
防迁移整理对分散染料热迁移性的影响
2014-05-11 10:05:32李小凤朱亚伟
丝绸 2014年3期
李小凤,朱亚伟,2,徐 明
(1.苏州大学纺织与服装工程学院,江苏苏州215021;2.现代丝绸国家重点实验室,江苏苏州215123;3.常州喜莱维纺织科技有限公司,江苏常州213125)
含涤纶、锦纶纤维的涂层整理或功能整理,在热处理时,纤维内部的染料会发生与上染逆向的热迁移[1],部分染料会重新迁移至纤维表面,导致成品色牢度大幅度下降[2-3]。崔浩然[4]、陈荣圻[5]等已研究过分散染料热迁移性的机理及其对色牢度的影响,邵建中[6]等运用溶度参数理论对涤纶涂层织物在生产和存储过程中发生迁移及色变的机制进行了研究。随着多样化涂层整理的发展,分散染料不仅有热迁移现象,而且有溶剂迁移现象,特别当非极性溶剂或非离子表面活性剂存在时,甚至在成品较长时间放置时也会发生[7],导致织物表面产生色花和色点[8-9]。
本研究试制了涤/锦/棉混纺织物的涂层产品,采用活性染料和分散染料染色,染色织物先经有机氟防水剂整理,再在织物反面进行水溶性PU涂层,织物正面进行油蜡涂层。发现涂层整理织物在放置15~20 d后,分散染料会向表面发生迁移,特别是深色制品,会产生严重的色点和色花等病疵。
本研究的目的是对染色基布进行特殊的预处理,防止织物因防水或涂层整理引起的分散染料迁移。
1 试验
1.1 材料与设备
材料:涤/锦/棉混纺织物,涤纶、锦纶与棉的质量比为45︰15︰40,织物平方米质量为170 g/m2(常州喜莱维纺织科技有限公司);白色涤纶织物(市售);PU涂层剂202(聚氨酯和非离子乳化剂组成),油蜡涂层剂806(高分子聚酯和高级烷烃组成),有机氟防水剂HS(丙烯酸氟树脂和非离子乳化剂组成,苏州常春藤进出口有限公司),防迁移剂H-95含固量2%(阴离子高分子树脂组成,博约生物科技(苏州)有限公司),交联剂AM(双官能度酸性自交联剂和催化剂组成,实验室自制),活性红玉B-4BD、活性黄B-4RF、活性黑W-NN,分散红玉S-5BL、分散黄SE-3K、分散黑ECT和分散蓝FBLN(均为市售)。
设备:JJ-1精密增力电动搅拌器(金坛市金南仪器制造有限公司),EL-400立式小轧车(上海朗高纺织设备有限公司),DHG-9070A电热恒温鼓风干燥箱(上海精宏实验设备有限公司),UltraScan-XE电脑测配色仪(美国 Hunter Lab公司),Thermaplate-620色牢度和稳定性测试仪(英国JAMES H.HEAL有限公司),涂层机(常州市奋发印染设备有限公司)。拉幅定形机(常州市创新印染机械有限公司)。
1.2 方 法
1.2.1 涤/锦/棉混纺织物的染色
采用先活性染料染色再分散染料染色的二浴法工艺,拼色用活性染料的配比为:活性红玉B-4BD质量分数0.11%、活性黄B-4RF质量分数0.33%、活性黑W-NN质量分数5.00%。拼色用分散染料的配比为:分散红玉S-5BL质量分数0.38%、分散黄SE-3K质量分数1.05%、分散黑ECT质量分数2.50%、分散蓝FBLN质量分数0.30%。染色织物的颜色特征值为:L*=21.84,a*=0.37,b*=-2.18,K/S=15.42。
1.2.2 织物涂层方法
工艺I:织物→防水整理→PU涂层(反面)→油蜡涂层(正面)。
工艺II:织物→防迁移整理→防水整理→PU涂层(反面)→油蜡涂层(正面)。
工艺III:织物→防迁移整理→PU涂层(反面)→油蜡涂层(正面)。
