WRP/SBS热塑性弹性体性能的研究
2014-06-09 08:58:52王国志焦富强王艳秋刘琼琼
弹性体 2014年5期
姚 亮,王国志,焦富强,王艳秋,刘琼琼
(徐州工业职业技术学院,江苏 徐州 221140)
用废旧橡胶制品制成的废胶粉(WRP)与热塑性树脂共混制备的胶粉基热塑性弹性体是目前热塑性弹性体研究的热点之一[1],为解决橡胶“黑色”污染问题提供了一条有效的解决途径[2-5]。目前有报道的用于制备胶粉基热塑性弹性体的树脂材料主要有聚乙烯(PE)、聚丙烯(PP)、聚氯乙烯(PVC)、聚苯乙烯(PS)以及聚氨酯等[6],采用热塑性弹性体的有乙烯-辛烯共聚物(POE)[7]和PP/三元乙丙橡胶(EPDM)(TPV)[8],而采用苯乙烯-丁二烯-苯乙烯弹性体(SBS)的却鲜有报道。
本文采用简单共混法[2],制备了WRP/SBS 热塑性弹性,并对其加工性能和物理机械性能进行了研究。
1 实验部分
1.1 原料
SBS:YH-791(SBS 1301),巴陵石化有限责任公司;WRP:840 μm和420 μm,焦作市弘瑞橡胶有限责任公司;其它助剂均为市售。
1.2 仪器设备
双辊开炼机:SK-160,无锡市第一橡塑机械有限公司;平板硫化机:YXE-25,上海西玛伟力橡塑机械制造有限公司;转矩流变仪:XSS-300,上海科创橡塑机械设备有限公司;拉力机:AI-7000-GD,高铁科技股份有限公司;邵氏硬度计:LX-A,江都市真威试验机械有限公司;橡胶弹性机:GT-7042-RE,高铁检测仪器(东莞)有限公司。
1.3 试样制备
1.3.1 实验配方
