
中厚板生产组织优化降低燃动力的实践
2014-06-04 09:42马长宏
新疆钢铁 2014年1期
马长宏
(新疆八一钢铁股份有限公司)
中厚板生产组织优化降低燃动力的实践
马长宏
(新疆八一钢铁股份有限公司)
文章介绍了中厚板机组在市场需求不足的情况下,通过采用集中生产、提高工序匹配能力、减少设备故障时间等措施优化生产组织,实现降低燃动力,并在实际生产中取得了良好效果。
中厚板机组;生产组织;燃耗;电耗
联系人:马长宏,男,28岁,本科,助理工程师,乌鲁木齐(830022)新疆八一钢铁股份有限公司中厚板分厂
E-mail:mach@bygt.com.cn
1 前言
八钢中厚板4200mm/3500mm机组于2008年投产,设计生产能力120万t/a。近两年钢铁行业整体形势低迷,中厚板需求不足,订单减少,产能不饱满。面对这种局面,八钢中厚板机组通过优化生产组织,降低燃动力消耗,降低了中厚板产线的生产成本。
2 中厚板工艺流程及主要设备
中厚板工艺流程见图1。
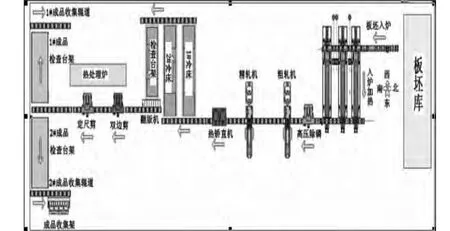
图1 中厚板工艺流程图
中厚板主要设备介绍。
(1)加热炉:1#、2#加热炉炉型为推钢式加热炉,3#加热炉为步进式加热炉。
1#、2#加热炉产能 60t/h,最大 75t/h,3#加热炉产能140t/h,最大150t/h。
(2)粗轧机:工作辊身直径φ890~985mm,工作辊身长度为4290mm。
支撑辊身直径φ1660~1800mm,支撑辊身长度为4000mm。
最大轧制力、力矩:55MN,2MN·m×2
主电机功率为5000kW×2
(3)精轧机:工作辊身直径960~1020mm,工作辊身长度为3500mm。支撑辊身直径1860~2000mm,支撑辊身长度为3400mm
最大轧制力、力矩:60MN,2.8MN·m×2
主电机功率为7000kW×2
3 中厚板生产组织优化
