
FANUC PMC轴控制功能在回转工作台中的应用
2014-06-06 06:03:56陈芳
机床与液压 2014年16期
陈芳
(深圳职业技术学院机电学院,广东深圳 518055)
喷丸处理是利用高速喷射出的砂丸和铁丸,对工件表面进行撞击,使之产生形变硬化层并引进残余亚应力,以提高零件的部分力学性能和改变表面状态的工艺方法[1]。目前,国内高端喷丸机的研制逐渐实现了数控化。其中数控回转工作台是数控喷丸机中的工件运载装置,在喷丸过程中能装载、固定和自动旋转工件。
喷丸机中数控回转工作台通常不仅要作为普通坐标轴进行插补,而且在需要的时候又要能与其他坐标轴独立并行运行,实现连续转动、定位等控制功能。在此,文中主要讨论PMC轴功能在数控喷丸机中对数控回转工作台的控制方法和应用实例。
1 系统控制方案
因FANUC数控系统具有控制功能稳定的特点,某厂家五轴喷丸机,配有能控制5个坐标轴的FANUC 0iD数控系统。其喷枪可以实现X方向左右移动,Y方向前后移动,Z方向上下移动;喷枪可以绕X轴正负90°旋转,定义为A轴;旋转工作台可以绕Z轴360°旋转,为第5个坐标轴,定义为C轴。
厂家对于数控回转台的控制要求如下:既能实现普通坐标轴的功能,能与其他坐标轴进行插补,又能在需要的时候跟其他坐标轴独立出来,并行运行,实现工作转台的连续转动、定位、速度控制等功能。
通常对于回转工作台,有以下两种控制方案:一种是使用I/O Link轴控制[2];另一种是使用PMC轴功能控制回转工作台。其中第一种I/O Link轴是一个和系统独立的单轴放大器,需要另外添加硬件通过I/O Link和系统相连[3],I/O Link轴和系统之间的通信是通过I/O点进行的。而PMC轴和其他的数控轴在连接和硬件上都是一样的,只是控制信号能通过PMC进行控制,不需要另外添加硬件,能方便实现NC轴和PMC轴功能的切换。因此选用第二种方案,使用PMC轴功能控制数控回转工作台。
2 系统硬件连接
使用PMC轴控制回转工作台,不用另外添加硬件。因此其FANUC 0iD数控系统连接图[4]如图1所示。
数控系统配有5个轴的伺服放大器和AC伺服电机,配有标准操作面板主面板PCB-B和子面板PCBB1。标准操作面板通过I/O Link级联有I/O单元。因为数控喷丸机不需要主轴,因此没有配主轴单元。
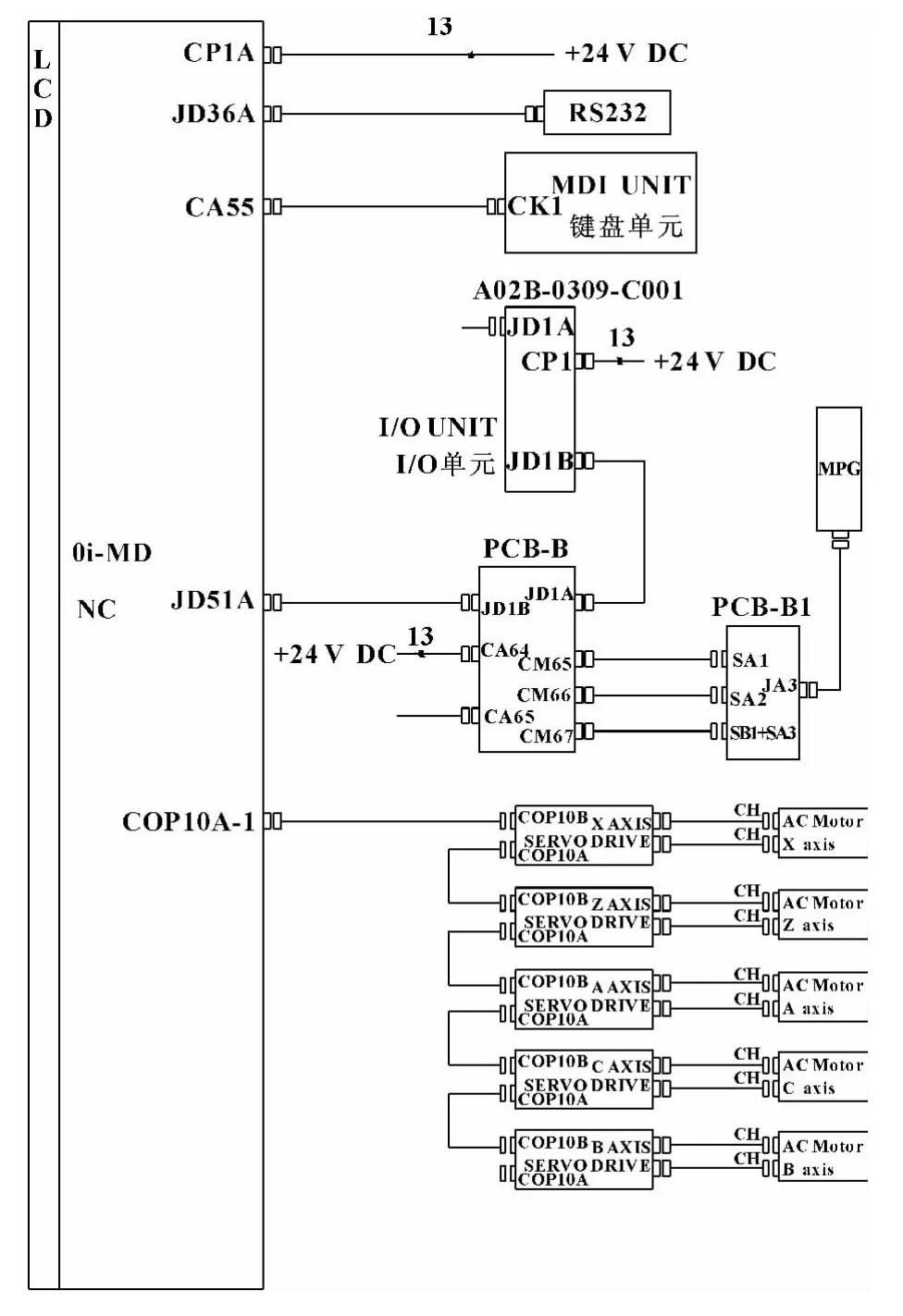
图1 数控系统硬件连接图
3 PMC轴控制程序
