2.4米望远镜主镜镀膜工艺的研究
2014-05-13 02:12:42伦宝利秦松年王建国范玉峰徐文博彭焕文常亮王传军辛玉新易为敏许玥姮王雪利张居甲李建和寿圣
天文研究与技术 2014年2期
伦宝利,秦松年,王建国,范玉峰,徐文博,彭焕文,常亮,王传军,辛玉新,易为敏,许玥姮,王雪利,张居甲,李建,和寿圣
(1.中国科学院云南天文台,云南 昆明 650011;2.中国科学院天体结构与演化重点试验室,云南 昆明 650011;3.中国科学院大学,北京 100049)
2.4米望远镜主镜镀膜工艺的研究
伦宝利1,2,3,秦松年1,2,王建国1,2,范玉峰1,2,3,徐文博1,2,彭焕文1,2,3,常亮1,2,王传军1,2,辛玉新1,2,易为敏1,2,3,许玥姮1,2,王雪利1,2,张居甲1,2,李建1,2,和寿圣1,2
(1.中国科学院云南天文台,云南 昆明 650011;2.中国科学院天体结构与演化重点试验室,云南 昆明 650011;3.中国科学院大学,北京 100049)
利用国内首个自上向下热蒸发反射膜的大型镀膜机ZZS3200,开展了2.4 m望远镜主镜镀膜工艺的研究。从镀膜的环境控制,镀膜机蒸发源布置,保护膜的选择,旧膜脱膜等方面出发,探索一种适合2.4 m望远镜主镜的镀膜工艺流程,并依此完成2.4 m望远镜主镜镀带MgF2保护的铝反射膜工作。陪镀片检测表明,铝膜膜厚极大极小值差43 nm,主镜反射膜在350~1 100 nm范围内平均反射率87.16%,经2.4 m望远镜实测,镀膜完成后极限星等不低于23.5 mag,比镀膜前约提高1 mag。2013年12月17日,在2.4 m望远镜上,利用终端云南天文台暗弱天体分光及成像仪(Yunnan Faint-Object Spectrograph and Camera,YFOSC),使用棱栅Grism3分光,对超新星SN 2011fe(V波段19.5 mag)成功进行光谱观测。30 min单幅曝光,获得暗于19 mag天体的光谱,刷新了该类天体在国内观测的新的记录。该目标在光谱观测的同时有相应的测光数据以及测光标准星观测,因此星等测量误差小于0.1 mag,可以用于定量分析。
镀膜;铝反射膜;天文望远镜主镜;保护膜
CN53-1189/P ISSN1672-7673
云南天文台丽江观测站2.4 m望远镜由英国TTL(Telescope Technology Limited)公司制造,该望远镜坐落于云南丽江高美古,地理位置东经100°01′51″,北纬26°42′32″,海拔3 193 m。2008年4月通过验收并投入使用,目前配备PICCD、SBIG、YFOSC、LiJET等终端,望远镜主要观测波段约为300~1 200 nm。2005年主镜出厂时,使用美国Kitt Peak天文台Mayall 4 m镀膜机镀有单层铝膜,中间膜厚118.3 nm,外边缘膜厚101.6 nm,反射率91.5%。自出厂以来,历经6年的使用,主镜反射率下降严重,急需重镀反射膜,使望远镜恢复其观测能力。
2011年9月由成都南光机器有限公司生产的ZZS3200镀膜机通过验收并投入使用,2.4 m望远镜主镜镀膜进入日程。ZZS3200镀膜机是天文望远镜主镜镀制反射膜的专用镀膜机,内部尺寸为内径3 200 mm,高度3500 mm,配有两台德国莱宝CVL1800无油低温泵,在国内首次采用自上向下的形式为天文望远镜主镜镀制反射膜,配有72组钨丝蒸发源可以较均匀地热蒸发镀铝,另配有3组电阻热蒸发保护膜的蒸发舟接口[1-2]。
天文望远镜主镜镀膜过程比较复杂,按顺序可分为:望远镜检测、主镜标定、拆除主镜、主镜装箱、主镜吊装到镀膜机、主镜旧膜脱膜、镀膜、主镜运输到圆顶、主镜出箱、安装、望远镜检测、光学调整等环节,整个过程具有高风险、难控制等特点。本文从天文主镜镀膜的环境控制,镀膜机蒸发源布置,保护膜的选择,旧膜脱膜等几个镀膜方面的难点出发,对天文望远镜主镜镀膜过程进行研究,探索一种成熟的工艺流程,降低每个环节的风险,提高镀膜质量,并依此完成2.4 m望远镜主镜镀膜工作。
