煤焦油分离与精制的研究进展
2014-06-07 05:57李艳红赵文波夏举佩刘庆新李国斌
石油化工 2014年7期
李艳红,赵文波,夏举佩,刘庆新,杨 荣,李国斌
(1. 昆明理工大学 化学工程学院,云南 昆明 650500;2. 云南云维集团大为制焦有限公司 焦油分厂, 云南 曲靖 655338)
煤焦油分离与精制的研究进展
李艳红1,赵文波1,夏举佩1,刘庆新2,杨 荣1,李国斌1
(1. 昆明理工大学 化学工程学院,云南 昆明 650500;2. 云南云维集团大为制焦有限公司 焦油分厂, 云南 曲靖 655338)
综述了煤焦油分离与精制的研究进展。重点介绍了煤焦油脱水速率模型及蒸馏,酚类、盐基化合物和洗油的分离与精制,工业萘及精萘的生产,蒽油制取优质新型沥青,煤焦油加氢的研究进展和工艺现状,并对各种分离工艺进行了分析与比较。还介绍了近年出现的新型煤焦油分离技术,如粗酚加压分解工艺和溶剂提纯工业萘。对煤焦油分离与精制的研究及发展方向进行了分析和展望,指出萃取和膜分离是盐基化合物提取的发展方向,蒽油制取优质新型沥青是国外研究热点,煤焦油加氢是提高煤焦油附加值的重要方法。
煤焦油;分离;精制;萘;蒽油;沥青
世界年产煤焦油为18~20 Mt,我国年产煤焦油为12.0~12.5 Mt。煤焦油的组成和性质取决于原煤和加工工艺,主要由2~15元环的芳香烃化合物组成,与煤直接液化油相比,煤焦油的杂环化合物含量更高[1]。
煤焦油的平均相对分子质量增大时,杂环化合物含量增加,沥青中杂环化合物含量(w)约占10%~15%。煤焦油的相对分子质量分布较宽,相对分子质量从几十到几千,甚至达上万的化合物也已经被发现。煤焦油中相对分子质量达12 000的化合物不具有类石墨的芳香烃结构,而是小分子化合物通过呋喃、噻吩和吡咯结构的桥键交联形成的超大分子化合物[2]。煤焦油中元素的质量组成为:C 90%~93%,H 5%~6%,N 0.6%~1.2%,O 1.5%~2%,S 0.6%~1%;一般采用多种分析技术研究其组成[3]。
煤焦油的利用主要有3种方式:分离为化学品、直接燃烧和提质加工(催化裂解和热裂解、焦油重整和加氢)[3],从高温煤焦油中提取的多环芳香烃化合物(如喹啉)是石油工业无法替代的。一般通过精馏将煤焦油切割成轻油、酚油、萘油、洗油、蒽油、沥青,然后再分别加工。
本文综述了近年来煤焦油的分离与精制,以及酚油、萘油、洗油、蒽油分离与精制的研究进展,以期望促进我国煤焦油加工技术的进步。
1 煤焦油脱水和蒸馏
1.1 煤焦油脱水
工业上常用的脱水方法有蒸馏脱水、离心过滤脱水、热处理脱水和使用破乳剂脱水。由于采用破乳剂不易实现稳定操作,所以破乳剂脱水应用得较少。微波脱水、电脱水等脱水技术尚处于研发阶段,王军策等[4]给出了煤焦油电场脱水的动力学模型。国内多采用加热静置脱水和超级离心机脱水、脱渣,国外有采用轻油共沸脱水和加压热处理脱水。
热处理脱水先破坏分散相水滴的稳定性,然后通过加速水滴的移动和加热来改变水滴的物理性质,造成肉眼可见的水相到有机相的逆流传递,其中破乳非常关键。破乳通过连续或同时发生的絮凝、毛细现象、合并和分层等实现。絮凝和合并过程可采用碰撞模型进行模拟,幂函数模型能解释个别的恒温脱水现象。Yun等[5]采用加压反应釜研究热处理脱水的影响因素,他们发现热处理脱水存在一个诱导期,在诱导期内破乳过程能被热运动(如碰撞、絮凝、毛细现象和合并等)加速;温度升高脱水速率增大;额外加压(即过饱和)时不利于脱水,饱和状态下更有利于脱水,轻组分(如萘)的蒸发会影响脱水。将后续工序产生的轻组分循环到含水的焦油中对脱水有利。Yun等[5]关联了水分散相的破坏和增长过程,给出了两个用于工程设计的脱水速率模型:
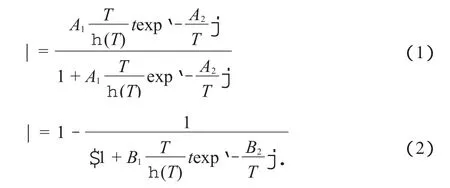
式中,χ为脱水率;A1,A2,B1,B2为模型参数;t为时间;η(T)为黏度的温度函数。
1.2 煤焦油蒸馏及模拟
煤焦油蒸馏是煤焦油加工工艺的源头,国内多采用常压一塔式蒸馏,单套规模多为200 kt/a。国内的煤焦油蒸馏陆续引进了国外的几种蒸馏工艺,如Rutger公司、Koppers公司和法国IRH工程公司的蒸馏工艺。山西焦化股份有限公司引进了法国IRH工程公司300 kt/a的煤焦油蒸馏工艺,该工艺采用后脱盐,沥青中的氯离子含量低。法国IRH工程公司的改质沥青生产工艺也比较有特色,采用管式炉连续循环加热技术,解决了釜式炉加热不均匀局部过热结焦或产生中间相的问题[6]。中冶焦耐工程技术有限公司开发的单套规模500 kt/a的煤焦油蒸馏工艺,蒸馏塔底采用油循环加热,不需要通入直接蒸汽,含酚废水少,煤焦油脱水用导热油替代蒸汽加热,减少了冷凝水的排量[7]。
