降低涤纶短纤切断过程产生短绒及粉末的技术改造
2014-06-01 09:52:42王建国
化纤与纺织技术 2014年3期
王建国
(杭州蓝孔雀化学纤维 (股份)有限公司,浙江 杭州310015)
设备与仪器
降低涤纶短纤切断过程产生短绒及粉末的技术改造
王建国
(杭州蓝孔雀化学纤维 (股份)有限公司,浙江 杭州310015)
针对用户提出涤纶短纤产品中存在较为严重的短绒和粉末,从而影响其可纺性和消耗等问题。通过一系列技术攻关,找到了切断机产生短绒和粉末的主要因素,并对刀盘进行技术改造,解决了长期以来因切断短绒和粉末而影响产品质量和用户满意度这一问题,提升了产品的质量信誉,并且延长了切断刀和刀盘的使用寿命,为企业带来了可观的经济效益。
涤纶短纤;短绒;粉末;刀盘;技术改造
涤纶短纤维的切断一直存在着短绒和粉末的问题,且各生产线的状况差异较大。影响切断效果的因素较多[1]:如刀、刀盘、压轮三者之间的装配位置关系;刀与刀盘的装配精度;刀盘主轴的振动情况;刀盘的制造质量;刀盘的结构设计;刀盘的使用周期以及丝束的张力控制等等,但至今尚未找到主要的影响因素,平时通过更换刀和刀盘对短绒和粉末的有效控制并不明显,从而导致用户经常反映由于产品中存在的短绒及粉末影响了其可纺性和消耗。针对此,我司对刀盘进行技术改造。
我们通过技术攻关,弄清短纤切断过程中产生短绒和粉末的机理,找出了主要影响因素,并采取相应措施及对刀盘进行技术改造,极大地减少了涤纶短纤产品中存在的短绒和粉末,提高了产品品质,满足了用户的需要。
1 改造前的情况
断刀刀盘为金属胶木层压式刀盘,由于其结构上存在设计缺陷,丝束切断时承压区在胶木区域,胶木使用一段时间后,刀盘两侧轮盘逐渐向外变形,而固定在刀盘外侧胶木轮盘上的刀罩随之向外移动,导致切断刀纵向固定松动,同时,压轮与刀盘两侧侧隙增大,造成丝束重切加剧,导致产生大量短绒,而且刀盘两侧侧隙越大,切断刀纵向窜动越严重,切断刀产生短绒现象越严重。因此,刀盘结构上存在的设计缺陷是产生切断短绒的主要原因。
对于产生的粉末,我们认为其中一部分是长度更短的短绒,另一部分是缠绕在刀盘刀口圆柱面上的丝束在运行过程中摩擦产生的。由于刀盘是一个几何分度圆柱体,在压轮加压后运行过程中会产生脉冲,同时刀盘本身存在机械振动,这些脉冲和振动的结果,导致丝束在除受力部位的切断刀以外的其余大部分切断刀口上产生摩擦,进而产生粉末。
我司目前使用的是HV771A切断机,其切
对改造前一个月切断机所产生的粉末情况统计如表1。

表1 改造前各生产线产生的粉末情况 g
从表1可以看出,各生产线产生的粉末情况差异较大,而且发现其中夹杂大量0.2~1.5 mm长的短绒。
我们利用计划检修,对各生产线切断机的切断刀、压轮、刀盘三者之间的装置位置关系及主轴的装配精度进行了测量,结果如表2。
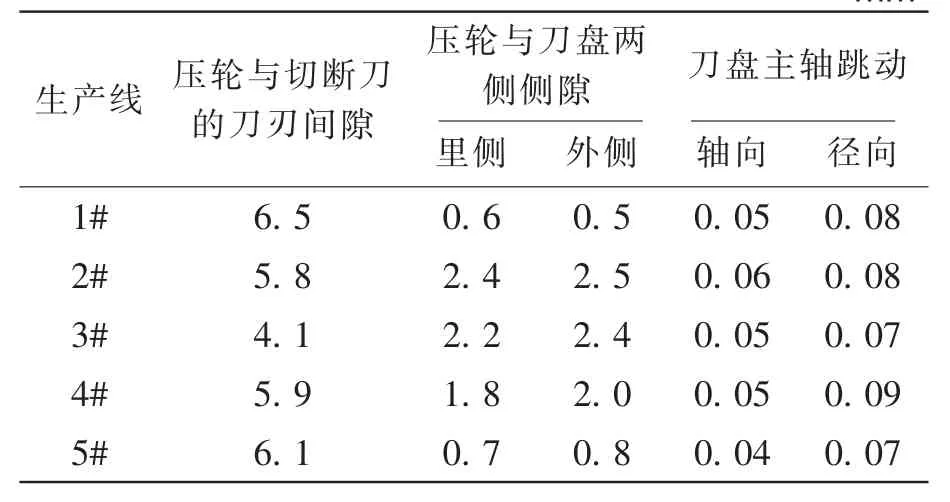
表2 切断刀、刀盘、压轮、主轴装配参数测量结m果m
从表2可见,产生粉末量较大的2#、3#、4#生产线其切断机压轮与刀刃间隙偏小,但压轮与刀盘两侧侧隙较大;粉末量较小的1#与5#生产线其压轮与刀盘两侧侧隙则明显小很多;各生产线粉末量虽然差异较大,但切断机刀盘主轴轴向和径向跳动情况差异不大,这说明切断机主轴的装配情况较好,粉末量的多少与此关系不大。
2 改造措施
根据生产情况分析,刀盘正常更换时,刀盘与压轮是成对更换的,压轮与刀盘两侧侧隙之和应小于1.5 mm (设计值),并对称分布。通过统计,产生粉末量较大的刀盘,不仅两侧侧隙较大,而且切断刀纵向窜动严重,最高可达5~6 mm;进一步分析发现,这些侧隙较大的刀盘,其外侧胶木轮盘普遍变形严重,向两侧变形,刀槽宽由新刀盘的65 mm涨至70~90 mm;少数变形严重的刀盘,其部分切断刀里侧端已滑出,刀口已嵌入胶木轮盘,且造成切断刀口倾斜5°~13°不等;压在刀盘外侧胶木轮盘上用于切断刀轴向固定的刀罩衬垫因切断刀的轴向窜动或频繁换刀,大部分已磨穿。