1 环境控制
2.4 m望远镜主镜直径2 450 mm,重2 390千克,为了减少主镜吊装及镀膜风险,规避主镜翻转的动作,ZZS3200镀膜机设计为主镜面朝上,自上向下的形式进行镀膜。在清洁镜面及吊装过程中,空气中的灰尘颗粒很容易附着在镜面上。镀膜时的镜面上灰尘将会使反射膜针孔增加,反射率降低,杂散光增加,并影响膜层牢固度,在镀膜时应尽量减少空气中的较大灰尘颗粒数量。为评估镀膜机房灰尘的情况,对镀膜机房的灰尘颗粒数量进行了测量。
丽江高美古观测站海拔3 193 m,周边没有较大的化工厂等污染源,空气比较清洁。镀膜机房建筑结构如图1。
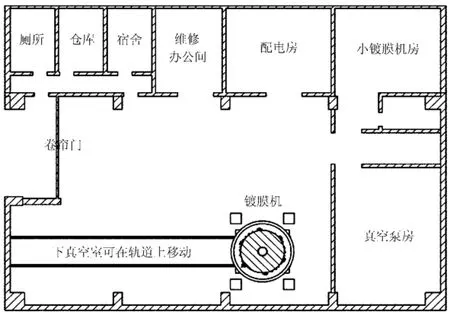
图1 镀膜机房布局示意图Fig.1 Illustration of the layout of the operation room for coating
镀膜机安装在镀膜机房最大的厂房内,镀膜机房大门内另配有一道防尘卷帘门,主镜进入镀膜机房后就保持关闭,工作人员通过侧面走廊经过两道门才可进入镀膜机房,减少人员进出带来的较大气流。为了测试不同情况下空气中灰尘颗粒的变化情况,2011年9月3日对镀膜机房内空气颗粒进行了测量,结果如图2。

图2 镀膜机房各个尺寸灰尘颗粒测量结果随时间变化,分别为0.3 μm、0.5 μm、1 μm、5 μmFig.2 Measured temporal changes of densities of dust grains of four different sizes (0.3μm,0.5μm,1μm,and 5μm)in the operation room for coating
测量过程分为几个时间段:11∶34-11∶45是只关闭镀膜机房大门进行测量;11∶45-12∶06关闭卷帘门以及配电房、办公室等镀膜机房内各个小房间的门;12∶06-12∶26在探头附近行走、做动作以模拟主镜清洗过程中工作人员操作带来的空气流动。
从图2可以看出,关闭卷帘门及各个房间的门,减少空气流动气流,可以明显降低空气中1.0 μm以下颗粒的含量,对大于5 μm的颗粒则影响很小,当有工作人员较快走动及进行其他操作时,则会带来较大灰尘颗粒起伏,此时污染源主要来自工作人员自身的衣服、地面、仪器等沉积的灰尘。所以,镀膜时关闭各个门,可以减少空气流动;减少操作人员,操作人员穿戴防尘服,可以减少空气中灰尘颗粒。
为不影响望远镜正常工作时间,考虑将镀膜时间安排在雨季,望远镜检修时间内,此时,空气湿度较大,统计2012年6月~10月雨季期间镀膜机房湿度见图3。
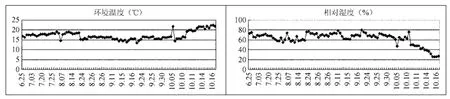
图3 2012年6月~10月镀膜机房内温湿度变化Fig.3 Daily temporal changes of the temperature and humidity in the operation room for coating averaged over June to October in 2012
主镜清洗时,空气中水分子附着在主镜上,将增加镀膜机抽真空时间,降低铝膜牢固度。经过反复镀膜试验,为降低湿度,减小空气中水分子对镀膜的影响,自10月10日开始,为镀膜机室内空气加温,从图3可以看出,室内温度提高约5℃,则相对湿度从70%显著降低到约50%,进入10月中旬,雨季结束,天气放晴,镀膜机房内相对湿度快速下降为30%。
为减少空气中水分子对镀膜的影响,最终确定镀膜时间为雨季刚刚结束的几天。
2 镀膜机真空室布局
ZZS3200镀膜机是一台钟罩式镀膜机,分为上下两部分,配有两种热蒸发源,72组钨丝组成的铝蒸发源,3组介质蒸发源分别成环形均匀分布于上真空室[1-2]。2.4 m望远镜主镜采用中心吊装的方式,下真空室内,中心有一个定位环,用于主镜吊入时中心吊钩定位。主镜由6个直径400 mm均匀分布的底支撑柱支撑,支撑柱表面垫有1 cm厚的真空橡皮。侧面有3组侧限位,防止主镜旋转时滑动。