煤焦油蒸馏的模拟是研究热点,张初永等[8-9]采用虚拟组分法模拟了一塔式焦油蒸馏工艺和减压蒸馏工艺。王立成[10]模拟了二塔式焦油蒸馏工艺,模拟时轻组分可以定义,采用减压渣油来代替煤焦油沥青。高明杰等[11]模拟了法国IRH工程公司、考伯斯和吕特格式煤焦油蒸馏工艺,轻组分选取25种质量分数大于0.02%的真实组分,沥青采用实沸点数据进行回归预测转化成虚拟组分。
2 粗酚提取与精制
煤焦油脱酚多采用氢氧化钠溶液碱洗产生酚盐,再用CO2或H2SO4分解酚盐得到酚,常压操作。Linek等[12]测定了CO2加压分解酚盐的吸收速率,并与实际生产的分解塔的局部吸收速率一致,设计中采用沿塔高将局部吸收速率进行积分。生产中往一号分解塔的二段加入苯,以改善粗酚和碳酸钠溶液的分离效果,二号分解塔注入微量水以防止碳酸氢钠结晶。
粗酚精制多采用多塔精馏操作,工艺过程和操作都比较复杂。白效言等[13]对低温热解煤焦油粗酚精馏进行模拟研究,粗酚精制采用四塔流程,得到的精馏工艺参数可以为精馏实验和设计过程提供参考。低温煤焦油酸性组分中的主要成分为苯酚、C1~4烷基取代苯酚和C0~2烷基取代萘酚,从低温煤焦油中性组分中提取的2,6-二甲基萘具有很好的应用价值[14]。
3 洗油分离与精制
3.1 提取盐基化合物
洗油是煤焦油蒸馏时230~300 ℃的馏分。Egashira等[15]以甲醇水溶液为萃取剂,分离洗油中的含氮物质。由于含氮杂环化合物的分配系数高于洗油中其他物质,从而被优先萃取到甲醇水溶液中,传质系数随萃取连续相的流率增大而增加,传质阻力主要存在于连续相中。对萃取相采用间歇精馏的方法进行分离,甲醇从塔顶镏出,塔釜为不互溶的焦油盐基相和水相,相分离后水相作为萃取剂循环使用[16-17]。在甲醇水溶液中增加三氯化铝的含量能提高喹啉和异喹啉的分配系数和选择性,对吲哚则没有影响。
Sakanishi等[18]将Al2(SO4)3负载在硅胶上作为吸附剂,超临界CO2作洗提液并与甲基萘油混合后,通过由吸附剂构成的固定床,喹啉和异喹啉被选择性吸附;将作夹带剂的四氢呋喃和超临界CO2混合,回收被吸附的含氮化合物的同时吸附剂被再生。Kim等[19]采用油/水/油液膜分离技术,研究了从煤焦油模型化合物(由吲哚、喹啉、异喹啉、2-甲基喹啉、1-甲基萘、2-甲基萘、二甲基萘、联苯、二苯醚组成)中分离焦油盐基化合物。皂草苷水溶液和正庚烷作为液膜和外层的油相,煤焦油作为内层油相,并与甲醇萃取分离做了比较。液膜分离优于甲醇萃取,但液膜分离不能分离同分异构体,分离效果大小的顺序为:喹啉>异喹啉=2-甲基喹啉>吲哚。将离子液体或1,3-丁二醇引入液膜中能显著提高分离效果。
3.2 洗油提取吲哚
Kim等[20]研究了从煤焦油模型化合物中萃取分离含氮化合物(特别是吲哚),实验对比了8种萃取剂,认为甲酰胺水溶液是最佳萃取剂,并详细考察了最佳的萃取条件。Sakanishi等[21]采用连续超临界CO2萃取-固定床阴离子树脂吸附耦合技术分离甲基萘馏分中的吲哚,吸附剂为阴离子交换树脂。吲哚在超临界CO2的影响下凭借弱酸—NH基团或库仑力被选择性吸附在阴离子树脂上。被吸附的吲哚在微量甲醇夹带剂下被超临界CO2分离。Yamamoto等[22]将质量组成为吲哚69.2%、1-甲基萘11.2%、2-甲基萘13.4%、2-甲基喹啉1.2%和联苯5%的混合液,在200 MPa、50 ℃条件下结晶,通过连续降压和发汗可制得纯度为99.5%的高纯吲哚。舒歌平等[23]研究了用间硝基苯甲酸法从煤焦油中提取 2,6-二甲基萘的反应条件和机理。Belousova等[24]以热力学-拓扑学为手段研究了洗油馏分的共沸现象,分别给出了含酚和碱性化合物、含碱性化合物但不含酚、不含碱性化合物和酚的分离序列,当碱性化合物和酚分离后的含酚馏分通过普通精馏很难分离,见图1。
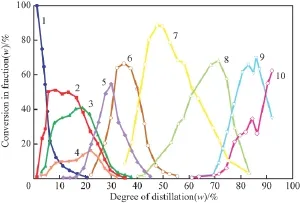
