
螺杆压缩机产品质量状况分析
2014-05-29 00:42喻志强刘福来鲍洋洋辛安见
化工机械 2014年6期
喻志强 刘福来 鲍洋洋 辛安见
(合肥通用机械研究院)
受国家质量监督检验检疫总局委托,国家压缩机制冷设备质量监督检验中心于2013年4月26日至7月22日,对容积式空气压缩机(以下简称空压机)产品进行抽查。本次计划抽查30家企业生产的30种规格型号的空压机产品,约占全国生产企业总数的6%,实际共抽查了上海、浙江、江苏、广东、福建和山东6个省和直辖市的30家企业生产的30种不同规格型号的空压机产品,产品合格率为83.33%。笔者介绍了空压机产品、行业发展历程、行业现状和此次抽查的总体情况,从企业规模、检验项目和历次国家监督抽查情况3个方面对检验项目进行了综合分析和评价。
1 行业概况
1.1 产品介绍
空压机作为一种过程流体机械[1],广泛应用于石化、冶金以及煤化工等工业领域中[2],它主要由驱动部分、主机机头、储气罐、电控设备及安全保护装置等部分构成,其主要功能是根据气体的可压缩性,通过活塞的往复运动完成气体的膨胀、吸入、压缩和排除4个阶段[3],以达到提供压缩空气的目的。压缩空气贮存着能量,一般用作能源,驱动气动工具。
1.2 空压机产品行业概况
1.2.1行业发展历程
20世纪90年代初我国空压机生产企业有120家左右,年产量约50万台;而目前我国空压机企业有600多家,年产量达到3 000多万台,浙江个别企业2013年的年产量为200多万台,且国际市场越来越看好中国品牌。我国微型空压机出口量猛增,特别是直联便携式往复活塞空气压缩机已在国际市场上占有绝对优势。2000年后,随着市场需求的变化,生产螺杆空气压缩机的企业逐渐多了起来,到2012年底已达到200多家,产量达几十万台。本次抽查产品主要为螺杆空压机产品,下面主要介绍我国螺杆空压机的发展历程。回顾我国螺杆空压机的发展历程,其主要为以下3个阶段:
a. 第一个阶段是从20世纪80年代到90年代末,整机的完全进口阶段。其间尽管有空压机生产企业在研制重要部件,但设备陈旧,机器性能差,没有规模生产的条件。国际跨国公司进入中国,垄断了中国的螺杆空压机市场。同时这一阶段国内的技术标准、基本理论及人才培训等工作在起步。
b. 第二阶段是21世纪初期,重要部件进口阶段。以GHH公司、ROTORCOMP公司及TAMROTOR公司等主机厂的主机产品为代表进入中国市场。特别是德国只生产主机的GHH公司,以其CF系列高性能主机进入中国市场,另外,我国单螺杆空压机生产企业迅速壮大,全面激发了国人对螺杆空压机的热情,短短四到五年时间,螺杆空压机被行业全面认同,国际跨国公司的垄断地位一去不复存在。
c. 第三阶段是2007年至今,主机等重要部件国产化阶段。在这之前国内有多家工厂生产主机,但因多种原因,主机在2007年前没有推广和占领国内市场。近五年来以开山 、HANBELL为代表,分别引进了国际最先进的生产技术和生产线,以优秀的主机性能占有一定的市场,特别重要的是价格得以大幅度降低,极大地冲击了进口主机。至此,我国螺杆空压机在短时间内实现了接近世界先进水平的目的。
1.2.2行业现状