实验配方(质量份)见表1。
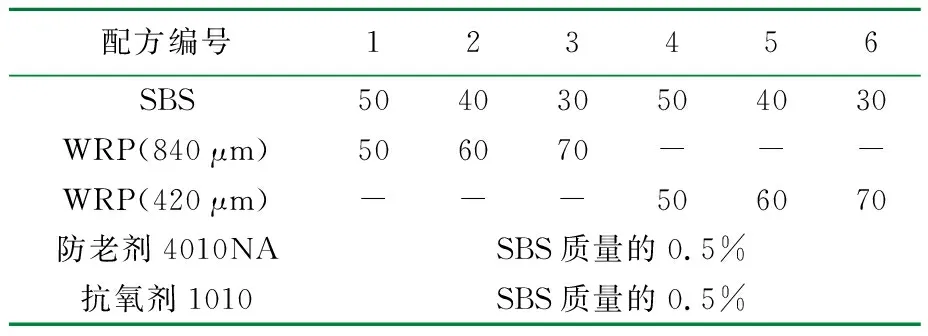
表1 实验配方
1.3.2 胶料制备
SBS/WRP母胶制备:首先将30份的SBS在高温开炼机上塑化(塑化温度130 ℃),塑化好后,加入防老剂4010NA(SBS质量的0.5%)和抗氧剂1010(SBS质量的0.5%)混合均匀,然后再加入70份WRP进行混合均匀,薄通5次,最后下片(2 mm厚)备用。
SBS/WRP混炼胶制备:根据配方将剩余的SBS在高温开炼机上塑化,塑化温度130 ℃,塑化好后,加入防老剂4010NA(SBS质量的0.5%)和抗氧剂1010(SBS质量的0.5%)混合均匀,然后再加入SBS/WRP母胶进行混合均匀,薄通5次,最后下片(2 mm厚)备用。
1.3.3 试样制备
首先将混炼胶装模,在平板硫化机上进行无压预热,预热温度150 ℃,预热时间10 min,然后继续在该平板硫化机上进行热压,热压温度150 ℃,热压压力10~15 MPa,热压时间10 min,最后在不加热的平板硫化机上冷却,冷却压力10~15 MPa,冷却到40 ℃以下开模,取出试样。
1.4 性能测试
按照GB/T 528—2009测定拉伸性能;按照GB/T 529—2008测定直角撕裂性能;按照GB/T 531.1—2008测定邵尔A硬度;按照GB/T 1681—2009测定橡胶的回弹性;按照GB/T 7759—1996 A型试样测定压变性能;采用XSS-300转矩流变仪测定流变性,测试温度190 ℃,转速30 r/min,时间1 800 s。
2 结果与讨论