图1 不含碱性化合物和酚的洗油馏分的蒸馏曲线[24]Fig.1 Distribution of components in the rectif cation of absorber oil fraction in coal tar without phenols and basic compounds[24].1 Naphthalene;2 2-Methylnaphthalene;3 1-Methylnaphthalene;4 Indole;5 Diphenyl;6 Dimethylnaphthalene;7 Acenaphthene;8 Dibenzofuran;9 Fluorene;10 Unidentif ed components
4 工业萘及精萘的生产
煤焦油中萘的含量(w)约为10%~12%,在美国和欧洲绝大部分的工业萘来源于煤焦油。国内多采用双炉双塔工艺生产含量不低于95%(w)的工业萘,其杂质主要是杂环硫化合物。采用催化加氢和溶剂结晶可制得纯度分别为99.6%,99.9%的精萘。结晶分为溶剂结晶和熔融结晶,溶剂结晶操作温度低,产品纯度高,缺点是溶剂处理麻烦;熔融结晶优点是不需要溶剂,由于硫茚和萘形成固熔体,熔融结晶提纯的纯度有限。Kim等[25]考察了甲醇溶剂结晶和熔融结晶的优缺点,并获得了结晶速率与过饱和度的定量关系;有效分配系数随冷凝速率和过饱和度的下降而下降,过饱和度又取决于冷凝速率,控制冷凝速率和过冷度可获得纯度为99.9%的精萘,通过精馏回收甲醇萃取剂;多步熔融结晶能获得纯度为99%的精萘。但结晶操作能耗高,甲醇和乙醇萃取制取精萘时需萃取多次,生产成本高。催化加氢制得纯度为99.6%的精萘,其中杂质主要是四氢化萘及其衍生物,在120~150 ℃下储存24 h会出现褐色杂质,不能用于高端药物的合成。Azpiroz等[26]采用磷酸和乙酸萃取99.6%(w)的精萘,生产超高纯度精萘,由于磷酸萃取时萃取剂回收困难,且萃取效果低于乙酸,故认为乙酸作为萃取剂较合适,且可通过精馏回收萃取剂。
5 蒽油加工
5.1 粗蒽的分离和精制
蒽油是煤焦油蒸馏时300~360 ℃的馏分,约占煤焦油质量的30%,主要由2~4元环的芳香烃化合物构成,其中,菲、蒽、芴、荧蒽、芘约占蒽油质量的50%。蒽油和软沥青可配制成重质燃料油或用作炭黑原料油,是目前蒽油的主要利用途径。蒽油是共沸-共熔的混合物,不易分离。只有少数厂家经冷却、结晶和离心分离制粗蒽,再制精蒽。提高蒽油的加工水平和开发高附加值产品,对提高煤焦油加工的经济效益至关重要。
德国吕格特公司采用减压蒸馏-苯乙酮洗涤结晶法加工蒽油,是世界上技术最先进、规模最大的蒽油加工公司之一。山西晋丰化工厂的溶剂和蒸发相结合的工艺是国内比较先进的自主研发的蒽油加工工艺。宝钢引进的蒽油加工BEFS工艺,采用结晶减压蒸馏相结合的技术,是目前国内最先进的蒽油加工工艺[27]。Pavlovich等[28]研究了采用精馏技术从蒽油中提取蒽的工艺,认为最好的方法是先精馏分离得到蒽-菲混合物,然后富集芴和咔唑的馏分,再对蒽-菲混合物、芴和咔唑分别加工。蒽油中所含有的高沸点酚和盐基化合物有利于采用精馏进行分离。Esmaeilzadeh等[29]认为采用超临界CO2能从蒽油中分离菲。Gaile等[30]认为采用N-甲基吡咯烷酮法两段萃取固化工艺可较好地分离蒽油,以粗蒽为原料,N-甲基吡咯烷酮为溶剂,进行溶剂萃取,粗蒽中的咔唑和菲与溶剂形成液体复合物,从而与蒽分离;离心分离后的固相用甲醇洗涤,得到高纯的精蒽。
5.2 蒽油加氢
中国石化抚顺石油化工研究院开发了蒽油加氢工艺[31],用加氢精制催化剂和加氢改质催化剂,经加氢精制-分离-加氢改质得到柴油馏分;然后用加氢精制催化剂和裂化催化剂,采用一段串联加氢裂化工艺对蒽油进行加氢精制[32],通过加氢开环和烷烃异构化反应,165~340 ℃的馏分油收率达89.4%,硫含量低于87 μg/g,主要质量指标达到轻柴油的标准要求,可作为柴油混兑组分,但仅进行了实验室小试。
Pinilla等[33]采用负载型Pd纳米催化剂进行蒽加氢实验,催化剂活性和选择性高,且不存在开环反应和裂解反应,反应路径见图2,但没有进行蒽油的加氢实验。Liano等[34]以赤泥和活化的赤泥为催化剂对蒽油进行加氢,氢化后的蒽油可用作煤液化的供氢溶剂。
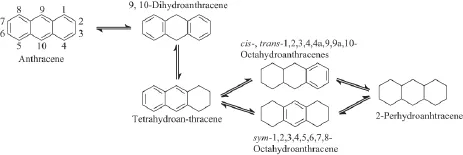
图2 蒽加氢反应机理[33]Fig.2 Reaction mechanism for the hydrogenation of anthracene[33].