由于脉冲和振动都是无法避免的,因而粉末是无法根本消除的。另外,从上述产生的切断短绒和粉末的机理可以看出,丝束的重切也是无法根本消除的,因为压轮与刀盘两侧存在相对转动,总存在间隙,而且间隙不能太小,太小会导致丝束被磨断产生超倍长。因此只能尽可能减小两侧侧隙,同时减小切断刀的活动间隙,防止切断刀纵向松动,减少重切,从而达到减少切断短绒和粉末的目的。
2.1 技术攻关[2]
2.1.1 调整压轮与刀刃间隙
我们对粉末量较多的2#和3#切断机压轮与刀刃的间隙进行调整,先将它们调整到设计值范围的5~7 mm的上限,发现粉末量略有减少,但变化不明显;然后在3~9 mm范围内将压轮与刀刃间隙按照从小到大,再从大到小进行调整试验,发现粉末量在间隙为6~8 mm效果最佳,超出此范围略有变化,沿间隙减小的方向粉末略有增加,但变化不大。我们又针对粉末量较小的1#、5#生产线,按照压轮与刀刃间隙在3~9 mm范围内进行调整,得出的结果与上相同。
通过此项试验可以看出,压轮与刀刃的间隙对粉末量产生有一定影响,但影响不大,最佳参数为6~8 mm。
2.1.2 调整压轮与刀盘两侧侧隙
我们对粉末量较大的3#和4#生产线采取更换宽压轮,以减小压轮与刀盘两侧侧隙,侧隙分别由原来的4.6 mm(里侧与外侧间隙之和)和3.8 mm减少至1.8 mm和1.5 mm,经过采样统计,发现粉末量明显减少50%以上。通过此项试验可以得出,压轮与刀盘两侧侧隙对粉末的产生影响较大,且侧隙越小,产生的粉末量就越少。
2.1.3 调整压轮的宽度
对目前变形尚不严重的刀盘采取加宽压轮宽度的措施,减小压轮与刀盘两侧侧隙。
2.1.4 及时更换刀罩内磨损严重的衬垫。
上述技术攻关措施实施后,切断机所产生的粉末情况统计如表3。
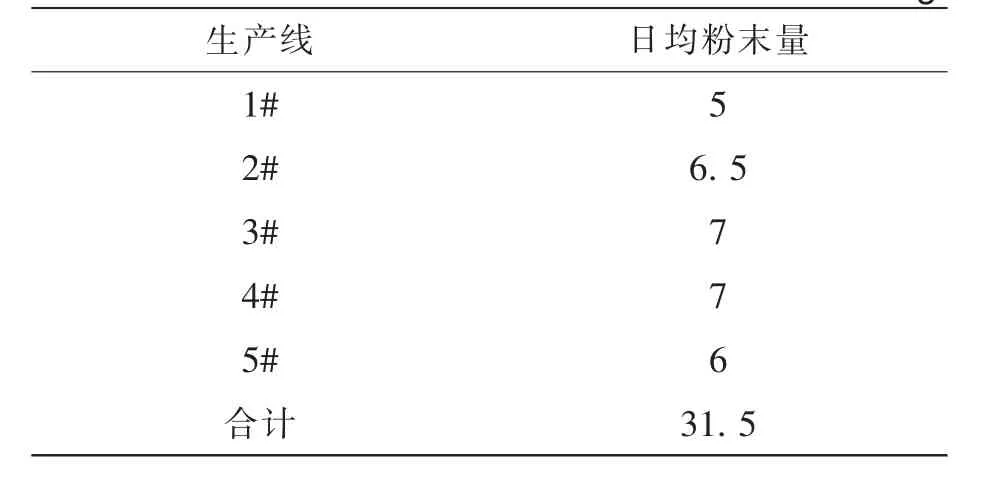
表3 改造后粉末产生的情况 g
对比表1和表3可以看出,全部生产线日均粉末量由改造前的150 g降至改造后的31.5 g,降幅达80%左右。但这是动态的,随着刀盘使用时间的延长,变形加剧,上述问题又会逐步显现。
2.2 技术改造[3]
为了从根本上解决短纤切断中的短绒和粉末问题,并且延长切断刀和刀盘的使用寿命,对切断机的刀盘轮毂及刀槽结构进行彻底的技术改造。
(1)原刀盘为胶木和金属层压式结构,丝束切断时承压区位于胶木区域,胶木使用一段时间后,刀盘两侧轮盘易向外变形,导致切断刀纵向固定松动,两侧侧隙增大,进而造成丝束重切加剧,产生大量粉末和短绒。另外位于切断刀刃圆柱面上的两侧金属与胶木结合部易夹丝,影响产品质量。我们改造的措施是将刀盘金属轮毂直径增大,减小胶木轮盘区域,但不改变刀盘外缘直径和切断刀口圆柱面的直径,这样就确保丝束切断时承压区位于金属区域,刀槽结构由原开式结构改为闭式结构,从根本上解决了过去刀盘因胶木变形引起的切断刀松动问题。同时,由于金属轮毂直径扩大,金属与胶木结合部位于承压区外,避免了切断时的夹丝,稳定和提高了产品质量。
(2)原刀盘刀槽里侧凹槽较浅,刀松动后易滑出并倾斜,致使重切加剧,因此从结构上对刀槽里侧刀口插入深度做了增加,但总的刀槽长度不变,可防止切断刀滑出。
(3)原刀盘刀口方向无定位,刀口松脱与胶木接触,易造成刀口缺口,因此在吸取不锈钢刀盘改造经验的基础上,将刀槽刀口方向采用燕尾槽形式结构对刀口进行固定,可以避免刀在使用过程中的刀口损伤。
(4)原刀罩整体为金属铝合金材料,换刀时易造成刀罩碰坏刀口,我们将刀罩内采用衬胶结构,可避免刀口碰坏。
3 运行效果及经济效益
3.1 运行效果刀盘改造完成后,经过近一年的使用可见:(1)对产品质量无影响,超倍长指标改造前后没有差异;
(2)切断短绒和粉末情况明显减少,日均量不足1 g;
(3)切断刀、刀盘运行情况比较平稳,无其它异常情况出现。
3.2 经济效益