PMC轴本质上是CNC的基本坐标轴,其连接、控制、调节、显示、参数设定等都与普通CNC轴一样需要通过CNC进行,但其操作权被移交给了PMC[5]。当坐标轴切换为PMC轴时,轴的运动三要素:运动方式、运动位移、运动速度都是由PMC给出,而不走系统的插补指令[5]。
3.1 PMC轴控制要求
根据厂家提出的要求,对于喷丸机数控回转台的控制要求如下:
(1)PMC轴切换功能。在操作面板上设置一个切换功能按钮,使数控回转台能够在“插补轴”和“PMC轴”之间进行切换。
(2)连续控制启动与停止。按PMC轴正、负方向键“PMC+”或“PMC-”时,PMC轴向指定方向运行;按“STOP”停止键时,PMC轴运行停止。运行速度为2 000°/min。
(3)B代码位置控制。运行程序段B150000时,数控转台以速度1 000°/min的速度运行到150°的位置。
(4)速度控制。运行M13/M14 S2000时,PMC轴以2 000°/min的速度正/反旋转;运行 M15时,PMC轴停止运转。
(5)能使用倍率开关实现速度的倍率调整。
3.2 PMC轴I/O分配
根据PMC轴的控制要求,选定数控系统标准操作面板上的相关输入输出信号如表1所示。

表1 PMC轴控制机床I/O信号
选定标准操作面板闲置的连续4个按钮X28.4~X28.7作为PMC轴选和连续控制的控制按钮;因该喷丸机没有使用主轴,因此可以将标准操作面板上闲置出来的原来设计为主轴倍率功能的波段开关X20.6~X21.3作为PMC轴速度倍率调节开关。
3.3 PMC轴控制步骤
根据FANUC 0iD连接说明书 (功能)的说明,PMC轴控制的基本步骤如下:
(1)设定参数No.8010,指定哪个DI/DO信号组 (A,B,C或D)控制PMC轴。
PMC提供4个控制通道的输入和输出信号去控制PMC轴的操作。不同的控制通道使用不同的DI/DO地址信号控制PMC轴。当设定No.8010=1时,则由通道A组的DI/DO信号即地址为G142~G149/F130~F132的信号控制PMC轴。
(2)设定PMC轴控制有效。为使PMC直接轴控有效,设定被控制轴的选择信号G136.0~G136.4(EAX1~EAX5)为1。若G136.4(EAX5)置1,则表示第五轴即C轴为PMC轴有效。
(3)决定操作类型。PMC轴控制一个程序段内的控制信号主要有[6]:轴控制命令信号 (EC0g到EC6g)指令操作形式;轴控制进给速度信号 (EIF0g到EIF15g)指令进给速度;轴控制数据信号 (EID0g到EID31g)指令运动距离和其他数据。

表2 PMC轴控制动作指令表
根据喷丸机旋转控制台的控制要求,相关的 PMC轴控制动作指令表如表2所示。