5.3 蒽油制取优质新型沥青
蒽油通过聚合和缩合反应,制取低灰、低硫、低钠离子和低苯并芘含量的新型优质沥青,作为针状焦或碳纤维的原料,在国内还未引起重视。蒽油制沥青的方法主要有路易斯酸型催化剂(如BF3/HF和AlCl3)催化聚合、硫聚合[35]和空气氧化聚合。BF3/HF为催化剂的优点是通过精馏操作容易除去催化剂,但催化剂价格和设备投资都较高,导致产品成本高;AlCl3价格便宜,但需解决催化剂不易回收和污染沥青的缺点。
5.3.1 催化聚合及硫聚合
Fernandez等[36]研究结果表明,反应温度和催化剂用量是催化聚合的主要影响因素,当催化剂用量低于3%(w)、反应温度低于100 ℃时,蒽油聚合速率极慢。碳收率随AlCl3用量和反应时间的延长而增加,AlCl3在沥青热解时起催化作用,沥青焦具有各相异性,强度略低于煤焦油沥青焦,反应性类似。AlCl3作催化剂时,蒽油的聚合反应为非脱氢聚合。蒽、咔唑的反应性最强,芴、苯并芴和菲的反应性最差。
硫聚合时,可能存在连续缩合反应,催化剂用量是硫聚合的主要影响因素,而反应温度的影响不太明显;蒽油不同组分的硫化机理不同,具有亚甲基桥键和部分氢化原子的芳香烃(如二氢化蒽、苊、芴)反应性最强,杂原子芳香烃次之,约占蒽油含量50%(w)左右的蒽、菲、荧蒽、苯并蒽、芘的反应性最差[37]。
5.3.2 空气氧化聚合
蒽油空气氧化制沥青,原料价廉,工艺简单,经济性好。Alvarez等[38]采取空气热氧化—惰性气体热处理—蒸馏工艺,制备苯并芘含量较低的沥青,是制备无喹啉不溶物、无金属元素中间相的优质碳前体,非常适合制备针状焦和碳纤维。
Fernandez等[39]认为蒽油的空气氧化聚合的控制步骤是扩散反应,反应温度是影响沥青质量的主要因素,反应温度可能改变聚合反应的路径。具有亚甲基桥键的化合物(苊、芴、苯并芴、环戊烯菲)反应性最强,四元环的芘、苯并蒽、荧蒽反应性一般,蒽和菲的反应性最弱。相同条件下,蒽油空气聚合速率低于硫聚合速率。蒽油氧化产品的热解残渣(R350)和残炭率(CY)具有很好的线性关系,R350、CY、甲苯不溶物(TI)值越高,焦的光学显微组织越小,但还不能根据R350,CY,TI值预测焦的光学显微组织,需要做进一步的研究[40]。
Bermejo 等[41]认为蒽油AlCl3催化聚合、硫聚合和空气氧化聚合的反应机理各不同,反应程度越高,沥青质量越差,控制反应程度对控制沥青质量非常关键。硫聚合和空气氧化聚合时,首先是低相对分子质量组分和空气发生反应,产物再反复聚合,形成中等和比较大的聚合体。发生反应的相对分子质量范围取决于空气氧化的程度,芳香环上有亚甲基的物质(如芴),反应性最强;AlCl3为催化剂时,反应程度更彻底,主要形成中等程度的聚合物,具有蒽结构的物质反应性最强。
6 煤焦油加氢
低中温煤焦油中酚的含量较高。低中温煤焦油加工工艺主要可分为精细化工路线和加氢路线。精细化工路线是逐级分离煤焦油所含组分,主要产品是酚、甲酚、二甲酚等。加氢工艺是目前国内低中温煤焦油深加工的主要工艺路线。
姚磊[42]对煤焦油加氢的原理进行了综述。煤焦油加氢工艺主要分为加氢精制工艺、延迟焦化-加氢联合工艺、固态床加氢裂化工艺和悬浮床加氢裂化工艺,各种加氢工艺都具有特定的适用性[43-45],沸腾床—固定床或悬浮床—固定床组合加氢技术适用于较大规模的集约化生产。煤焦油全馏分加氢和延迟焦化改质后加氢等工艺,但没有考虑将低温煤焦油中相对富集的高附加值酚、萘等提取出来,从而造成资源的浪费[46]。
刘宗宽等[47]探讨了适于煤焦油的加氢催化剂,认为防止催化剂的中毒、积碳、失活,协调各种催化剂同步失活,对整个装置运行周期的延长非常关键。马伟等[48]研究了中低温煤焦油加氢脱金属的动力学方程。代飞等[49]给出了煤焦油加氢裂化五集总(煤焦油、汽油、柴油、气体、焦炭)动力学模型。