2.1 WRP对WRP/SBS加工性能的影响
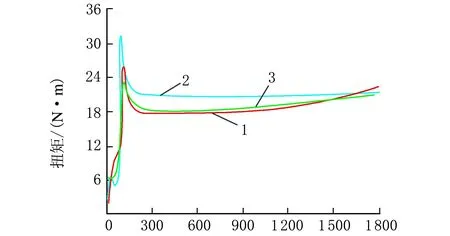
转矩流变仪是一种多功能流变学测试仪器,除了研究聚合物的流变学性能外,还可以间接地用来检验原材料、分析加工性能和进行质量控制等[9]。WRP对WRP/SBS流变性的影响如图1所示。
时间/s(a)

时间/s(b)

时间/s(c)

时间/s(d)
时间/s(e)
从图1可以看出,流变曲线都是经过了上升、下降、平稳、上升几个阶段,即反映了物料经过加压、熔融、稳定、交联等几个阶段[10]。从图1(a)、(b)中可以看出,随着WRP用量的增加,WRP/SBS平稳阶段的扭矩变大,流动性变差,但平稳阶段延长,尤其WRP/SBS质量比为70/30时;后期硫化曲线上升是交联所导致的,其原因考虑是WRP中含有未反应的交联剂与SBS产生了交联以及SBS本身的热交联作用,导致了体系粘度的上身。
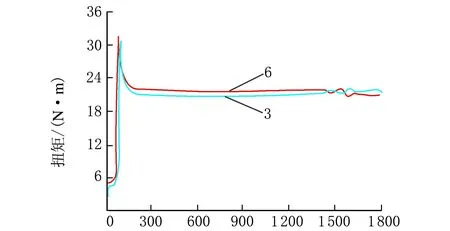
从图1(c)、(d)、(e)可以看出,WRP用量相同时,含有420 μm WRP的WRP/SBS平稳阶段扭矩更大,流动性更差,主要是因为WRP作为一种粉体材料,粒径越小比表面积越大,活性越高,因此与SBS的之间的作用力越大,因此流动性越差。
2.2 WRP对WRP/SBS物理机械性能的影响
2.2.1 WRP对WRP/SBS拉伸性能的影响
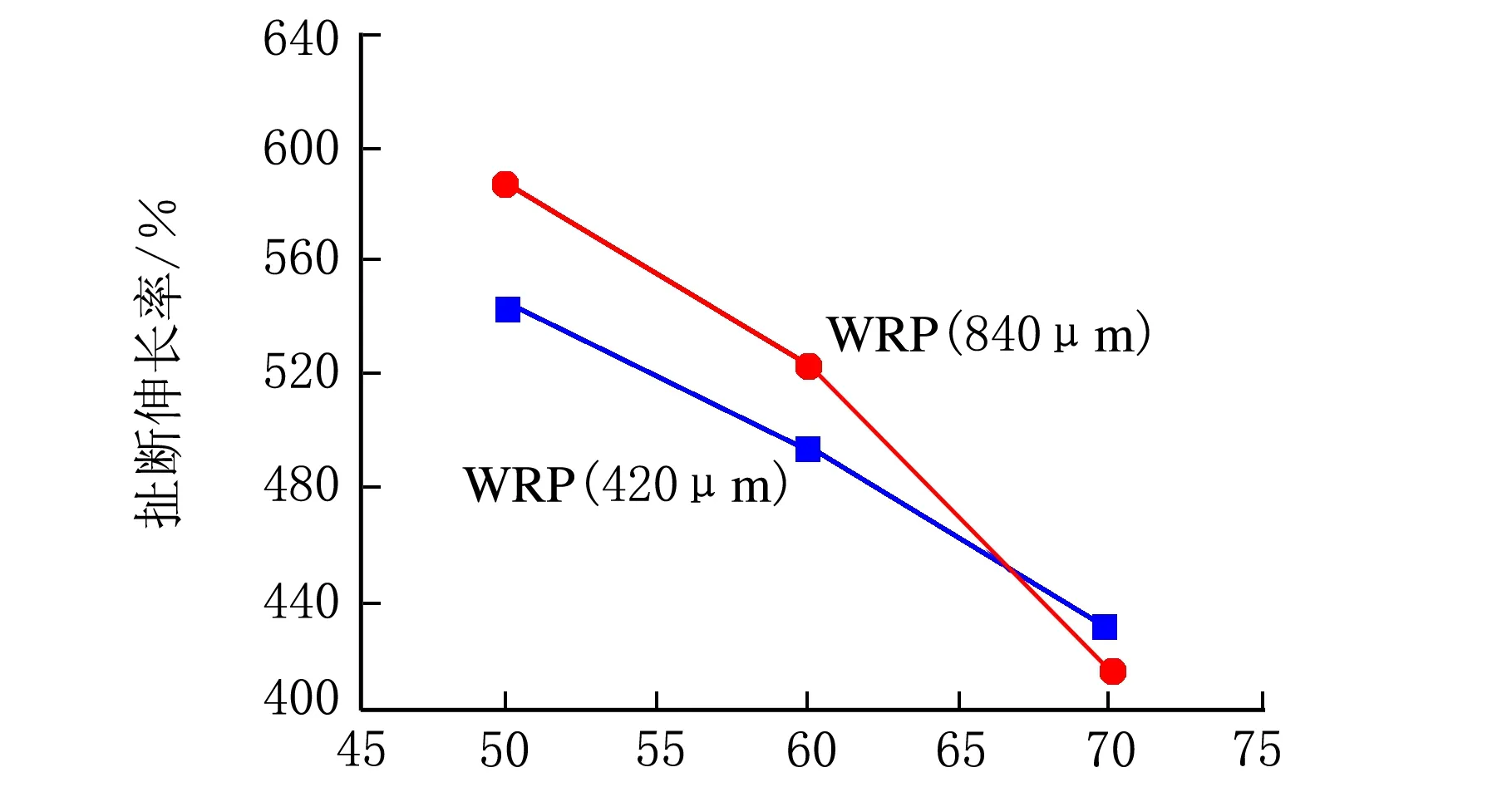
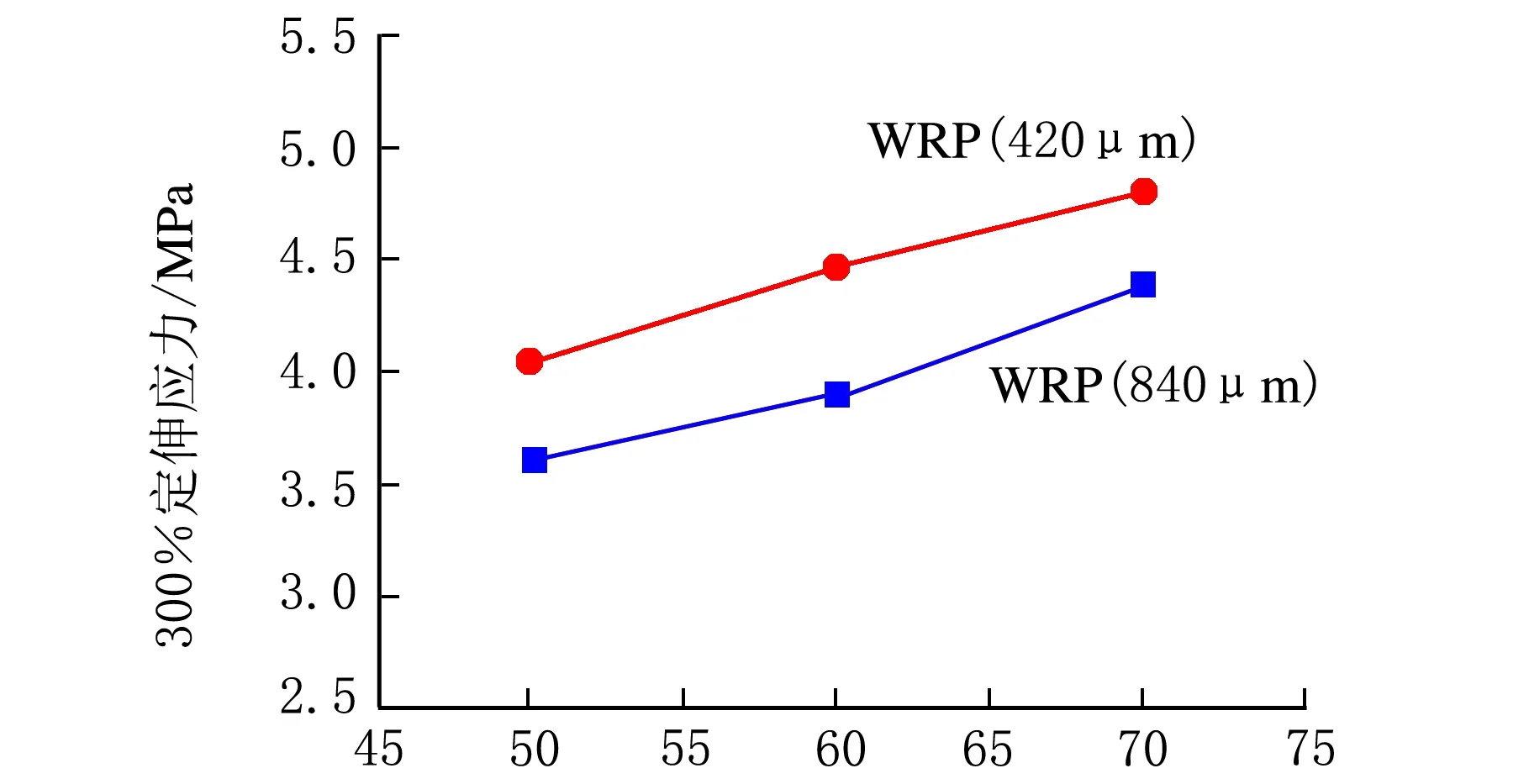