空压机是最早实施工业产品生产许可证的产品之一。从2001年国家恢复许可证制度以来,累计取得空压机产品生产许可证的企业达700多家。截止目前,持有空压机产品生产许可证的企业有650多家,其中生产空压机的企业约为550家(涉及本次抽查产品的生产企业约500家),生产压缩空气干燥器的企业100多家。从企业数量上来讲,获证企业几乎涉及了国内绝大部分的空压机生产企业,主要集中在上海、浙江、江苏、广东、福建及山东等地,占全国生产企业数量的80%以上,产量占总量的90%以上,其中大型企业约占5%,中型企业约占15%,小型企业约占80%;大、中、小型企业产量分别占总产量的40%、30%、30%。
2001年恢复对空压机产品实行生产许可证制度后,生产企业对产品的标准要求有了更多的认识,空压机产品的整体质量较好。但还是有些企业为了应对市场的价格竞争,以小标大,配用价格低(效率较低)的电机,虚标能效等级和机组输入比功率。
1.3 抽查产品的质量状况
目前,我国空压机产品质量的总体水平还是不错的,空压机产品从2001年总局恢复生产许可证制度以来,2007年、2008年和2013年的产品质量国家监督抽查的合格率分别为90.9%、79.2%、83.3%。但由于相关生产企业的技术研发和质量控制水平有一定的差异,也存在因个别生产企业缺少诚信、质量意识淡薄,产品只重量而不重质、以次充好、以小标大及虚标参数等导致市场出现了个别性能质量不高、效率低下甚至可能危害消费者安全的产品。为保障空压机产品的质量,维护广大消费者的合法权益,对空压机产品进行全方位的质量监督抽查是十分必要的。
2 检验项目的综合分析和评价
2.1 抽查的总体情况
2013年第三批空压机产品质量国家监督抽查涉及上海、浙江、江苏、广东、福建和山东6个省和直辖市,共抽查了持有生产许可证的30家企业生产的30种产品。合格产品25种,不合格产品5种,产品抽样合格率为83.33%,产品实物质量抽样合格率(销售额加权)为97.87%。抽查结果反映的主要质量问题有:一种产品容积流量未达标;5种产品机组输入比功率未达标;一种产品排气压力自控装置未达标。
2.2 抽查结果统计分析
从企业规模、检验项目和历次国家监督抽查情况3个方面对空压机产品抽查结果进行统计。
2.2.1企业规模
从本次抽查的30家企业规模方面来看,大型企业6家,占抽查企业总数的20.00%,共合格6家,合格率为100%;中型企业5家,占抽查企业总数的16.67%,共合格5家,合格率为100%;小型企业19家,占抽查企业总数的63.33%,共合格14家,合格率为73.68%。
通过上述统计可以看出个别小型企业产品质量存在问题。有些小企业本身不具备检测能力,对自身产品能效等级和机组输入比功率不了解,跟风标能效等级和机组输入比功率值;另外,有些企业网上备案的机组输入比功率值是高配置样机的参数,但是实际生产过程中却降低配置。这是导致本次抽查不合格的主要原因。
2.2.2检验项目
本次监督抽查的检验项目分安全项目和性能项目两大类。
空压机检验的安全项目包括排气压力自控装置、安全阀灵敏性、压力容器检查、外露旋转件防护检查、电机热态绝缘电阻和电控设备耐电压试验。安全项目不合格属于质量严重不合格。所检的30种产品中,有1种产品所排气压力自控装置不合格,合格率为96.67%;其余安全项目的合格率为100%。