Kusy等[50]研究了BASF0852Co-Mo催化剂加氢褐煤焦油的有机相、水相和反应气体的组成。Wang等[51]采用浸渍法制得的W-Mo-Ni/γ-Al2O3催化剂进行了中温煤焦油加氢,煤焦油的转化率为97%;汽油中硫和氮的质量含量分别为69.2×10-6和1.1×10-6,汽油辛烷值(RON)为92.3,抗爆指数为91.4;柴油中硫和氮的质量含量分别为68.1×10-6和0.8×10-6,十六烷值为56.5,凝点为-3.6 ℃。Kan等[52]采用MoNi/γ-Al2O3和WNiPγ-Al2O3催化剂将中温煤焦油进行两段加氢,硫和氮的质量含量分别降至小于10×10-6和50×10-6。Tang等[53]采用MoNiWP/Al2O3催化剂将低温煤焦油加氢,酚转化成环烷烃和烷基苯,反应机理见图3,加氢后的油品需进一步加工。Li等[54]采用商业Ni-Mo/γ-Al2O3催化剂在滴流床反应器中进行低温煤焦油加氢,考察了温度、氢压和空速对油品质量的影响,得到的汽油RON仅为75,需要进行催化重整或调和,得到的柴油符合要求,杂原子含量高的渣油可作为加氢裂化的原料。
目前高温煤焦油的利用形式主要是从中提取苯、酚、萘、沥青等化工原料,发展趋势是进行加氢处理,加氢精制和加氢裂化两段工艺[55]具有技术优势。高温煤焦油加氢要脱除含硫、含氮和含氧化合物等杂质,使多环芳烃饱和、开环、再饱和。雷雨辰等[56]给出了煤焦油加氢脱金属、脱硫、脱氮反应的动力学模型,加氢精制催化剂适宜的级配比例。高温煤焦油中含有的大量稠环芳烃、不饱和烯烃、酚类化合物在受热条件下极易缩合,采用常规加氢手段进行加氢处理时,存在加氢催化剂易结焦失活、 床层压差上升快、 装置运行周期短等问题。燕京等[57]采用加氢保护剂、加氢脱金属催化剂、加氢精制催化剂、缓和加氢裂化催化剂组成的级配方式对高温煤焦油进行加氢改质,最佳工艺条件为:压力12.0 MPa、温度380 ℃、氢与油体积比1 800∶1、液态空速0.28 h-1,但存在汽油RON和柴油十六烷值较低的问题。Gu等[58]认为汽油作为超临界溶剂更适合高温煤焦油和低温煤焦油加氢的轻质化,催化剂采用Ni-Mo-Pd-Y分子筛催化剂。在建与规划中的煤焦油加氢生产能力已远大于煤焦油的供给,企业在上新项目时,应充分论证煤焦油的供应及其价格可能上升带来的风险[59]。
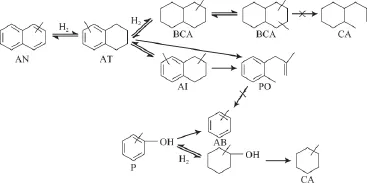
图3 煤焦油中的主要化合物在MoNiWP/Al2O3催化剂上的反应机理[53]Fig.3 Reaction scheme of main compounds in coal tar distillate over MoNiWP/Al2O3[53].AN:alkyl-naphthalenes(naphthalene, alkyl-naphthalenes with C11-13); AT:alkyl-tetrahydronaphthalene;BCA:bicyclic alkanes (decalins,methyldecalins,octahydro-1H-indene,methyl octahydro-1H-indene);CA:cycloalkanes(cycloalkanes with C7-11);AI:biphenyls(biphalkyl-1H-indane);PO:phenyl olef ns;P:phenols(cresol,dimethylphenol,trimethylphenol);AB:alkylbenzenes(alkyl-benzenes with C7-11).