工艺条件:1)防迁移整理:H-95 x g/L,AM y g/L,二浸二轧,轧余率90%,焙烘温度175℃,焙烘时间3 min;2)防水整理:有机氟防水剂 HS质量浓度40 g/L,二浸二轧,轧余率90%,焙烘温度160℃,焙烘时间3 min;3)PU涂层:PU涂层剂202,焙烘温度160℃,焙烘时间3 min;4)油蜡涂层:油蜡涂层剂806,焙烘温度160℃,焙烘时间3 min。涂层整理的试验采用筛网刮印方式。
1.2.3 织物生产中的整理方法
采用工艺II的加工方法,防迁移整理和防水整理在拉幅定形机上进行,PU涂层和油蜡涂层在涂层机上生产。
1.2.4 染料迁移试验方法
因织物上分散染料的迁移是在放置过程中出现的,为缩短试验时间,经多次试验和评价,采用如下方法用于实验室试样的评价:将整理织物(10 cm×10 cm)的正反面贴合两块同面积的白色涤纶织物,缝合四周,在电热恒温鼓风干燥箱中于160℃处理3~10 min,测试正面和反面贴合白色涤纶织物的沾色程度,沾色程度用亨特白度和沾色等级表示。该试验方法能模拟在放置过程中分散染料产生的染料迁移性。
1.3 测试方法
1.3.1 白度和沾色等级
在UltraScan-XE型电脑测配色仪上进行测试,采用D65光源及10°视角,测试亨特白度,测试5次取平均值;沾色等级按GB/T 251—2008《纺织品 评定沾色用灰色样卡》评定。
1.3.2 升华牢度
在Thermaplate-620色牢度和稳定性测试仪上采用GB/T 6152—1997《纺织品 色牢度试验耐热压色牢度》的方法测试织物干压和潮压色牢度,按GB/T 251—2008沾色和GB/T 250—2008《纺织品 色牢度试验评定变色用灰色样卡》评定。
2 结果与讨论
2.1 涂层整理对分散染料热迁移性的影响
涤/锦/棉染色织物采用工艺I的涂层方法,比较整理前后织物在160℃下经不同时间热处理,白色涤纶(白度为95.18)的沾色牢度见表1,同时未涂层染色织物的升华色牢度见表2。
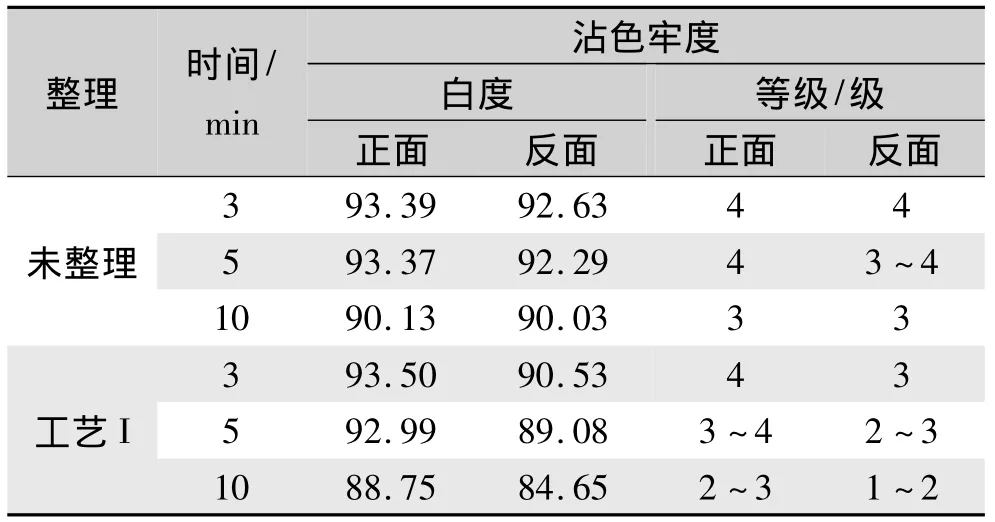
表1 涂层整理对分散染料热迁移性的影响Tab.1 Influence of coating finishing on thermal migration of disperse dyes
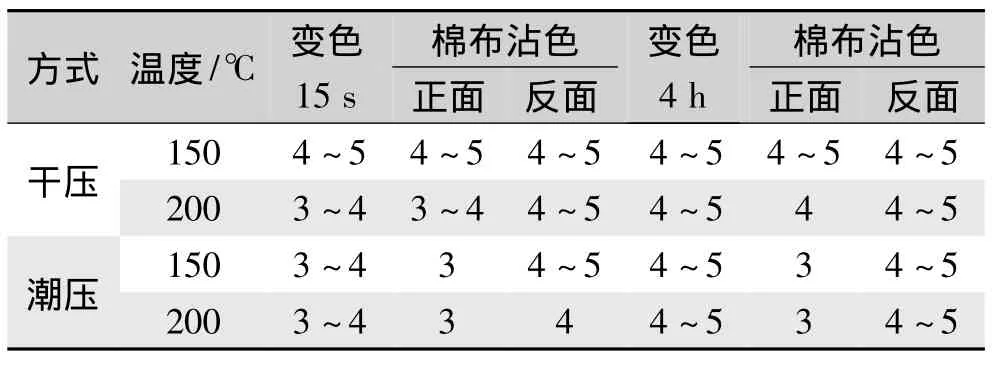
表2 未涂层织物的升华色牢度Tab.2 Sublimation fastness of uncoated fabrics
由表1可知,涤/锦/棉染色织物经高温热处理后,正面和反面的涤纶白布的沾色程度随着时间的延长而增多,反面涤纶白布的沾色较正面严重;经工艺I整理的织物,沾色程度更为严重,即涂层整理织物更容易发生分散染料向纤维表面的热迁移。
由表2可知,涤/锦/棉染色织物经高温潮压处理后在15 s时的变色牢度为3~4级,在4 h时的变色牢度为4~5级,棉布正面沾色牢度仅为3级,说明所选分散染料本身的升华牢度不高。
2.2 防迁移整理对分散染料热迁移性的影响
经筛选H-95是一种较有效的防迁移整理剂,为改善分散染料的热迁移性,涤/锦/棉织物采用工艺II的涂层方法,比较在100 g/L防迁移剂H-95中加入10 g/L交联剂AM对整理织物染料热迁移性能的影响,在160℃下经不同时间热处理,白色涤纶的沾色牢度见表3。
由表3可知,与工艺I相比(见表1),采用H-95防迁移整理剂处理,在相同的热处理条件下,白色涤纶的沾色程度较小;加入交联剂AM,白色涤纶的沾色牢度变得更小,即白度值较高,沾色牢度等级较高。说明在防迁移剂H-95中加入交联剂AM,对改善分散染料的迁移牢度是有利的,当热处理时间为3~5 min时,白色涤纶的白度较高,沾色牢度等级达4级以上。