WRP对WRP/SBS拉伸性能的影响如图2所示。
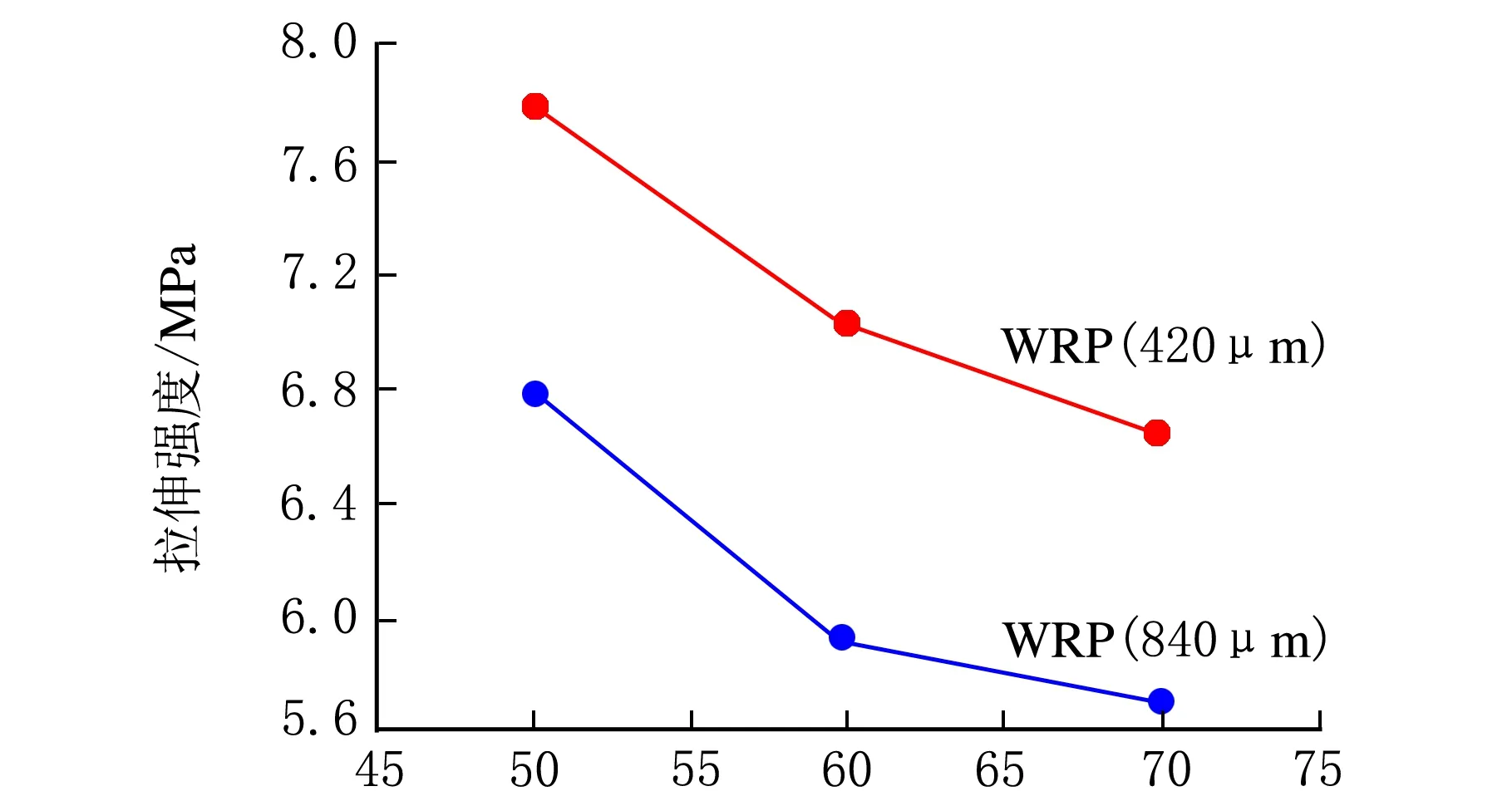
胶粉的用量/份(a)
胶粉的用量/份(b)
胶粉的用量/份(c)
WRP具有填料的特点,其对橡胶拉伸性能的影响与其用量和粒径等有着密切的关系。从图2中可以看出,随着WRP用量的增加,拉伸强度、扯断伸长率逐渐降低,300%定伸应力逐渐增大,420 μm的WRP由于粒径较小,因此其WRP/SBS拉伸强度和300%定伸应力相对较大。
2.2.2 WRP对WRP/SBS硬度的影响
WRP对WRP/SBS硬度的影响如图3所示。

胶粉的用量/份
通常硬度随着填料含量的增大而增大,但WRP是一种含有橡胶成分的特殊填料,因此其本身硬度对WRP/SBS有着较大的影响。从图3可以看出,硬度随着WRP用量的增加而降低,这是WRP的硬度小于SBS的缘故;与840 μm WRP相比,420 μm WRP的WRP/SBS硬度相对较大,这是由于填料的粒径越小,补强性越高所造成的。
2.2.3 WRP对WRP/SBS回弹性的影响
WRP对WRP/SBS回弹性的影响如图4所示。

胶粉的用量/份
WRP中含有炭黑等填料,因此WRP的含量越高,整个体系中的填料含量也越高,因此弹性会降低,从图4可以看到,随着WRP用量的增大,WRP/SBS回弹性逐渐下降;与840 μm WRP相比,420 μm WRP的WRP/SBS的回弹性相对较高。
2.2.4 WRP对WRP/SBS压变性能的影响
在压缩率为25%,时间为168 h,温度为室温的条件下测定WRP/SBS的压缩永久变形,测定结果如图5所示。