7 结语
蒽油制取低灰、低喹啉不溶物、低硫、低钠离子的新型优质沥青,作为针状焦或碳纤维的原料,是提高蒽油附加值的重要方法,国内应加强这方面的研究。对蒽油催化聚合的机理了解还很少,需深入研究催化剂选用、催化剂用量、反应时间、反应程度等对沥青性质的影响。蒽油空气聚合时各组分与空气的反应机理,以及各组分之间的相互作用还有待研究,如何解决占据蒽油组成较多的蒽和菲的反应速率过慢的问题应该引起足够的重视。
煤焦油提取化工产品,需要走大型化、集中化、精细化路线,我国在这方面与发达国家差距还很大,应组织科研和生产部门技术攻关。煤焦油加氢生产油品还需要根据煤焦油的组成和性质,进行工艺优化和开发活性高、周期长的催化剂,煤焦油加氢制取油品可借鉴炼油的工艺技术。焦油渣可配煤炼焦或用作型煤的黏结剂,也可用作制取活性炭、沥青渣可配燃料油和生产节能材料泡沫炭。煤焦油洗油和脱晶蒽油相混合,可用作煤直接液化的溶剂。煤焦油在超临界水或甲醇中的轻质化等技术都值得关注。
[1] 李艳红,马啸华,杨荣,等. 煤焦油热力学性质的研究进展[J]. 煤化工,2012(6):18 - 21.
[2] Zander M. Aspects of Coal Tar Chemistry:A Review[J]. Polycycl Aromat Comp,1995,7(4):209 - 221.
[3] Li Chunshan,Suzuki K. Resources,Properties and Utilization of Tar[J]. Resour Conserv Recy,2010,54(11):905 - 915.
[4] 王军策,李 冬,李稳宏,等. 煤焦油在电场中的脱水动力学研究[J]. 石油化工,2012,41(5):533 - 538.
[5] Yun Sei-Hun,Kim Chul,Kim Yeong-Cheol,et al. Dewatering of Coal Tar by Heat Treatment[J]. Energy Fuels,1999,13(2):459 - 464.
[6] 闫修瑾. 普罗阿伯德(PROABD(R))技术在煤焦油加工的应用[C]//中国炼焦行业协会五届一次理事大会论文集. 北京:中国炼焦行业协会五届一次理事大会,2009:260 - 265.
[7] 肖瑾,姜秋,叶煌. 煤焦油蒸馏工艺的选择[J]. 燃料与化工,2011,42(2):50 - 53.
[8] 张初永. 斜孔-浮阀复合塔板在攀钢焦油蒸馏系统扩能改造中的应用[D]. 成都:四川大学,2004.
[9] 汪旭. 煤焦油蒸馏系统的过程模拟与扩产改造研究[D]. 上海:同济大学,2005.
[10] 王立成. 煤焦油精制过程的模拟研究[D]. 天津:天津大学,2007.
[11] 高明杰,孙晓艳,李春山,等. 煤焦油分离过程模拟与优化[J]. 计算机与应用化学,2011,28(6):689 - 693.
[12] Linek V,Sinkule J,Moucha T. Laboratory Differential Simulation Design Method of Pressure Absorbers for Carbonization of Phenolate Solution by Carbon Dioxide in Coal-Tar Processing[J]. Chem Eng Process,2009,48(1):569 - 575.
[13] 白效言,曲思建,王利斌,等. 低温热解煤焦油粗酚精馏的初步研究与模拟计算[J]. 煤炭学报,2011,36(4):659 - 663.
[14] 潘晓磊,杜开欢,王胜春. 不同沉积环境煤的低温煤焦油的性质表征[J]. 石油化工,2011,40(7):785 - 789.
[15] Egashira R,Saito J. Solvent Extraction of Coal Tar Absorption Oil with Continuous Countercurrent Spray Column[J]. J Jpn Pet Inst,2007,50(4):218 - 226.
[16] Salim C,Egashira R. Separation of Coal Tar Distillate by Solvent Extraction:Separation of Extract Phase Using Distillation[J]. J Jpn Pet Inst,2006,49(6):326 - 334.
[17] Salim C,Saito J,Egashira R. Separation of Coal Tar Fractions by Solvent Extraction:Extractant/Solvent Separation bySecondary Extraction[J]. J Jpn Pet Inst,2005,48(1):60 - 66.
[18] Sakanishi K,Obata H,Mochida I,et al. Removal and Recovery of Quinoline Bases from Methylnaphthalene Oil in a Semicontinuous Supercritical CO2Separation Apparatus with a Fixed Bed of Supported Aluminum Sulfate[J]. Ind Eng Chem Res,1995,34(11):4118 - 4121.
[19] Kim S J,Kang H C,Kim Y S,et al. Liquid Membrane Permeation of Nitrogen Heterocyclic Compounds Contained in Model Coal Tar Fraction[J]. Bull Korean Chem Soc,2010,31(5):1143 - 1148.
[20] Kim S J,Chun Y J. Separation of Nitrogen Heterocyclic Compounds from Model Moal Tar Fraction by Solvent Extraction[J]. Sep Sci Technol,2005,40(10):2095 - 2109.