性能项目包括容积流量、机组输入比功率、噪声声功率级和振动烈度。所检的30种产品中,有5种产品的机组输入比功率不合格,合格率为83.33%;有1种产品的容积流量不合格,合格率为96.67%;噪声声功率级和振动烈度检验项目的合格率为100%。按照检验项目,统计结果见表1。
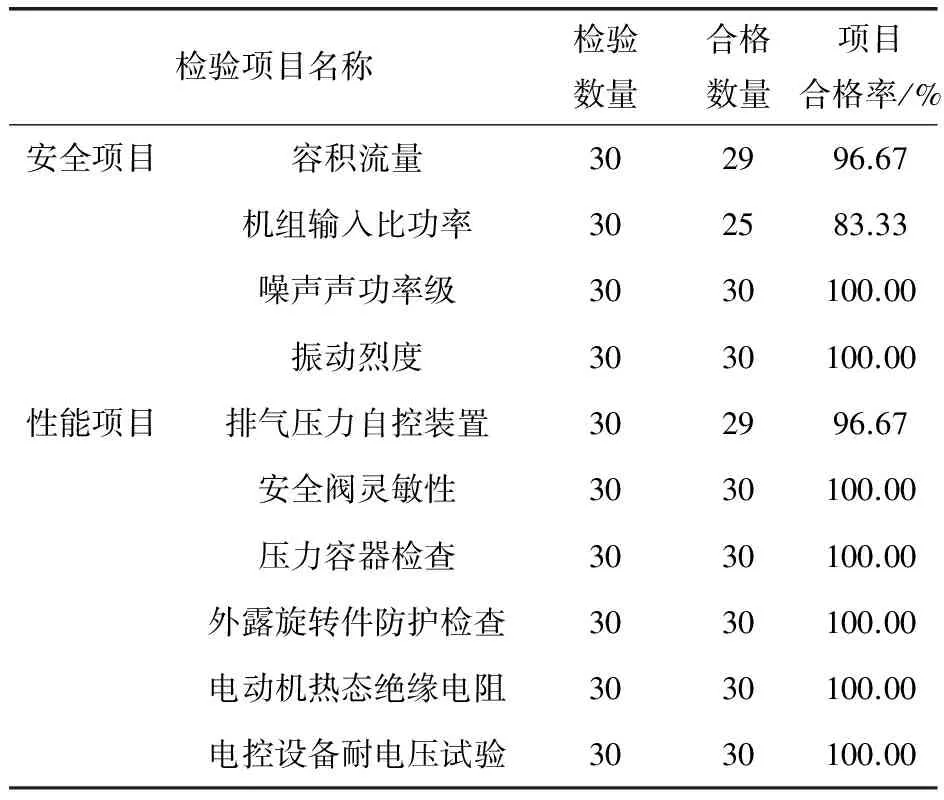
表1 按检验项目统计合格率
2.2.3历次国家监督抽查情况
空压机产品在90年代共抽查3次,在2000年抽查一次,在2000年以后共抽查3次,被抽企业中新进入行业的个私企业较多,对安全标准不了解,合格率较低。2007、2008年抽查合格率分别为90.9%、79.2%。本次实际抽查30家,螺杆式空压机26家,合格企业数21家,合格率为80.8%,抽查不合格主要原因是部分生产企业虚标能效等级和机组输入比功率值。另外,15kW以下的往复活塞式空压机本次共抽查4家,合格率为100%,同比2008年抽查的79.2%合格率,有较大的提高(表2)。
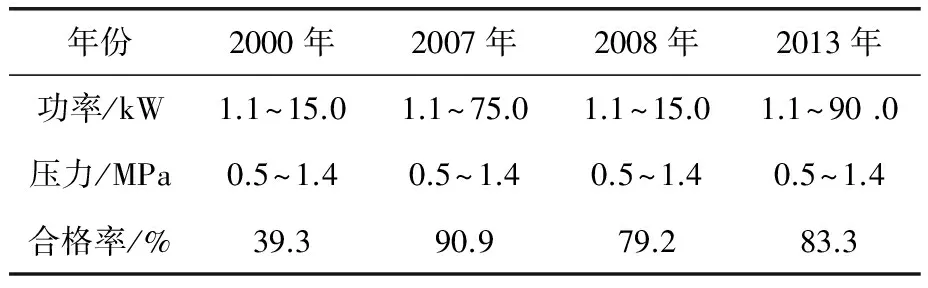
表2 各次抽查情况对比
3 抽查结果反映的问题及其原因分析
从本次抽查的结果分析来看,主要是容积流量、机组输入比功率和排气压力自控装置3个项目不合格,其中容积流量不合格的产品有1个,机组输入比功率不合格的产品有5个,排气压力自控装置不合格的产品有1个。以下就不合格项目进行具体分析。
3.1 容积流量
容积流量是空压机功能性指标,表征额定工况下空压机的大小,即空压机能提供多少压缩空气。这个指标在空压机铭牌上会体现,用户一般依据这个公称值选择不同大小的机器。
标准JB/T 6430-2002[4]规定容积流量实测值高于限定值(额定值的0.95)的表示为合格产品。本次抽查的30种空压机产品中,有1种产品的实测值低于限定值,其他产品的容积流量实测值高于限定值。为了方便起见,将容积流量检测结果分成3类:
a. 实测容积流量大于额定值的产品,在此次国家监督抽查中此类产品17台,占56.67%;
b. 实测容积流量大于限定值,但小于额定值的产品,在此次国家监督抽查中有12台,占40.00%;
c. 实测容积流量低于限定值的产品,即不合格产品,在此次国家监督抽查中有1台,占3.33%。
从容积流量检测结果来看,部分产品的实测容积流量处于或接近临界状态,生产企业应该给予足够的重视,在考虑能效比满足标准限定值的要求下,重点考虑产品质量波动的因素(如皮带轮或变速齿轮尺寸加工偏差,油气分离器压差过大),将容积流量控制合适的范围内,避免出现不合格产品。
造成容积流量检验不合格的原因主要有两方面:一是以小充大,企业故意将铭牌值标大,误导消费者;二是企业为了提高产品寿命,有意识降低产品设计转速,使空压机在出力不足的条件下运行,导致空压机的容积流量达不到铭牌的明示值。
3.2 机组输入比功率
机组输入比功率是空压机的能效指标,表征额定工况下空压机的整机能耗。该指标若达不到标准要求,说明这台空压机是低效的。本次抽查的30种型号的空压机产品中,有5产品的机组输入比功率项目不合格。为了方便起见,将检测结果分成两类:
a. 实测机组输入比功率低于额定值的产品,在此次国家监督抽查中此类产品25台,占83.33%;
b. 实测机组输入比功率高于额定值的产品,即不合格产品,在此次国家监督抽查中此类产品5台,占16.67%。