其中进给速度可以用G151(*FV0E~*FV0E)进给速度倍率处理信号进行调整。首先使用参数No.8001的第2位 (OVE),设定PMC控制轴的倍率与CNC无关之后,就可以用这些信号选择PMC轴切换的倍率,每步1%,从0到254%调整进给速度倍率[7]。
(4)轴控制命令阅读信号EBUFg的处理。当处理一个程序段数据时,需将轴控制命令阅读信号EBUFg的逻辑状态进行反转[6],即从 “0”到 “1”,或相反。CNC可以将PMC的轴控功能存储在它的缓冲区中,所以,可以顺序执行多个PMC控制的操作。如果缓冲区已经空,在执行另一个程序段期间,允许CNC接受来自PMC的新程序段指令。
根据图2所示的命令操作的时序图[8]可以分析出:用从PMC输入的轴控制指令阅读信号EBUFg和从CNC输出的轴控制指令阅读完成信号EBSYg的异或能决定CNC缓冲区的状态,如表3所示。

图2 PMC轴控制命令操作的时序图
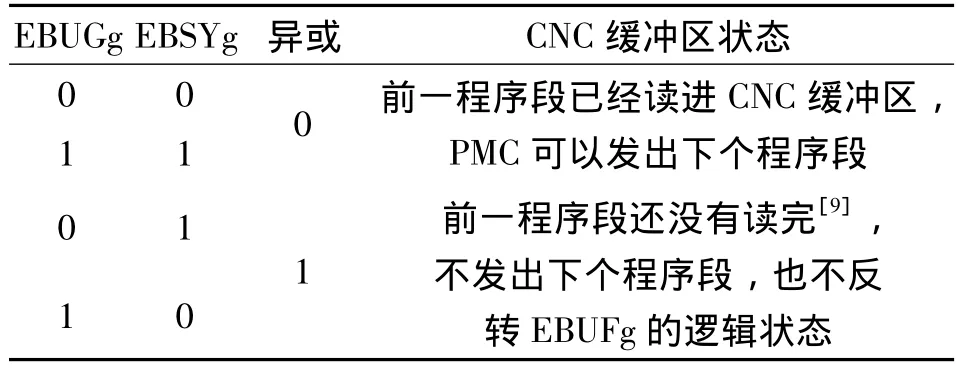
表3 CNC缓冲区的状态
(5)PMC轴的复位。在手动按下“PMC STOP”按钮时,或者按下键盘上“RESET”按键,或者运行辅助指令“M15”之后,将G142.6(ECLRA)置1,PMC轴进行复位。
(6)G4.3(FIN)辅助功能代码结束处理。执行M代码和B代码语句时,要利用PMC轴的到位信号F130.0(EINP),PMC控制轴的移动信号 F130.4(EGENA)等信号作为辅助执行执行结束的条件[10]。
3.4 PMC轴控制的程序编制
根据PMC轴控制的步骤绘制程序流程图,如图3所示。

图3 PMC轴控制流程图
根据PMC轴控制流程图,可以编制出相应的控制梯形图。由于文章篇幅关系,文中只给出典型PMC轴手动连续控制的部分PMC程序,见图4—9。
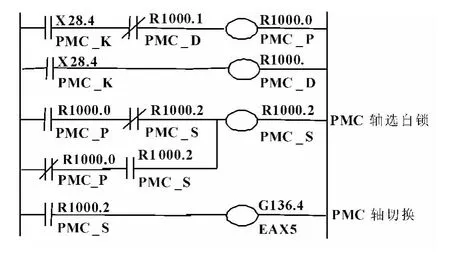
图4 PMC轴切换梯形图

图5 手动连续控制方式设定梯形图
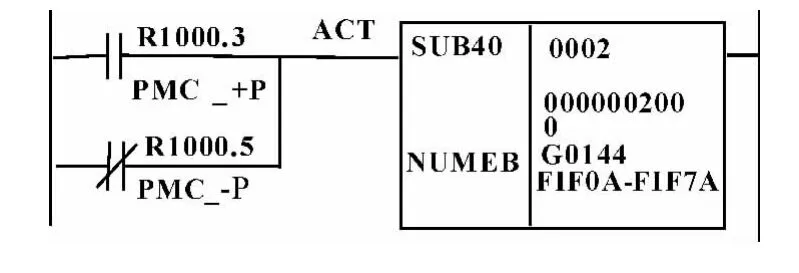
图6 手动连续控制速度设定梯形图
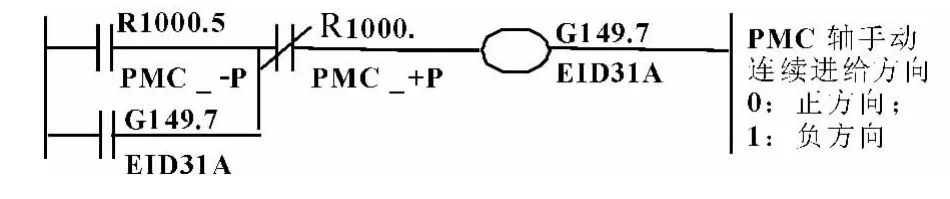
图7 手动连续控制的方向信号处理梯形图
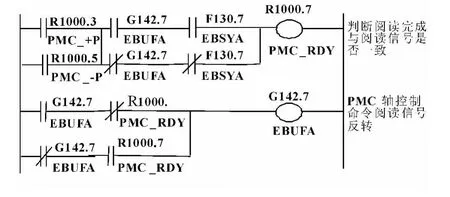
图8 手动连续控制的控制命令阅读信号处理梯形图
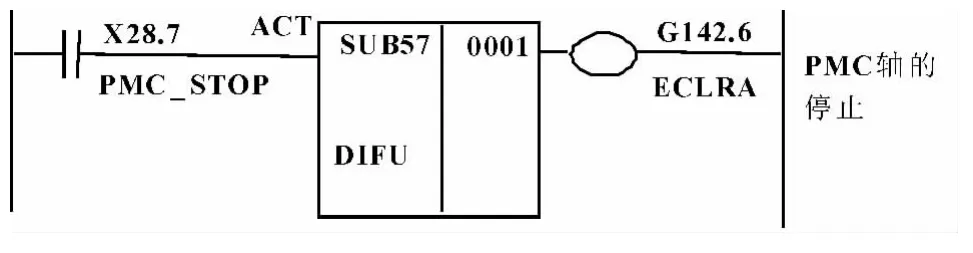
图9 手动连续控制方式下的PMC轴复位梯形图
4 总结