[21] Sakanishi K,Obata H,Mochida I,et al. Capture and Recovery of Indole from Methylnaphthalene Oil in a Continuous Supercritical CO2Extraction Apparatus over a Fixed Bed of Anion-Exchange Resin[J]. Ind Eng Chem Res,1996,35(1):335 - 337.
[22] Yamamoto Y,Sato Y,Ebina T,et al. Separation of High Purity Indole from Coal Tar by High Pressure Crystallization[J]. Fuel,1991,70(4):565 - 566.
[23] 舒歌平,陈鹏,李文博,等. 从煤焦油中提取2,6-二甲基萘的机理研究[J]. 煤炭学报,1999,24(2):189 - 193.
[24] Belousova O A,Pavlovich O N. Study of Separation of the Absorptive Fraction of Coal Tar as Polyazeotropic Mixture[J]. Coke Chem,2011,54(8):297 - 298.
[25] Kim K J,Kim J W,Chae J S,et al. Purif cation of Naphthalene from Coal Tar Distillate by Solution and Melt Crystallizations[J]. Sep Sci Technol,2003,38(11):2407 - 2424.
[26] Azpiroz G,Blanco C G,Banciella C. The Use of Solvents for Purifying Industrial Naphthalene from Coal Tar Distilled Oils[J]. Fuel Process Technol,2006,89(2):111 - 117.
[27] 何选明,陈康,吴梁森,等. 蒽油加工及分离技术研究进展[J].现代化工, 2013, 33(3): 17-20.
[28] Pavlovich O N,Belousova O A. Separation of the Anthracene Fraction of Coal Tar Study of as a Polyazeotropic Mixture[J]. Coke Chem,2012,55(2):73 - 75.
[29] Esmaeilzadeh F,Goodarznia I. Separation of Phenantrene from Anthracene Oil Using Supercritical Carbon Dioxide[J]. Chem Eng Technol,2005,28(1):106 - 109.
[30] Gaile A,Koldobskaya L L,Subbotin D I,et al. Deposition of Enriched Anthracene from the Anthracene Fraction of Coal Tar by Extractive Solidif cation with N-Methylpyrrolidone[J]. Coke Chem,2010,53(9):349 - 352.
[31] 许杰,刘平,王立言. 蒽油加氢转化为轻质燃料油技术研究[J]. 煤化工,2008(5):21 - 24.
[32] 赵桂芳,姚春雷,全辉. 蒽油加氢改质研究[J]. 当代化工,2008,37(4):341 - 343.
[33] Pinilla J L,García A B,Philippot K,et al. Carbon-Supported Pd Nanoparticles as Catalysts for Anthracene Hydrogenation[J]. Fuel,2014,116(1):729 - 735.
[34] Liano J J,Rosal R,Sastre H,et al. Catalytic Hydrogenation of Anthracene Oil with Red Mud[J]. Fuel,1994,73(5):688 - 694.
[35] Alvarez P,Grand M,Sutil L,et al. Characterization and Pyrolysis Behavior of Novel Anthracene Oil Derivatives[J]. Energy Fuels,2008,22(6):4077 - 4086.
[36] Fernandez A L,Granda M,Bermejo J,et al. Catalytic Polymerization of Anthracene Oil with Aluminium Trichloride[J]. Carbon,1999,37(8):1247 - 1255.
[37] Fernandez AL,Granda M,Bermejo J,et al. Carbon Precursors from Anthracene Oil:Insight into the Reactions of Anthracene Oil with Sulfur[J]. Energy Fuels,1998,12(5):949 - 957.
[38] Alvarez P,Granda M,Sutil J,et al. Preparation of Low Toxicity Pitches by Thermal Oxidative Condensation of Anthracene Oil[J]. Environ Sci Technol,2009,43(21):8126 - 8132.
[39] Fernandez A L,Granda M,Bermejo J,et al. Air-Blowing of Anthracene Oil for Carbon Precursors[J]. Carbon,2000,38(9):1315 - 1322.
[40] Bermejo J,Fernandez A L,Granda M,et al. Study of the Polymerization of Anthracene Oil with AlCl3by Chromatography and Related Techniques[J]. J Chromatogr A,2001,919(2):255 - 266.
[41] Bermejo J Menendez R,Fernandez AL,et al. A Comparative Study of the Composition of Anthracene Oil Polymerized by Different Treatments[J]. Fuel,2001,80(15):2155 - 2162.
[42] 姚磊. 煤焦油加氢技术的工业应用及前景[J]. 广州化工,2012,40(16):36 - 38.
[43] 侯沛,唐凤金,卢红波. 中低温煤焦油加氢工艺技术概述[J]. 化肥设计,2011,49(5):12 - 15.
[44] 张晓静. 中低温煤焦油加氢技术[J]. 煤炭学报,2011,36(5):840 - 844.
[45] 姚春雷,全辉,张忠清. 中、低温煤焦油加氢生产清洁燃料油技术[J]. 化工进展,2013,32(3):501 - 507.