从机组输入比功率的检测结果来看,本次抽查有16.67%的产品达不到明示值的要求。这主要是因为企业为了误导消费者,以低效产品冒充高效产品。但所有机组输入比功率不合格的产品,机组输入比功率实测值都能达到GB 9153-2009[5]要求的最低能效三级的要求。这些企业需要提高其技术水平和质量管理水平,为消费者提供放心产品。
3.3 排气压力自控装置
排气压力自控装置是指在当最终排气压力高于额定值时,为了防止压力继续升高的压力控制装置,这是一个安全指标,反映了空压机的超压保护能力。标准要求排气压力自控装置动作的整定值要高于额定排气压力,但低于空压机储气罐上的压力释放装置的起跳压力。本次抽查的30种型号的空压机产品中,有1种产品的排气压力自控装置项目不合格。
排气压力自控装置不合格的主要原因是:个别企业技术人员对标准的理解不够,误认为排气压力自控装置设定值越低越安全,但设定值低于额定排气压力时,将不能满足用户正常的压力使用要求。这些企业应加强工作人员对标准的学习力度,以免造成因对标准理解不透彻而导致产品不合格。
4 结束语
从本次抽查情况来看,我国螺杆空压机总体质量较好,特别是机组输入比功率指标有较大的提高。但在这次抽查还是暴露出一些普遍性的问题,主要是企业质量意识不强,只要做好:加强质量监督管理,特别要严格管理空压机集散地市场,摸底排查,打击假冒伪劣产品,杜绝以小充大的不良行为,净化市场,维护公平竞争;加强生产许可证工作,促使不具备条件的企业尽快配备必要的资源,以保证生产出质量合格的产品,同时淘汰那些条件落后又不愿改善的作坊型企业和不合法的地下工厂;加强生产许可证证后的监督工作,促使取证企业持续按要求制造合格产品;大力宣传《产品质量法》、《标准化法》及《消费者权益保护法》等,提高生产者、经销者和消费者的法律意识,让生产者自觉提高产品质量,经销者认识到自己的法律责任,消费者也提高自我保护意识,空压机的质量问题也就迎刃而解。
[1] 毛彦君,张涛.S7-300在化肥行业M85-206C CO2压缩机控制系统中的应用[J].化工自动化及仪表,2010,37(1):92~95.
[2] 伍凌,易莹杰,徐杰.国产DCS中富气压缩机防喘振控制方案的实施[J].化工自动化及仪表,2011,38(5):624~625,635.
[3] 裘浔隽,杨瑜文.离心压缩机系统控制规律的分析[J].化工自动化及仪表,2011,38(11):1346~1347,1363.
[4] JB/T 6430-2002,一般用喷油螺杆空气压缩机[S].北京:机械工业出版社,2003.
[5] GB 19153-2009,容积式空气压缩机能效限定值及能效等级[S].北京:中国标准出版社,2009.
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
小学生学习指导(高年级)(2022年4期)2022-04-26
现代畜牧科技(2021年9期)2021-10-13
电子制作(2017年17期)2017-12-18
读写算·高年级(2017年6期)2017-06-27
工业设计(2016年7期)2016-05-04
工业设计(2016年7期)2016-05-04
系统工程与电子技术(2016年2期)2016-04-16
癌症进展(2016年10期)2016-03-20
中国卫生质量管理(2015年2期)2015-12-01