原刀盘平均使用寿命约8个月,本次对刀盘的改造是继续采用胶木和金属层压式结构,由于切断时承压区不在胶木区域,彻底避免了原刀盘存在的变形问题,制造成本增加不到一倍,但使用寿命却增加到两年,另一方面,同时也减少了设备维护的劳动强度,每年可直接降低成本20多万元。
4 结束语
通过对切断机的技术攻关及技术改造,基本消除了短纤产品中因切断而产生短绒和粉末的现象,提高了产品的质量与信誉以及用户满意度。这项目投资小,见效快,在实际生产过程中产生了明显的经济效益,社会效益也更加显著。
[1] 薛金秋.化纤机械 [M].北京:中国纺织出版社,1999.
[2] 高雨声.化纤设备 [M].北京:纺织工业出版社,1989.
[3] 魏大昌.化纤机械设计原理 [M].北京:纺织工业出版社,1984.
THE TECHNICAL INNOVATION ON REDUCE THE FLOCK AND POWDEF DURING THECUTTING PROCESS OF POLYESTER STAPLE FIBER
WANG Jian-guo
(Hangzhou Blue Peacock chemical fiber(stock)Co.,Ltd.,Hangzhou 310000,China)
Based on severe flock and powder issues the problem in the polyester staple product raised by the customer,which its spinnability and consumption was affected.Through a series of technical research activities,we find the main factors to produce flock and powder by cutting machine,then after technical innovation for the cutter disk,this persistent flock and powder issues was solved which affect the product quality and customer satisfaction for a long time,it also improving the quality prestige of the product,extending the service life of the cutter and cutter disk.
polyester staple fiber;flock;powder;cutter disk;technical innovation
TQ340.615.8
B
10.3969/j.issn.1672-500x.2014.03.011
1672-500X(2014)03-0041-04
2014-07-15
王建国 (1965-), 男,浙江杭州人,化纤工程师,主要从事化纤产品的生产及新产品开发工作。
猜你喜欢
纺织科学研究(2023年9期)2023-10-23 11:18:04
汽车零部件(2021年10期)2021-10-30 06:58:44
纺织器材(2021年3期)2021-07-27 03:34:24
九江学院学报(自然科学版)(2021年1期)2021-06-07 03:33:16
国际纺织导报(2021年8期)2021-03-17 09:56:56
纺织器材(2020年2期)2020-06-05 10:16:14
农业工程学报(2017年20期)2017-11-13 03:27:06
纺织科学研究(2017年8期)2017-09-05 09:46:46
生活用纸(2016年7期)2017-01-19 07:36:42
合成技术及应用(2015年3期)2015-12-11 08:36:28