ZZS3200镀膜机是我国首台自上向下热蒸发,用于天文望远镜主镜镀膜的真空镀膜机,镜面在下,可以减少镀膜前后对主镜的翻转动作,有效减少操作风险,同时方便对主镜的支撑、旋转结构进行设计,缺点是蒸发源在上,需要严格控制蒸发材料滴落、喷溅到镜面上,主镜吊装过程中空气中的灰尘易落到镜面上,无法经过离子轰击的办法清除[3-4]。
2.1 蒸发过程的喷溅、滴落
由于蒸发源在上,蒸发材料的喷溅、滴落将会严重影响膜层质量。喷溅、滴落发生的概率与蒸发源形状、蒸发源加热速率、蒸发源使用次数、蒸发源与材料的清洗等相关。
滴落主要是铝丝预熔不均匀引起的,ZZ3200钨丝蒸发源共有72根钨丝,每根钨丝上有6个环悬挂铝丝,但只有一个控制旋钮控制总电流。镀铝膜时,钨丝使用超过两次后,由于残留铝及本身受热引起的变形将使钨丝加热速率不同,72组无法同步预熔铝丝,进而产生严重的滴落现象。为有效检测镀膜过程中的喷溅滴落现象,初始阶段将下真空室铺满铝箔,检查喷溅点,后期采用直径2.4 m的平板钢化玻璃进行实际膜层的镀膜试验,经过反复测试,发现镀前使用无水乙醇清洗蒸发源和材料,可适当减少滴落的发生。
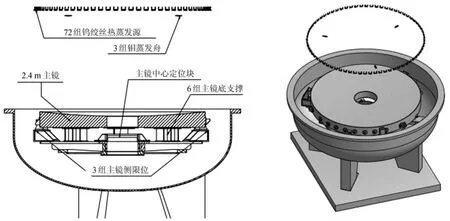
图4 ZZS3200蒸发源与主镜几何关系示意图Fig.4 Illustration of the geometrical relationship between the evaporation sources of the ZZS3200 coating machine and the primary mirror during the coating
铝丝的挂载参考Subaru望远镜[5],初始采用绞丝式挂载铝丝,预熔时观察发现在一根钨丝的每个环上铝丝加热亮度不均匀,经分析认为是铝绞丝与钨丝接触面积不同导致,改为悬挂法之后,滴落明显减少。

图5 悬挂法安装铝丝(左),铝丝预熔完成效果(右)Fig.5 Installation of the aluminium wire by the suspension method(as shown in the left panel) and the status of the pre-melted aluminium wire(as shown in the right panel)
为彻底消除滴落的风险,采用预先预熔的办法进行了尝试[6],即首先将铝丝预熔到钨丝上。但是如果已经发生过滴落,则由于对应钨丝上铝的减少,再次预熔时,仍会造成钨丝蒸发源加热不均匀,通过目视观察可发现钨丝的亮度不一致,此时如果钨丝电流参数不当,仍会造成铝的二次滴落。
通过继续进行实验,镀前使用无水乙醇清洗蒸发源和材料,经过反射测试钨丝电流与各个环节持续时间,已经可以不需要提前一次预熔,融化铝丝与镀膜连续进行,同样可以控制到铝丝不滴不溅。实际2.4 m望远镜主镜镀膜时,采用的也是不提前预熔铝丝,熔完铝丝后马上镀膜。
钨丝蒸发源在加工时,可以直接在钨丝每个环上缠绕铝丝,将会进一步增加镀膜的稳定性,减少滴落喷溅的概率,考虑到成本问题,2.4 m望远镜主镜镀膜时只采用普通的钨丝,铝丝采用悬挂的方法镀铝反射膜。
2.2 膜厚均匀性
对于大口径天文望远镜主镜镀膜,由于蒸发源较多,膜厚分布情况复杂,本文采用膜厚分布的均方差来衡量膜厚分布情况,定义膜厚不均匀性为:

由于真空室结构已经固定,通过调节主镜支撑与蒸发源的间距,可以适当改善铝膜与保护膜的膜厚均匀性,综合考虑铝膜与保护膜,选择主镜距钨丝蒸发源的垂直距离为H=1 255 mm,钨丝环半径L=1 300 mm,得到优化后的理论膜厚分布[2,4]与实测结果分别如图6。
其中,测量铝膜膜厚均匀性时,发现半径600 mm以外膜厚显著减低,经过检查,是由防污板遮挡引起。在钨丝内外圈安装有防污板,当铝发生侧向喷溅时可以保护铝无法到达主镜上,并减少镀膜对真空室的污染,方便清洗镀膜机。另外,为增加轰击效果,轰击电极要求尽量低,结构如图6(右),在镀膜机设计过程中,没有考虑钨丝的具体尺寸,防污板的下边缘对铝膜蒸发造成遮挡,当将螺旋结构的钨丝形状加入膜厚计算模型,加入钨丝和轰击电极尺寸,得到修正后的铝膜膜厚分布如图6(左)中实线所示。测量的铝膜膜厚不均匀性为5.82%。
