
减阻剂对后混合磨料水射流切割质量的影响
2014-05-06 08:23蔡书鹏
湖南工业大学学报 2014年2期
蔡书鹏,白 璐,胡 东
(湖南工业大学 水射流研究所,湖南 株洲 412007)
减阻剂对后混合磨料水射流切割质量的影响
蔡书鹏,白 璐,胡 东
(湖南工业大学 水射流研究所,湖南 株洲 412007)
通过在后混合磨料水射流中加入聚丙烯酰胺切割大理石,测量切割工件的切缝宽度和切割表面的粗糙度来分析减阻剂对后混合磨料水射流切割质量的影响。试验结果表明:减阻剂对射流束有集束作用,同等条件下减阻剂磨料射流要比常规磨料射流的切缝窄,而且减阻剂使切割断面粗糙度减小,使切割质量提高。试验中,随着减阻剂质量分数的增加,切割质量得到提高。
减阻剂;后混合磨料水射流;粗糙度;切割质量
0 引言
水射流切割是一种对环境友好的冷态高能切割技术,该技术的不足之处是切割表面存在粗糙条纹,从而影响切割断面质量。对于后混合式磨料水射流切割,其磨料以较低的初始速度进入混合腔,不能与射流充分混合,磨料颗粒得不到很好的加速,经喷嘴喷射出的磨料速度不高,明显降低了射流束对工件断面的冲蚀,直接影响工件的切割质量[1]。在水中加入聚合物减阻剂,是提高其射流性能的一种重要途径。李兆鸣等人[2]在水中加入聚合物,研究了聚合物对锥形喷嘴射流湍流特性的影响;杨永印等人[3]基于PIV技术就聚丙烯酰胺对淹没浆体射流的影响进行了探索性研究;刘小健等人[4]采用磨料浆体切割机床探讨了高聚物对射流切割的影响。以上研究只是针对减阻剂对前混合磨料射流切割性能的影响,但在后混合磨料射流切割中加入高聚物减阻剂还未见报道。由于减阻剂具有减小浆体颗粒与纯水流体微团之间的摩擦阻力的作用,因此在后混合磨料射流切割中加入高聚物减阻剂,有望进一步提高水射流的切割能力和切割质量。
本文通过在后混合磨料水射流中加入聚丙烯酰胺(polyacrylamide,PAM),对大理石工件进行切割试验,测量出不同工作参数下其切缝宽度及切断面粗糙度,并与未加入减阻剂PAM的试验结果进行比较,分析PAM对其切割质量的影响。
1 试验
1.1 试验设备与材料
切割机为深圳力源科技有限公司生产的龙门式高压磨料后混合式水射流切割机;粗糙度测量采用德国霍梅尔公司生产的T8000 RC粗糙度轮廓仪;喷嘴为0.89mm磨料喷嘴;磨料为粒度80目的石榴石磨料;工件材料为18mm厚的大理石板,其密度为2970~3070kg/m3,耐压强度为2500~2600kPa;减阻剂是分子量为1200万的聚丙烯酰胺。
1.2 试验方法
溶液配制:利用电子称称取一定质量的聚丙烯酰胺溶质,并用自来水(水温为10℃)配制成质量分数为0.1%的母液,然后放入已知溶剂质量的桶中稀释成所需浓度的稀溶液,静置40min以上。
试验参数设置:切割压力250MPa,磨料流量0.35kg/min,切割速度50~300mm/min,射流靶距4mm。分别采用质量分数为0.03%, 0.04%, 0.05%的聚丙烯酰胺稀溶液和纯水对工件进行切割试验。
采用切缝宽度与断面粗糙度来评价切割质量。切割断面粗糙度测量位置(h),选择离切口顶部分别为3, 6, 9, 12, 15mm处,如图1所示。为保证测量精度,在试验过程中,对每组被测件进行至少3次重复测量,测量取样长度为30mm。

图1 切割断面粗糙度测量位置Fig.1 The measuring position of roughness on cutting surface
采用电子游标卡尺测量切缝宽度,每条切缝选取10个以上的测量点,取测量结果的平均值作为被测件的切缝宽度。切缝宽度测量点如图2所示。

图2 切缝宽度测量点Fig.2 The measuring point of kerf width
2 试验结果分析
2.1 减阻剂对大理石板切缝的影响
Rehbinder通过理论分析并用试验修正得到的压力与切深及切宽的关系[5]为