[46] 孙鸣,冯光,王汝成,等. 陕北中低温煤焦油的分离与GC-MS分析[J]. 石油化工,2011,40(6):667 - 672.
[47] 刘宗宽,张磊,江健,等. 煤焦油加氢精制和加氢裂化催化剂的研究进展[J]. 化工进展,2012,31(12):2672 - 2677.
[48] 马伟,李冬,李稳宏,等. 中低温煤焦油加氢脱金属动力学研究[J]. 石油化工,2011,40(7):749 - 752.
[49] 代飞,高明杰,李春山,等. 煤焦油加氢裂化集总动力学模型的研究[J]. 计算机与应用化学,2012,29(4):387 - 390.
[50] Kusy J,Andel L,Safarova M,et al. Hydrogenation Process of the Tar Obtained from the Pyrolisis of Brown Coal[J]. Fuel,2012,101(1):38 - 44.
[51] Wang Hongyan,Cao Yimin,Li Dan,et al. Catalytic Hydroref ning of Tar to Liquid Fuel over Multi-Metals(W-Mo-Ni) Catalysts[J]. J Renew Sustain Energ,2013,5(5):053114.
[52] Kan Tao,Sun Xiaoyan,Wang Hongyan,et al. Production of Gasoline and Diesel from Coal Tar via Its Catalytic Hydrogenation in Serial Fixed Beds[J]. Energy Fuels,2012,26(6):3604 - 3611.
[53] Tang Wei,Fang Mengxiang,Wang Hongyan,et al. Mild Hydrotreatment of Low Temperature Coal Tar Distillate:Product Composition[J]. Chem Eng J,2014,236(1):529 - 537.
[54] Li Dong,Li Zhen,Li Wenhong,et al. Hydrotreating of Low Temperature Coal Tar to Produce Clean Liquid Fuels[J]. J Anal Appl Pyrol,2013,100:245 - 252.
[55] 黄新龙,孙殿成,王洪彬,等. 高温煤焦油馏分油加氢改质生产清洁燃料研究[J]. 煤炭转化,2013,36(1):79 - 88.
[56] 雷雨辰,李冬,李稳宏,等. 煤焦油加氢精制催化剂的级配研究[J]. 石油学报:石油加工,2012,28(1):83 - 87.
[57] 燕京,吕才山,刘爱华,等. 高温煤焦油加氢制取汽油和柴油[J]. 石油化工,2006,35(1):33 - 36.
[58] Gu Zhaolin,Chang Na,Hou Xiongpo,et al. Experimental Study on the Coal Tar Hydrocracking Process in Supercritical Solvents[J]. Fuel,2012,91(1):33 - 39.
[59] 钱伯章. 煤焦油加氢技术与项目风险分析[J]. 化学工业,2013,31(4):10 - 13.
(编辑 李治泉)
Progresses in the Separation and Purification of Coal Tar
Li Yanhong1,Zhao Wenbo1,Xia Jupei1,Liu Qingxin2,Yang Rong1,Li Guobin1
(1. Faculty of Chemical Engineering,Kunming University of Science and Technology,Kunming Yunnan 650500,China;2. Yunnan Yunwei Group Dawei Coking Co. Ltd. Coal Tar Branch Plant,Qujing Yunnan 655338,China)
Progresses in the separation and purification of coal tar were reviewed. Rate models for dewatering of the coal tar and the distillation,separation and purification of phenols,nitrogen heterocyclic compounds and absorber oil,production of industrial naphthalene and f ne naphthalene,preparation of pitch from anthracene oil,and hydrogenation of the coal tar were discussed. Some novel technologies,namely solvent extraction of industrial naphthalene etc.,were introduced. Solvent extraction and membrane permeation separation were considered to be promising technologies for the production of the nitrogen compounds. The preparation of high-grade pitch from anthracene oil was research hotspot abroad. The hydrotreating of the coal tar was important for the production of high value-added products.
coal tar;separation;purif cation;naphthalene;anthracene oil;pitch
1000 - 8144(2014)07 - 0848 - 08
TQ 522.6
A
2014 - 01 - 27;[修改稿日期] 2014 - 04 - 14。
李艳红(1979—),男,河南省项城市人,硕士,讲师,电话 15925236990,电邮 liyh_2004@163.com。
大学生创新训练项目(201310674016);云南省教育厅科学研究基金项目(2010Y375);国家自然科学基金项目(21306071)。
猜你喜欢
建筑与预算(2022年2期)2022-03-08
中学生数理化·中考版(2021年12期)2021-12-31
小学科学(学生版)(2021年12期)2021-12-31
中学生数理化·中考版(2021年11期)2021-12-06
建筑与预算(2020年10期)2020-11-04
山东冶金(2018年6期)2019-01-28
中学化学(2017年6期)2017-10-16
橡胶工业(2015年2期)2015-07-29
化工管理(2015年12期)2015-03-24
时代英语·高二(2015年1期)2015-03-16