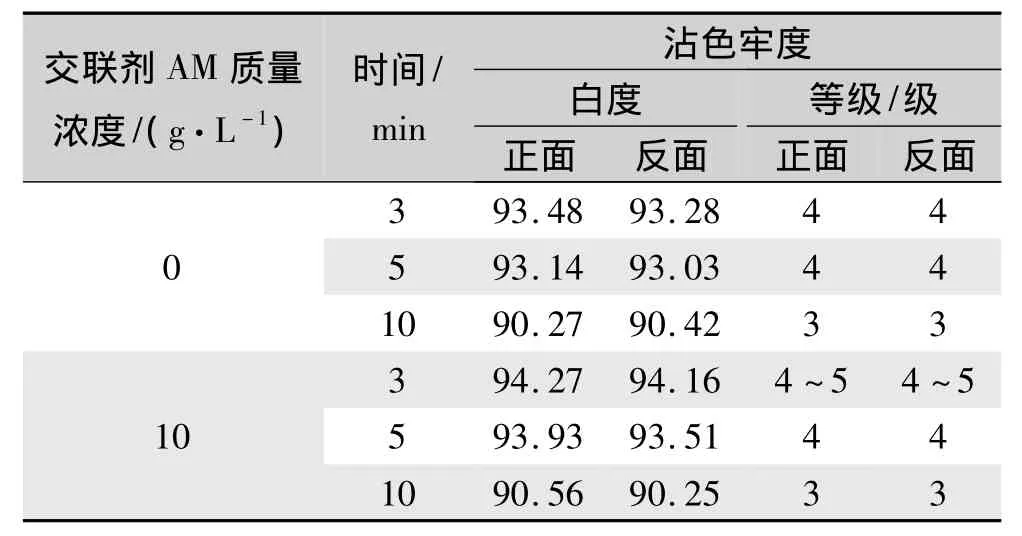
表3 交联剂质量浓度对分散染料热迁移性的影响Tab.3 Influence of mass concentration of cross-linking agent on thermal migration of disperse dyes
采用工艺II的涂层方法,加入质量浓度10 g/L的交联剂AM,改变防迁移剂H-95的质量浓度,整理织物在160℃下经不同时间的热处理,白色涤纶的沾色牢度见表4。

表4 H-95质量浓度对分散染料热迁移性的影响Tab.4 Influence of mass concentration of H-95 on thermal migration of disperse dyes
由表4可知,当热处理时间为5 min时,随着H-95质量浓度的增加,涤纶贴衬白度和沾色等级的变化不明显;当延长热处理时间至10 min时,H-95质量浓度为100 g/L,涤纶贴衬白度和沾色等级都较好,综合考虑选取H-95质量浓度为100 g/L。
固定防迁移剂H-95的质量浓度为100 g/L,改变交联剂AM的质量浓度,整理织物经160℃ ×5 min热处理,白色涤纶的沾色牢度见表5。
由表5可知,AM对染料热迁移的影响不大,基于成本考虑选取AM质量浓度为1 g/L,但白度明显比表4中的白度高,再次说明AM在防迁移整理中是很重要的。H-95与AM联合使用时效果最好,即防迁移剂H-95的质量浓度为100 g/L、交联剂AM的质量浓度为1 g/L时,其涤纶白度最高,正反面沾色牢度等级达到4~5级。

表5 AM质量浓度对分散染料热迁移性的影响Tab.5 Influence of mass concentration of AM on thermal migration of disperse dyes
在含分散染料的涂层或功能整理加工中,因整理剂中常含有非离子表面活性剂或有机溶剂,涂层或功能整理织物在热处理时,非离子活性剂或有机溶剂会向纤维内部扩散,而分散染料与非离子表面活性剂或有机溶剂存在较强的增溶或相互作用,纤维内部的分散染料会随着非离子活性剂或有机溶剂的热运动而向纤维表面迁移。本试验采用的防迁移剂H-95是一种阴离子高分子物,能在纤维表面形成高分子膜,又能与分散染料形成较强的相互作用,交联剂AM能促进防迁移剂H-95与纤维之间的结合牢度。因此,经防迁移剂H-95预整理的织物,再经含非离子活性剂或有机溶剂的涂层或功能整理,如防水整理、PU涂层和油蜡涂层,防迁移剂H-95形成的膜不仅能阻止分散染料由纤维内部向纤维表面的迁移,同时能减少非离子活性剂或有机溶剂与分散染料的接触,提高了分散染料在热处理过程中的稳定性,减少了分散染料的热迁移现象。
2.3 实际生产中存在的问题及解决方法
采用工艺I涂层整理的涤/锦/棉织物,不同颜色的织物在放置15~20 d后,特别是绿色、深蓝色和黑色织物,会产生严重的色花和色点现象,这主要是分散染料向纤维表面迁移引起的。
采用经优化的涂层整理工艺Ⅱ,在工厂中试制了约1 000 m涂层织物,产品放置20 d,织物表面虽不再出现因染料迁移引起的色花和色点现象,但整理后会出现水渍印(局部颜色变花),有少量织物的反面会出现无规律的不均匀白点。经初步分析可能是防迁移剂和防水剂的不相容引起的。为了解防迁移剂和防水剂的相互作用,采用工艺II和工艺III,将整理织物在160℃和175℃下处理3 min,观察涂层织物是否产生水渍印,观察结果见表6。