八钢中厚板4200mm/3500mm生产线具备月产10万t,年产120万t的生产能力。根据现有加热炉的加热能力、轧机的轧制能力、辊型、剪切、冷床等因素以及坯料大小、轧制宽度等进行生产组织的优化,发挥现有设备的能力。
3.1 采用集中生产
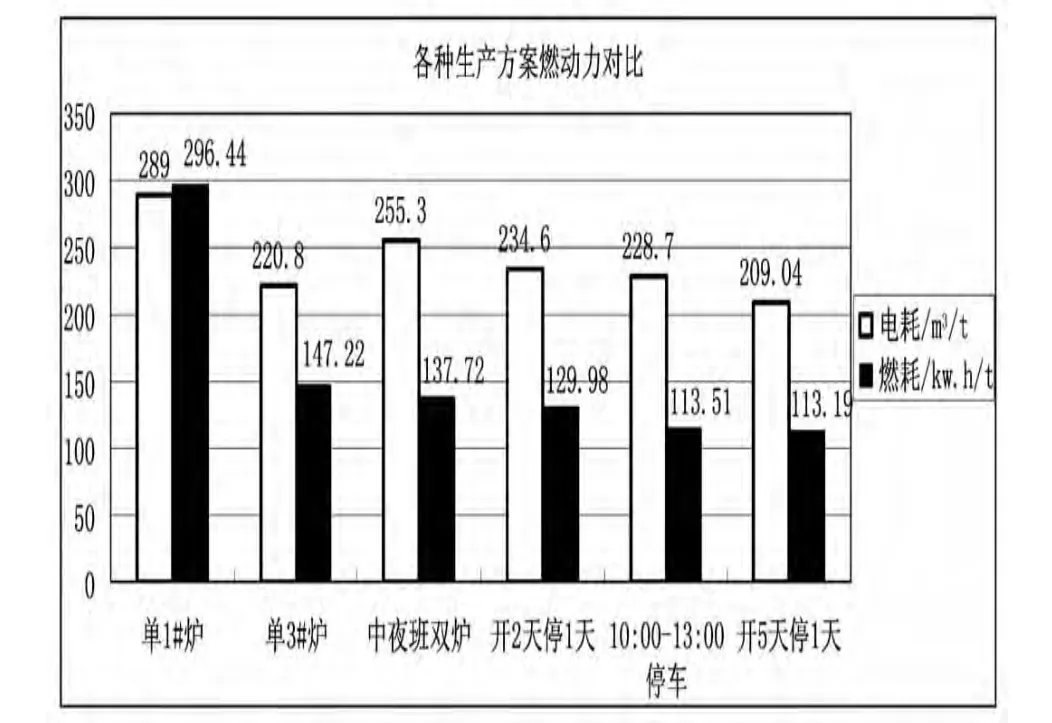
图2 各种生产方案燃动力对比
集中生产就是在产能不饱满情况下,采用集中备料,集中生产的一种组织方式,此方式可以提高一定时间内的生产效率。图2核算了几种不同生产方案燃动力对比情况。
集中生产时间越长,减少了加热炉频繁升降温,减小了煤气空烧;另一方面集中长时间停车可以关闭较大耗电设备(除鳞泵、ACC泵、液压站、润滑站泵、风机、空压站以及辊道和主传动),有效降低电量消耗。所以,集中生产时间越长越有利于燃动力的降低。
3.2 各工序能力匹配,提高生产效率
(1)两座加热炉编排大计划,大计划如表1所示。大计划即两座加热炉同时进相同规格钢板。
大计划优点:1)同一垛位板坯生产同一规格钢板,可以连续上料,减少了板坯的倒垛率,提高上料效率;2)板坯在轧制过程中两座加热炉生产产品规格相同,待温策略相同,轧制可实现两轧两待,可明显提高轧制效率;3)生产同一厚度、宽度规格钢板,在钢板剪切过程中减少调整双边剪机架跨度和定尺剪定尺次数,提高剪切效率;4)同一合同连续生产,有利于钢板的堆垛和收库。
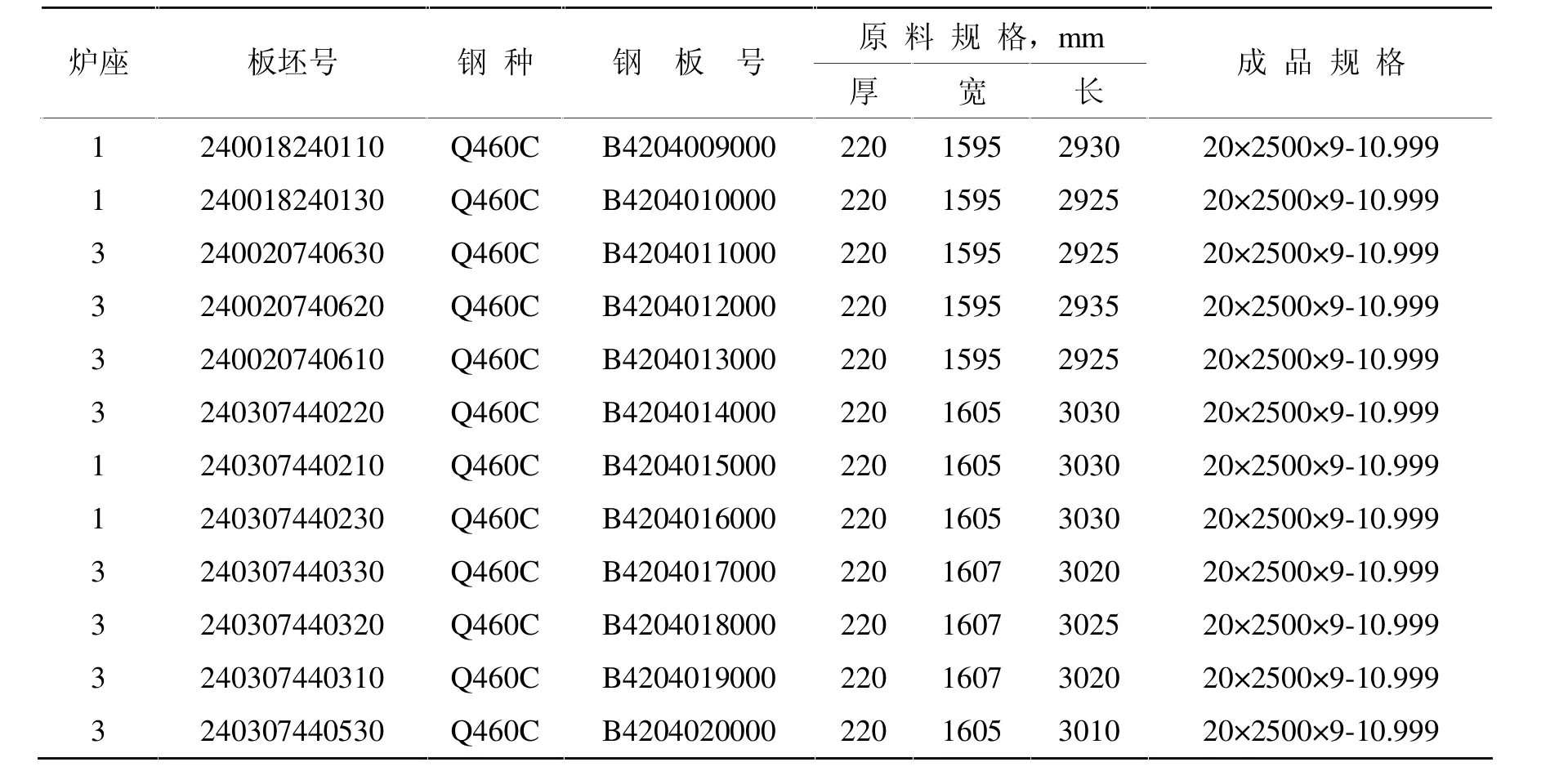
表1 大计划示例
(2)完善计划编排。计划编排直接影响生产节奏的发挥,因为钢种规格的不同工艺要求的在炉时间、待温时间和轧制规程不同,所以要求将相同或相近而加热及轧制工艺的品种规格集中轧制,尤其是250mm板坯的加热,集中进钢可以明显提高生产效率。因为250mm在炉时间和220mm板坯在炉时间相差约50分钟,如果穿插排布时,势必会导致穿插进入加热炉的220mm板坯的加热时间以及小时出钢块数按照250mm控制,这样会严重制约生产节奏的提升。所以,根据板坯加热工艺,将生产板坯分为A、B、C、D、E、F六个等级,在编排计划时相邻量等级板坯在一起连续装炉。
