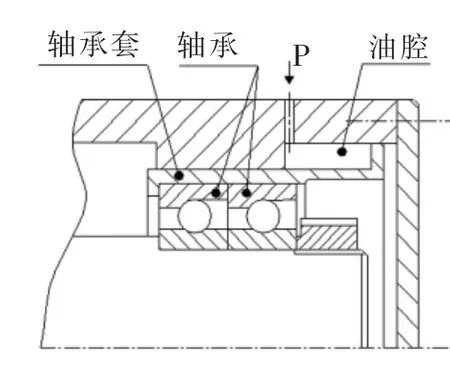
图3 液压预紧Fig.3 Hydraulic preload

图4 离心力预紧Fig.4 Centrifugal force preload
如图5所示,磁力预紧是电磁铁对滑块产生吸力,滑块挤压弹簧,弹簧对轴承施加预紧力。
1993 年浙江大学陈宗农等人研制了通过液性塑料对轴承施加预紧力的预紧装置[11],如图6所示。此种预紧方法的特点是调节范围宽、控制响应灵敏和精度高、结构简单、制造简便、成本低廉和通用性强,但是难以实现自动调节。

图5 电磁力预紧Fig.5 Electromagnetic force preload
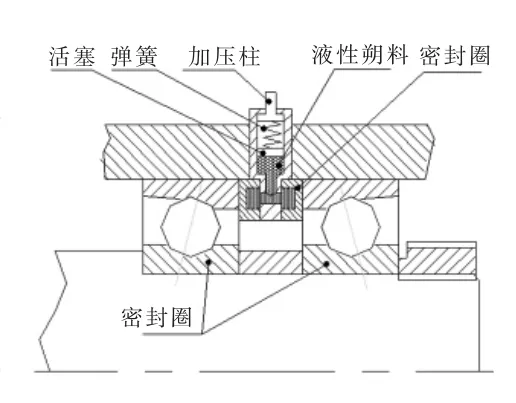
图6 液性朔料预紧Fig.6 Liquid-plastic preload
2008 年北京信息科技大学的杨庆东等人根据材料的不同热特性研制了主轴预紧力自调节方法[12],如图7所示。两轴承间的隔套是由两种热膨胀率相差较大材料制作的长度不同的双层隔套。在低温时,长套筒1顶住轴承内圈,对轴承施加预紧载荷。随着转速增加,温度升高,热膨胀率较大的短套筒2伸长后超出长套筒1的长度,推动轴承内圈产生一定变位,使预紧力不会因发热伸长而增大。

图7 双层套筒主轴结构Fig.7 Double sleeve spindle structure
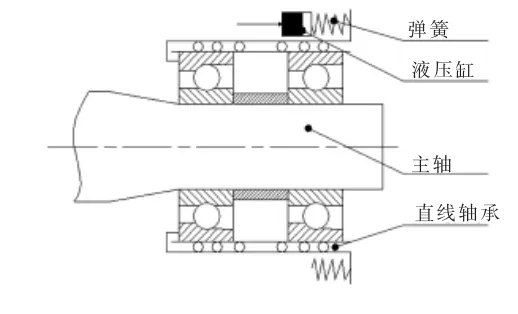
图8 液压和弹簧复合预紧Fig.8 Complex hydraulic and spring preload
2006 年东南大学的蒋书运发明了预紧力可控智能化高速加工电主轴[13],如图8所示。它采用的是弹簧和液压复合式预紧,当主轴转速低于某一阈值时,液压缸加载,液压和弹簧共同施加预紧力;当主轴转速高于某一阈值时,液压缸卸载,只有弹簧施加预紧力。这种装置只考虑了主轴转速这单一因素。
2013 年上海大众祥易机电技术有限公司徐小平等人发明了一种用于调节电主轴的预紧力的装置[14]。徐小平等人发明的轴承预紧力装置与蒋书运的发明原理相同,不同的是徐小平等人将蒋书运发明中的液压缸换成了环形小液压缸直接与轴承接触,这样就省去了蒋书运发明中的直线轴承。
根据国内外有关轴承预紧力多年的研究,尤其是现代加工制造的迫切需求,表明轴承预紧力的施加正向着实时智能调节方向发展。根据不同类型机床的实际需求,轴承预紧力的实时调节有多种方法和形式。
目前有关高速主轴轴承预紧力自调节技术的研究几乎都是基于主轴速度或轴承温升某单一因素,然而由于实际加工生产的复杂性以及轴承预紧力的施加对主轴-轴承系统刚度、临界转速、振动特性和轴承使用寿命都有重要影响,所以在确定寻找最佳预紧力影响因素时,要根据电主轴类型来选择主要因素,进而综合确定所施加预紧力的大小。
4 本实验室预紧力的研究方案
图9 为本实验室轴承预紧力施加方案结构图,本方案是基于实验室已有的磨削电主轴进行改进而成的。电主轴前后端各配置一个轴承,前后轴承采用背对背配置。
压电陶瓷是一种能够将机械能和电能互相转换的功能陶瓷材料。它既能在机械能的作用下产生电能,同时也能够在电场的作用下发生膨胀产生机械能,基于这一原理制作出了压电陶瓷微位移驱动器。2010年杨磊等人成功将其应用到滚珠丝杠副预紧力的施加上面[15]。经研究比较,本实验室最终确定选用压电陶瓷驱动器作为电主轴轴承预紧的施力部件。本文的压电陶瓷是由昆山攀特电陶科技有限公司专门定制,采用哈尔滨芯明天科技有限公司的HVA控制器作为压电陶瓷驱动电源。采用应变仪和应变片来间接检测预紧力施加的大小。
确定施加轴承预紧力大小的相关参数有主轴转速、主轴扭矩、主轴振动和轴承温升,而磨削电主轴多数用于零件的精加工,其影响加工精度和主轴速度提高的主要因素是主轴振动和轴承温升,所以本实验在确定最佳预紧力时主要考虑主轴振动和轴承温升两个因素。
本实验室使用振动检测仪器和热电偶分别检测主轴前段振动和轴承温升,基于主轴前段振动和轴承温升来综合确定所施加轴承预紧力的大小。