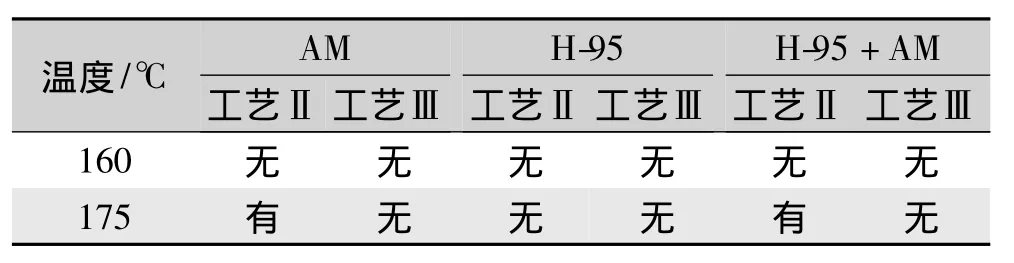
表6 不同试验条件对织物表面水渍印的影响Tab.6 Influence of different testing conditions on surface stains of fabrics
由表6可知,不经防水整理的工艺Ⅲ,织物表面都不会产生水渍印;经防水整理的工艺Ⅱ,在160℃热处理时也无水渍印,但在175℃时会产生水渍印。因此水渍印的出现是由防水剂HS和交联剂AM的不相容引起的。因为交联剂AM是一种强酸性、阴离子型低温自交联剂,而防水剂HS是弱阳离子有机氟防水剂,如果防迁移整理发生交联不足或过度,会导致防水剂HS的耐酸性变差,防水剂HS在织物表面产生不均匀分布而产生水渍印。
采用涂层工艺Ⅱ,分别将防迁移剂H-95和交联剂AM、防水剂HS与PU涂层剂202在织物上进行人为地不均匀处理,观察织物表面白点的现象。试验结果表明,H-95+AM、PU涂层剂202整理的织物表面均没有出现白点现象,而经防水剂HS处理的织物表面存在明显的白点,由此可以推断涂层织物表面白点的产生与防水剂的分布不均匀有关,可能是浸轧防水剂HS时,织物上未反应的强酸性物质进入浸轧液,导致防水剂HS乳液分层引起的。
调整交联剂AM的配比及控制防水整理的焙烘温度,在工厂中试制了约3万m涂层织物,没有出现因分散染料迁移引起的色花、色点、水渍印和白点等病疵,涂层产品已出口到德国,取得了良好的经济效益。
3 结论
1)防迁移整理能有效地改善涤/锦/棉织物因分散染料热迁移引起的现象,解决了实际生产中因涂层等功能整理引起的色花、斑点问题。
2)优化的防迁移整理工艺参数为:防迁移剂H-95质量浓度100 g/L,交联剂质量浓度AM 1 g/L,焙烘温度175℃,焙烘时间3 min。
3)通过对涤/锦/棉染色织物的预整理,在纤维表面形成一层保护膜和增强与分散染料的相互作用,能阻止分散染料因含非离子表面活性剂或有机溶剂的功能整理引起的迁移现象,为多功能纺织品的开发提供了一种有效的方法。
[1]汪青,周伟涛,武绍学.染色后处理对涤纶织物色牢度的影响[J].山东纺织科技,2006(5):4-7.WANG Qing,ZHOU Weitao,WU Shaoxue.Effects of posttreatment on color fastness of dyed polyester fabric[J].Shandong Textile Science & Technology,2006(5):4-7.
[2]陈荣圻,王建平.生态纺织品与环保染化料[M].北京:中国纺织出版社,2002:341-343.CHEN Rongqi,WANG Jianping.Eco-textiles and Environmental Dyes[M].Beijing:China Textile & Apparel Press,2002:341-343.
[3]赵培华.耐热迁移性分散染料[J].印染,2001,27(11):49-51.ZHAO Peihua.Heat resistant migration disperse dyes[J].Dyeing and Finishing,2001,27(11):49-51.