(3)以双炉双机架生产模式组织生产时根据生产规格合理选择出钢比例。出钢比例的选择,一方面考虑不能打乱原本大计划,避免其中一座加热炉轧制计划和轧辊辊形不匹配;另一方面就是相邻钢板轧制策略要相近,待温厚度、待温温度以及待稳时间要相近。所以,根据轧制策略,将钢板也分级,相邻级别的钢板可集中生产。
(4)合理选择三座加热炉的投用,优化加热炉和双机架轧机能力的匹配。根据月初生产计划和合同结构,以发挥加热炉和轧机最大能力为原则组织生产。
3.3 提高日历作业率
(1)充分利用更换精轧机和粗轧机工作辊时间,对设备进行检查并对部分小故障做恢复。根据我厂实际情况确定精轧机每5000t,650块更换一次工作辊,一次所需时间40分钟;粗轧机每25000t更换一次工作辊,更换时间是240分钟。按月产6万t计算,每月更换精轧机工作辊需12次,粗轧机工作辊2次,合计960分钟,如果设备维护共享此时间,作业率可以提高2.2%。
(2)完善TPM管理及评价体系,减少故障时间。在设备检修,各维修岗位检修工时实名制,通过对日修、定修、年修、抢修“四修”项目实名制分析,点检员和生产班组按日统计日修、定修工时负荷安排和获得,作业区按周分析评价出计划安排合理有序的点检员和生产班组,按月统计考评“四修项目”检修协力人员和生产操作人员的实名工时负荷,评出30%优胜者,给予肯定、鼓励和绩效奖励。
3.4 充分利用低电价时段组织生产
采用低电价运行方案。在一般的供电输送线路下,高供低计,工业用电中,计算电费方法有现场抄表和远程抄表。所抄的是峰、平、谷三个时段用电量。波峰、波平、波谷三个时段不同,每千瓦时用电单价也不同。所以,在生产组织中,日常计划停车时间,如计划更换粗、精轧机工作辊和支承辊时间以及16小时以内的计划检修,尽可能控制在波峰时段内进行,其生产方案如图3所示。
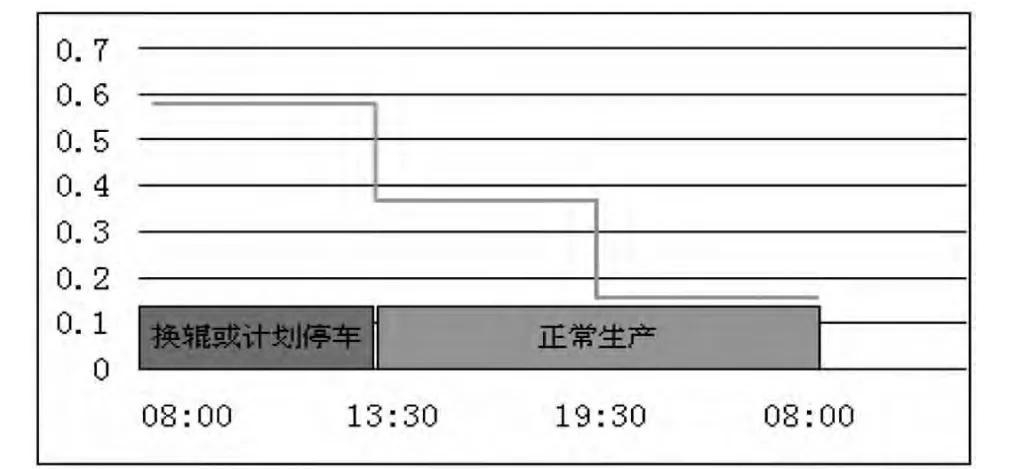
图3 低电价生产方案图
4 结语