讨论了在FANUC数控系统中使用PMC轴功能控制数控喷丸机回转工作台的方法和实例。该方法在实际应用中运行良好。相比回转工作台的其他控制方法,PMC轴控制功能具有不需改动系统硬件、成本低、控制稳定、调试简单的特点。值得注意的是,文中只涉及到了PMC轴控制的部分控制指令,读者若需要控制PMC轴的其他动作,可参考相关参考书。
[1]史文域.喷丸设备的数控化改造与调试[C]//晋冀鲁豫鄂蒙川云贵甘沪湘渝十三省区市机械工程学会2009年学术年会论文集(河南、贵州、重庆分册),2009:38-47.
[2]周宝庆,谭春晖,杨全生.加工中心回转工作台控制方案[J].制造技术与机床,2007(3):124-127.
[3]陈芳.FANUC I/O Link轴的连接与调试[J].制造技术与机床,2008(2):132-133.
[4]北京FANUC机电有限公司.BEIJING-FANUC 0i-MODEL D连接说明书(硬件)[M].
[5]程俊.PMC轴设计及应用[J].机电工程技术,2012(4):107-110.
[6]北京FANUC机电有限公司.BEIJING-FANUC 0i-MODEL D连接说明书(功能)[M].
[7]北京FANUC机电有限公司.BEIJING-FANUC 0i-MODEL参数说明书[M].
[8]张源修.FANUC系统PMC轴的控制程序设计[J].制造技术与机床,2003(4):66-68.
[9]王立勤,姜丽琴.FANUC数控系统PMC控制功能在数控伺服转塔冲床中的应用[J].锻压装备与制造技术,2010(6):38-40.
[10]刘江,卢鹏程,许朝山,等.FANUC数控系统PMC编程[M].北京:高等教育出版社,2011:220-225.
猜你喜欢
数理化解题研究(2021年34期)2021-12-26 08:32:02
表面技术(2021年4期)2021-05-08 10:27:12
成都工业学院学报(2017年2期)2017-06-28 14:23:15
电子制作(2016年15期)2017-01-15 13:39:28
新技术新工艺(2016年11期)2016-12-14 02:05:00
中学生数理化·高二版(2016年7期)2016-05-14 13:19:34
西南交通大学学报(2016年6期)2016-05-04 04:13:05
制造技术与机床(2015年10期)2015-04-09 07:06:16
河北工业科技(2015年4期)2015-02-27 13:15:37
新一代(2011年2期)2011-06-17 09:29:50