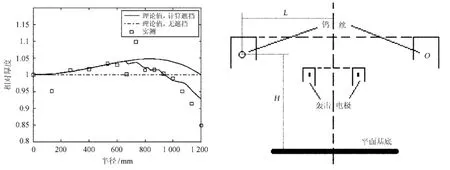
图6 平面基板上铝膜相对膜厚均匀性(左),钨丝与电极的防污板几何关系示意图(右)Fig.6 The left panel shows the thickness values of the aluminium film on the plane substrate;it demnonstrates the uniformity of the film.The right panel shows the geometrical relationship between the antifouling covers of the tungsten wires and those of the electrodes
直接测量介质保护膜的膜层厚度比较困难,本文考虑通过透射光谱反演获得保护膜的厚度。首先测试了SiOx保护膜,SiO在充氧的环境下热蒸发沉积形成SiOx(1<x<2)膜层,使用折射率较高的ZF7作为检测片,分布于一个平面工件架上,镀制了一层SiOx膜层。使用Lambda 950可见/近红外分光光度计测量检测片的光谱透过率,由其光谱透过率反演得到膜层厚度。结果如图7,膜厚均匀性与模拟结果基本一致,介质保护膜膜厚不均匀性为3.95%。
在边缘附近,数据有较大误差,由于ZZ3200镀膜机真空室充氧管道出气口恰好位于真空室边缘处,高度与工件架接近,分析认为是由于充氧以后真空室内分子平均自由程过短引起膜层不够致密,导致在边缘处膜层吸收率增加,使用光谱透过率反演法得到的膜厚比实际值大,此外,在中心及边缘处薄膜的沉积角度变大,也对薄膜的膜层结构有一定的影响[7]。
试验时为提高测量精度镀制了较厚的SiOx保护膜,实际镀膜时可以根据指定的参考波长,选择镀制二分之一参考波长光学厚度的薄膜,在参考波长附近到与单层铝膜相同的反射率,或远小于波长的膜层厚度,减少单层介质膜在整个观测波段内对铝膜反射率的影响。
3 保护膜材料的选择
考虑到大气中灰尘和酸性颗粒对铝膜的影响,天文望远镜主镜的铝反射膜,需要每隔2-3年重镀一次。单层介质保护膜可以适当延长铝膜使用寿命,但会相应降低膜层反射率,保护膜材料的折射率越高,反射率降得越低。为主镜铝膜镀制保护膜时,需要均衡考虑保护膜的保护效果及下次镀膜时脱膜难度,对于常用的SiO保护膜,镀膜时需要为真空室内充氧气,促使SiO氧化为SiOx(1<x<2),当充氧恰当时,可以得到致密的SiOx保护膜。经过实际脱膜比对,致密的SiOx保护膜极难通过常用脱膜液热NaOH溶液或稀HCl溶液[6,8]清洗掉。考虑到MgF2在室温条件下热蒸发薄膜为多孔结构,MgF2拥有更低的折射率,另外,MgF2镀膜时不需充氧,一可防止铝膜在镀保护膜充氧时氧化,二可以避免充氧时使真空室内压强增大,减小蒸发粒子的平均自由程,最终采用MgF2作为铝反射镜的保护膜材料。
4 主镜进出镀膜机的吊装
主镜进入真空室镀膜以前需要清洗镜面沉积的灰尘及旧反射膜,使用纯净水、无水乙醇、丙酮、脱脂棉纱布等将镜面彻底清洁、擦干,然后按照下面流程将主镜吊装到镀膜机下真空室内。
2.4 m主镜运输时,主镜装入主镜箱中,总重4 100千克,使用吊车与货车配合运输。主镜使用中心抓钩进行吊装,进出镀膜机真空室时,由于镀膜机下真空室可以在轨道上移动,为减少吊装风险,将洗镜车也设计为可在轨道上移动,使得室内桁车只需操作主镜进行上下移动,可避免桁车在平移时主镜摆动带来的操作风险。由于这是2.4 m望远镜首次开展主镜镀膜工作,为积累经验,熟悉流程,及时发现隐患,在正式镀膜前,使用主镜代镜进行两次主镜的吊装、运输演习。
5 2.4 m望远镜主镜镀膜结果