式中:P0为射流作用在工件表面上的压力,Pa;
H为切割深度,m;
D为切割宽度,m。
射流对试样切割,试样消耗的功率[5]为

式中:P1为射流穿过试样的压差,Pa;
A为试样断面面积,m2;
U为试样上压力直线下降流速,m·s-1。
喷嘴出口射流速度[5]为

PG为喷嘴出口压差,Pa。
设喷嘴出口射流切割工件时无能量损耗,将式(2)与式(3)代入能量守恒方程中,求得关于粘度与切割宽度的关系为

式中:D0为射流束直径,m;
K为渗透率,m2;
根据式(4)计算得到切缝宽度与流体动力粘度的变化趋势如图3所示。
由图3可知,当流体的动力粘度增加时,切缝宽度减小,随着减阻剂质量分数的增加,流体的粘度增加,切缝宽度相应减小。
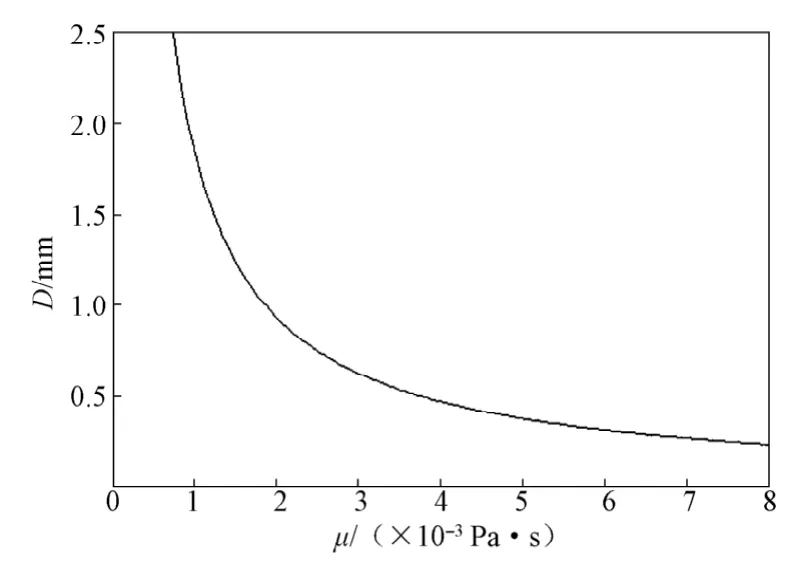
图3 切缝宽度与流体动力粘度的关系曲线Fig.3 Relation of the kerf width and dynamic viscosity of the fluid
图4给出了减阻剂质量分数不同时,磨料水射流切割中走刀速度与大理石板切缝的关系。

图4 切缝宽与切割速度的关系Fig.4 Relation of the kerf width and the cutting speed
由图4可以看出,走刀速度增加,切缝宽度减小,与常规磨料水射流切割趋势一致。但是在走刀速度相同情况下,加入减阻剂的切缝比常规的切缝要窄,这是由于射流流体中加入一定量的高分子减阻剂,在某种程度上增加了水的拉伸粘度。当流体静止时,高分子是以卷曲或缠绕的形态存在于流体中;当流体高速流动时,高分子就会以链状形态随流体一起运动。流体的粘性力远小于高分子链的强度,高分子链使流体与周围的动量交换减弱,宏观上表现为射流集束性加强。而且减阻剂的加入通过改变其内部湍流结构抑制了小尺度涡的增加,减小了流体中由于小尺度涡而引起的能量耗散,对流体的输运有促进作用。
2.2 减阻剂对大理石板切断面质量的影响
当走刀速度为150mm·min-1时,图5给出了减阻剂不同质量分数下切断面上5个不同点位(h)表面粗糙度值的变化。
在后混合磨料水射流中,磨料是在射流形成之后加入的,其喷嘴射流轴心速度最高,磨料只能依靠重力和卷吸作用以较低的速度进入射流中,磨料和水不能进行充分混合,磨料颗粒得不到很好的加速。而减阻剂的加入抑制了小涡的产生,使大尺度涡加强,经过喷嘴时的射流对磨料的卷吸作用加强,磨料获得的能量增大,对工件的打击力也增大。

图5 不同质量分数下粗糙度值随测量位置的变化Fig.5 Theroughness value varying with measuring position at different mass fraction
根据流体力学中的斯托克斯公式,磨料在速度为v的流体中受到的作用力[1]为