图9 电主轴轴承预紧力施加结构图Fig.9 Structure of bearing preload applied of the motoried spindle
5 结论
轴承预紧力对轴系固有频率、轴系刚度和轴承温升具有重要影响,同时轴承预紧力施加大小的合适与否严重影响电主轴的使用性能。现有轴承预紧力施加方法已经不能满足需要,轴承预紧力的施加正向着实时智能调节方向发展。影响预紧力施加大小的因素很多,在选择最佳预紧力时要根据电主轴加工类型来选择主要因素,进而综合确定所施加预紧力的大小。本实验室基于磨削电主轴进行轴承预紧力实验研究,选用压电陶瓷驱动器作为轴承预紧力的施加部件,并根据磨削电主轴实际工作情况选择主轴转速和轴承温升作为确定轴承最佳预紧力的主要考虑因素。
[1]郭向东,王艳霞.轴承预紧力—系统固有频率及跨距关系的研究[J].轴承,2013,4.
[2]Shuyun Jiang,Shufei Zheng.A modeling approach for analysis and improvement of spindle-drawbar-bearing assembly dynamics[J].International Journal of Machine Tools&Manufacture,2010,50.
[3]Shuyun Jiang,Hebing Mao.Investigation of variable optimum preload for a machine tool spindle.International Journal of Machine Tools&Manufacture[J].2010,50.
[4]蒋兴奇,马家驹,范谷耘.高速精密角接触球轴承最小预紧载荷计算[J].轴承,2001,6.
[5]李为民,王海涛.轴向定位预紧轴承刚度计算[J].河北工业大学学报,2001,2.
[6]蒋蔚,梁波,等.配对轴承预紧力分析及测试方法[J].轴承,2001,4.
[7]李红光.滚动轴承预紧的意义和预紧力的估算及调整[J].机械制造,2004,9.
[8]杨锦斌.量化轴承预紧力提高主轴品质[J].制造技术与机床,2008,9.
[9]Young Kug Hwang,Choon Man Lee.Development of automatic variable preload device for spindle bearing by using centrifugal force[J]. International Journal of Machine Tools&Manufacture.2009,49.
[10]Young Kug Hwang,Choon Man Lee.Development of a newly structured variable preload control device for a spindle rolling bearing by using an electromagnet[J].International Journal of Machine Tools &Manufacture,2010,50.
[11]陈宗农,乐可锡,等.精密机床主轴轴承预紧力控制器结构及控制性能研究[J].浙江大学学报(自然科学版),1995,1.
[12]杨庆东,王科社,等.基于材料热特性的轴承预紧力自调节设计方法[J].机械工程学报,2008,9.
[13]蒋书运.预紧力可控智能化高速加工电主轴 [P].中国: ZL200610038219.6.2006,02,10.
[14]徐小平,周维纲,等.一种用于调节电主轴的预紧力的装置[P].中国:ZL 201310039670.X.2013,01,31.
[15]杨磊,綦耀光,范晋伟,刘新福.基于压电陶瓷材料数控机床精密预紧系统研究[J].航空精密制造技术,2010,4.
Research on the Preload Technology of the Rolling Bearing for High Speed Spindle
LI Song-Hua,FENG Ming-Hao
(School of Traffic and Mechanical Engineering,Shenyang Jianzhu University,Shenyang Liaoning 110168,China)
High-performance motorized spindle has many important technologies,such as Precision spindle bearing technology,motor drive and control technology,lubrication and cooling technology,bearing preload technology,in which bearing preload is one of the key technologies.The preload technology of high speed spindle-bearing is one of the key factors for high-performance motorized spindle.In the article, the reasons and the present situation at home and abroad of the research on the preload in bearings is elaborated,the reseatch in our laboratory on the bearing preload force is also elaborated.
motor spindle;bearing-preload;piezoelectric actuators
TG68
:Adoi:10.3969/j.issn.1002-6673.2014.03.063
1002-6673(2014)03-165-04
2014-02-20
国家自然科学基金(51375317);辽宁省教育厅优秀人才项目(LJQ2011058)
李颂华(1977-),男,沈阳人,博士生,教授;研究方向:高速精密全陶瓷电主轴单元的设计与开发。 获国家发明专利三项,实用专利三项。出版高水平学术著作一部,在国内外重要期刊上发表论文四十余篇,其中被SCI收录五篇、EI收录十三篇;冯明昊(1988-),男,衡水人,硕士研究生。研究方向:高速主轴轴承预紧力智能调控的关键技术。已发表论文四篇。
猜你喜欢
防爆电机(2022年5期)2022-11-18 07:40:48
防爆电机(2022年4期)2022-08-17 05:59:50
制造技术与机床(2019年7期)2019-07-22 03:42:58
压电与声光(2019年1期)2019-02-22 09:46:06
铜仁学院学报(2018年6期)2018-07-05 09:47:40
电子制作(2018年2期)2018-04-18 07:13:36
制造技术与机床(2017年7期)2018-01-19 02:29:58
制造技术与机床(2017年8期)2017-11-27 02:10:11
浙江大学学报(工学版)(2016年11期)2016-06-05 09:21:06
振动、测试与诊断(2014年6期)2014-03-01 01:14:55