2012年10月,使用ZZS3200镀膜机完成2.4 m望远镜的主镜镀膜工作,镀制了200 nm厚的铝膜,铝膜最大沉积速率6.2 nm/s,真空度4.22e-4Pa,为减少保护膜对光谱反射率影响,保护膜采用33 nm厚的MgF2,最大沉积速率0.3 nm/s。在半径1300 mm处放置陪镀片,使用lambda950分光光度计测量光谱反射率,在350~1 100 nm波段内反射率平均值为87.16%,图8绘出检测片反射率曲线分布,另附无保护膜时同台仪器测得单层铝膜反射率曲线。可见保护膜的存在使得光谱反射率在可见光波段下降约5%。
2012年12月6日测光夜,对目标SDSS J051358.52+264523.8进行了观测。使用r波段,曝光20 min,得到图像如图9,星像半宽1.3”,信噪比~3。对比镀膜之前,一小时的曝光只能看到22 mag的目标(所谓看到,指的是信噪比≥3),现在20 min即可看到23.5 mag的目标,去掉视宁度的影响,镀膜后的效率为镀膜前的~2.54倍。
2013年12月17日,在2.4 m望远镜上,利用终端云南天文台暗弱天体分光及成像仪,使用棱栅Grism3分光,对超新星SN 2011fe(V波段19.5 mag)成功进行了观测。单幅30 min曝光,获得暗于19 mag天体的光谱,刷新了该类天体在国内观测的新的记录。该目标在光谱观测的同时有相应的测光数据以及测光标准星观测,因此星等测量误差小于0.1 mag,可以用于定量分析。
这种测量只能定性反映出效率的提升,不能很好地反映极限星等的绝对提升。如果要定量地描述镀膜前后的变化,选择较亮的标准星,进行镀膜前后的亮度测量对比。

图8 陪镀片与单层铝检测片反射率曲线对比Fig.8 Comparison between the reflectivity curve of the accompanying plate in the coating and that of a test plate with a single aluminium layer(coated by the same machine)
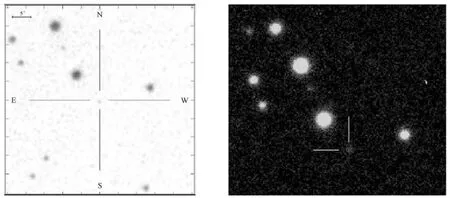
图9 SDSS的目标图像(左)与2.4 m望远镜拍摄的目标图像(右)Fig.9 The left panel shows an SDSS image and the right panel shows an image of the same sky field taken by the 2.4m optical telescope(after the coating)
6 结 论
使用国内第1台自上向下、蒸镀铝反射膜的大型镀膜机,完成2.4 m望远镜主镜的镀膜工作,是目前东南亚地区口径最大的非拼接光学天文望远镜主镜。铝膜膜厚极大极小值差43 nm,加镀较薄的MgF2保护膜,提供一定的保护效果,在可见光短波长波段,反射率受到明显影响,在可见光长波段、近红外波段反射率降低较少,保持了较高反射率。这种膜系,可在下次镀膜时用热10%NaOH溶液或稀HCl溶液作为脱膜液,快速洗掉旧膜。镀膜完成后的观测表明,2.4 m望远镜极限星等比镀膜前提高了约1 mag。
致谢:在镀膜期间,得到李如凤、李志、刘威卫、楼柯等老师的热心指导与帮助,特此感谢!
[1] Pei W J,Liu H X,Du W C.Coating the 2-m level primary mirror with protected aluminum[C]// 6th International Symposium on Advanced Optical Manufacturing and Testing Technologies:Large Mirrors and Telescopes.Proceedings of the SPIE,2012:8415-8422.
[2] 杜维川,刘洪祥,裴文俊,等.大型天文望远镜主镜镀膜技术[J].强激光与粒子束,2012,24(2):365-369.