八钢中厚板分厂通过精细控制,科学管理,优化生产组织,科学有效利用生产资源,保证了合同兑现、成材率和现货率健康稳定的增长。在优化组织生产过程中,最大限度地发挥设备的能力,提高作业率与台时产量,争取好的经济效益。统计2013年1~10月,中厚板通过优化生产组织降低燃动力,实现降本增效。
Practice of Optimization Plate Production Organization System to Reducing Fuel Power
MA Chang-Hong
(Xinjiang Bayi Iron&SteelStock Co.Ltd.)
:In the contextofmaking plateovercapacity andmarketorder is insufficient,through production processorganization,such as centralization production and improving thematching ability and reducing equipment down time.This measures reduced fuelpowered and achieved good results in actualproduction.
plateunit;production organization;burnup power;consumption
TG333.52
B
1672—4224(2014)01—0030—03
猜你喜欢
铝加工(2022年3期)2022-11-24
中国科技纵横(2022年1期)2022-11-16
一重技术(2021年5期)2022-01-18
数字技术与应用(2021年10期)2021-11-19
新疆钢铁(2021年1期)2021-10-14
宝钢技术(2021年2期)2021-05-10
商品与质量(2021年17期)2021-04-23
石油研究(2019年2期)2019-09-10
智富时代(2019年7期)2019-08-16
智富时代(2019年7期)2019-08-16