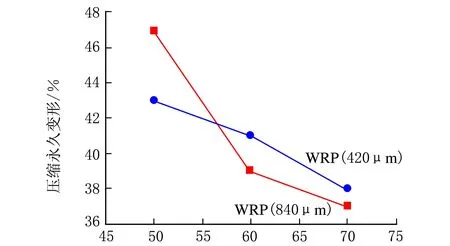
胶粉的用量/份
由于WRP具有交联结构,其抗压缩永久变形性能要优于线性的SBS,因此其含量越高,WRP/SBS压缩永久变形越小。由图5可以看出,随着WRP用量的增加,WRP/SBS的压缩永久变形值降低,即抗压缩变形性能提高;在WRP/SBS质量比为60/40和70/30时,含有840 μm WRP的WRP/SBS抗压缩变形性能较好。
3 结 论
(1) 在实验范围内,随着WRP用量的增加,胶料在平稳阶段的扭矩逐渐增大,胶料流动性逐渐降低。
(2) 拉伸强度、伸长率、硬度、回弹性和压缩永久变形随WRP用量的增加而降低,300%定伸应力随WRP用量增加而增加。
(3) 在WRP用量相同的情况下,与840 μm WRP相比,420 μm WRP的WRP/SBS具有更高的拉伸强度、300%定伸应力、硬度和回弹性,但流动性较差。
参 考 文 献:
[1] 郑庆余,张新星,卢灿辉,等.动态硫化制备高密度聚乙烯/脱硫轮胎胶粉热塑性弹性体[J].高分子材料科学与工程,2010,26(7):147-149.
[2] 吕智超,王仕峰,张勇,等.胶粉基热塑性弹性体的研究与进展[J].弹性体,2010,20(4):82-87.
[3] 邱清华,贾德民,郭宝春.胶粉的分析研究[J].弹性体,2002,12(4):47-49.
[4] 刘玉强,殷晓玲.胶粉的生产方法[J].弹性体,2001,11(3):40-43.
[5] 李亚楠,陈殿龙,范军领,等.基于废旧轮胎胶粉的热塑性弹性体的制备及发泡性能研究[J].弹性体,2013,23(5):23-28.