[4]崔浩然.分散染料热迁移性对染品质量的影响[J].印染,2003,29(10):13-17.CUI Haoran.Effects of thermal migration of disperse dyes on dyeing quality[J].Dyeing and Finishing,2003,29(10):13-17.
[5]陈荣圻.关于活性染料及分散染料色牢度几个热点问题的讨论[J].染料与染色,2004,41(4):198-205.CHEN Rongqi.A discussion about the color fastnesses of reactive and disperse dyes[J].Dyestuffs and Coloration,2004,41(4):198-205.
[6]徐敏,邵建中,刘今强.溶度参数理论在涤纶涂层织物染料迁移色变研究中的应用[J].纺织学报,2013,34(1):72-78.XU Min,SHAO Jianzhong,LIU Jinqiang.Application of solubility parameter theory on color change of coated polyester fabrics caused by migration of disperse dyes[J].Journal of Textile Research,2013,34(1):72-78.
[7]林风喜.涤纶涂层织物产生染料转移原因分析[J].中国纤检,2013(13):85-87.LIN Fengxi.Analysis of reasons for polyester coated fabric dye transfer[J].China Fiber Inspection,2013(13):85-87.
[8]叶金兴.聚酯纤维中分散染料的热迁移现象[J].丝绸,1986(5):42-45.YE Jinxing.Phenomenas of thermal migration of disperse dyes in polyester[J].Journal of Silk,1986(5):42-45.
[9]肖宏,张怀玉,何元芳.分散染料染涤纶织物整理后色花、色变及染色坚牢度问题的探讨[J].印染,1987,13(6):330-334.XIAO Hong,ZHANG Huaiyu,HE Yuanfang.On the uneven dyeing,color change and color fastness after finishing of polyester fabrics dyed with disperse dyes[J].Dyeing and Finishing,1987,13(6):330-334.
猜你喜欢
纺织学报(2024年2期)2024-03-25 09:43:12
福建中学数学(2021年2期)2021-02-28 15:58:44
纺织科学研究(2017年8期)2017-09-05 09:46:47
科教导刊·电子版(2016年35期)2017-04-20 13:30:28
科学与财富(2016年32期)2017-03-04 20:21:31
中国建筑防水·悦居(2016年12期)2017-01-12 20:33:43
纺织学报(2016年5期)2016-07-12 13:33:02
当代化工研究(2016年7期)2016-03-20 16:22:02
信息记录材料(2016年4期)2016-03-11 15:22:36
股市动态分析(2015年28期)2015-09-10 07:22:44