Du Weichuan,Liu Hongxiang,Pei Wenjun,et al.Large-telescope primary mirror coating technology [J].High Power Laser and Particle Beams,2012,24(2):365-369.
[3] Sasaki G,Kanzawa T,Ohshima N,et al.Aluminum coating experiments by using pre-wetting method[R].Report of the National Astronomical Observatory of Japan,1999,4(3):121-128.
[4] 王长军,熊胜明.大口径光学元件薄膜厚度均匀性修正[J].强激光与粒子束,2007,19 (7):1153-1157.
Wang Changjun,Xiong Shengming.Correction for film thickness uniformity of large aperture optical components[J].High Power Laser and Particle Beams,2007,19(7):1153-1157.
[5] Kurakami T,Yutani M,Kanzawa T,et al.Mirror coating 2003 in Subaru Telescope[C]// Proceedings of SPIE,2004,5494:574-585.
[6] G Sasaki,T Kanzawa,N Ohshima,et al.Aluminum coating experiments by using pre-wetting method[R].Report of the National Astronomical Observatory of Japan,1999,4(3):121-128.
[7] 潘永强,杭凌侠.斜角入射沉积TiO2薄膜的光学特性和表面粗糙度[J].中国激光,2011,38(2):0207001.
Pan Yongqiang,Hang Lingxia.Optical properties and surface roughness of TiO2thin films prepared by using oblique angle deposition[J].Chinese Journal of Lasers,2011,38(2):0207001.
[8] 马品仲.直径为4.3米望远镜主镜的清洗与镀膜工艺及设备若干问题的探讨[J].真空,1995(4):23-27.
Ma Pinzhong.Scheme of cleaning and coating on primary mirror for 4.3M telescope[J].Vacuum,1995(4):23-27.
A Study of Technologies of Coating on the Primary Mirror of the 2.4m Optical Telescope of the Yunnan Observatories
Lun Baoli1,2,3,Qin Songnian1,2,Wang Jianguo1,2,Fan Yufeng1,2,3,Xu Wenbo1,2,Peng Huanwen1,2,3,Chang Liang1,2,Wang Chuanjun1,2,Xin Yuxin1,2,Yi Weimin1,2,3,Xu Yueheng1,2,Wang Xueli1,2,Zhang Jujia1,2,Li Jian1,2,He Shousheng1,2
(1.Yunnan Observatories,Chinese Academy of Sciences,Kunming 650011,China;2.Key Laboratory for Structure and Evolution of Celestial Objects,Chinese Academy of Sciences,Kunming 650011,China,Email:lunbl@ynao.ac.cn;3.University of Chinese Academy of Sciences,Beijing 100049,China)
In this paper we study technologies of adding aluminium coatings on the primary mirror of the 2.4m optical telescope of the Yunnan Observatories.These are for operations with a large vacuum evaporation coating machine of the type ZZS3200,which is the first vacuum evaporation chamber to coat objects downward in China.We discuss some difficult issues of coating operations,including approaches to control the environment,arrange the evaporation sources of the coating machine,choose the protection film,and remove old coatings.Using these technologies we completed the coating of the primary mirror of the 2.4m telescope with an aluminum reflection layer and an MgF2protection layer.The average reflectivity of an accompanying plate in the coating(as the witness sample)is 87.16%in the wavelength range from 350nm to 1100nm.After the coating the limit magnitude of the telescope reaches 23.5 magnitudes,which is about 1 magnitude fainter than before the coating.
Coating;Aluminium reflection layer;Primary mirror of an astronomical telescope;Protection layer
O484
A
1672-7673(2014)02-0176-08
2013-04-09;修定日期:2013-05-28
伦宝利,男,博士.研究方向:天文薄膜技术.Email:lunbl@ynao.ac.cn
猜你喜欢
应用光学(2023年3期)2023-06-05 09:21:56
真空与低温(2018年3期)2018-07-29 03:05:42
中国核电(2017年2期)2017-08-11 08:00:54
光学精密工程(2016年11期)2016-12-19 02:30:19
四川冶金(2015年4期)2016-01-01 16:27:36
原子能科学技术(2015年2期)2015-03-20 08:21:14
激光与红外(2014年8期)2014-03-20 08:50:22
食品科学(2013年24期)2013-03-11 18:30:37
中国钨业(2012年4期)2012-12-31 13:36:32
天津冶金(2012年5期)2012-01-04 06:51:22