[6] 马斐,夏峥嵘,陈昌青,等.改性废旧胶粉的表征及在热塑性弹性体中的应用[J].高分子材料科学与工程,2010,26(6):96-99.
[7] 曾艳,商元元,裘文,等.WRP/POE新型热塑性弹性体的制备及性能[J].特种橡胶制品,2013,34(5):23-26.
[8] 余琳,卢珣,王学良,等.胶粉/聚烯烃类热塑性硫化胶共混材料的研究[J].弹性体,2010,20(3):34-40.
[9] 杜启玫,周持兴.哈克转矩流变仪在聚合物加工中的应用[J].实验室研究与探索,2004,23(7):46-47.
[10] 张怀志.转矩流变仪在高分子材料研究中的应用[J].炼油与化工,2007,18(1):32-35.
猜你喜欢
合成技术及应用(2023年4期)2024-01-10 09:20:28
橡塑技术与装备(2023年10期)2023-10-06 13:39:46
橡塑技术与装备(2023年8期)2023-08-15 11:48:10
橡塑技术与装备(2023年3期)2023-04-05 12:16:36
纺织科学研究(2021年6期)2021-12-02 20:32:56
中国塑料(2019年6期)2019-06-26 06:01:58
中国塑料(2016年2期)2016-06-15 20:30:00
石油化工(2015年9期)2015-08-15 00:43:05
现代纺织技术(2015年2期)2015-02-28 14:03:12
上海金属(2014年5期)2014-12-20 07:58:30