d为球体(假设磨料为球体)直径,m;
由式(5)可以看出,流体粘度越大,磨料的作用力越大,获得的能量也越大,对工件的打击力也就越大。从图5中明显可以看出,相同浓度下,随测点位置的下降,粗糙度值增加;但是相同测点位置下,减阻剂质量分数越大,粗糙度值越小。由于切割深度主要取决于射流动能,随着切深的增加,射流对材料的去除作用相应减弱。减阻剂的加入对管道内的流动有减阻作用,使射流出口速度增加,动能增加。与常规磨料射流相比,加入减阻剂后,在相同切深时,对工件的冲蚀作用、冲蚀机会增加,使该处粗糙度值减小。而且减阻剂对磨料有包被与缠绕作用,使磨料粒子的直径增加。由式(5)可知,球体直径增加,作用力增大,对工件的打击力就会增加。实际上磨料并非为球形,有一定的棱角,磨料之间相互摩擦也会损失一部分动能,减阻剂对磨料的包被作用减少了磨料之间的的摩擦,使磨料的动能损失减少。
图6给出了测点为3mm处不同质量分数下,切断面粗糙度值与走刀速度的关系。走刀速度是影响切割质量的重要参数,它反映了工件与射流的作用时间。从图6可以的看出,随着走刀速度的增大,粗糙度值也增大,这与文献[6]的结果一致。走刀速度较小时,射流与工件作用时间较长,水楔作用较明显,切割容易进行,但是走刀速度太低影响工作效率。走刀速度过快相应的磨料与工件的作用时间短,单位时间内射流对工件的冲蚀次数少,致使工件断面粗糙条纹增加。减阻剂的加入增加了射流对工件的冲蚀机会,减少了粗糙条纹的产生。在混合腔内高速水流束表面张力很大,有部分磨料粒子不易进入射流中心而是分散在射流表面,所以进入射流中心与射流充分混合的磨料数量相对较小,造成磨料粒子对工件断面的冲蚀机会较小。减阻剂的加入使射流的粘度增大,射流束速度增加,卷吸作用加强,进入射流中心与射流混合的磨料粒子相应增加,参与切割与冲蚀的磨料粒子增加,磨料对工件的冲蚀机会也增加。在图6中可以看到,采用减阻剂磨料射流时工件的粗糙度值比常规磨料射流的小。
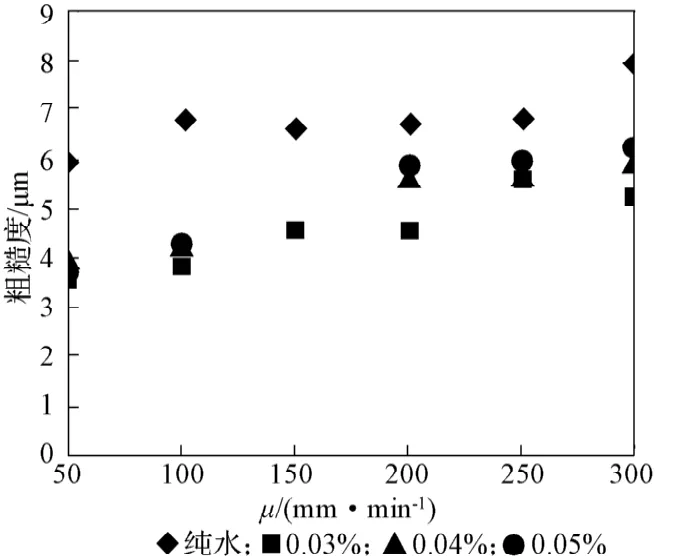
图6 切断面粗糙度随切割速度的变化Fig.6 The roughness value varyingwith cutting speed
3 结论
比较采用减阻剂磨料射流与常规磨料射流的切割工件的切缝以及切断面粗糙度值,可得以下结论:
1)添加高分子减阻剂(聚丙烯酰胺)后对射流束有集束作用。同等条件下,减阻剂磨料射流比常规磨料射流的切缝窄,减阻剂质量分数为0.03%~0.05%时,随质量分数的增加,切缝变窄。
2)减阻剂的加入,使切割断面的粗糙度值减小,且随质量分数的增加,粗糙度值减小。
3)后混合磨料水射流中加入一定量的减阻剂能提高大理石工件的切割质量,减阻剂质量分数为0.03%~0.05%时,随质量分数的增加,切割质量提高。
[1] 张昊宇,李 辉,刘 震,等. 高压水射流切割效能研究[J]. 机械研究与应用,2008,21(5):15-16. Zhang Haoyu,Li Hui,Liu Zhen,et al. Study of the Cutting Efficiency of High Pressure Water Jet[J]. Mechanical Research & Application,2008,21(5):15-16.
[2] 李兆鸣,刘成文. 高分子添加剂射流结构特性的试验研究[J]. 钻井液与完井液,1999,16(6):1-3. Li Zhaomin,Liu Chengwen. An Experimental Investigation of the Structure Characteristics of Additive Jets[J]. Drilling Fluid and Completion Fluid,1999,16(6):1-3.
[3]杨永印,王瑞和,周卫东. PAM对磨料浆体射流速度的影响规律研究[J]. 石油钻探技术,2001,29(1):4-6. Yang Yongyin,Wang Ruihe,Zhou Weidong. Study on the Effect of PAM on Abrasive Jet Flow[J]. Petroleum Drilling Techniques,2001,29(1):4-6.
[4] 刘小健,俞 涛. 磨料浆体射流切割中添加剂的性能及试验研究[J]. 现代制造工程,2005(6):53-55. Liu Xiaojian,Yu Tao. The Studies on Polyacrylamide Applications in Abrasive Jet Cutting[J]. Modern Manufacturing Engineering,2005(6):53-55.
[5] 李晓红,卢义玉,向文英. 水射流理论及在矿业工程中的应用[M]. 重庆大学出版社,2007:192-194. Li Xiaohong,Lu Yiyu,Xiang Wenying. Water Jet Theory and Its Application in Mining Engineering[M]. Chongqing University Press,2007:192-194.
[6] 冯晓春,关砚聪,孙连祥. 磨料水射流切割石材加工表面质量的试验研究[J]. 机械工程师,2012(7):83-85. Feng Xiaochun,Guan Yancong,Sun Lianxiang. The Effect of Processing Parameters on Surface Quality of Stone with AWJ Cutting[J]. Mechanical Engineer,2012(7):83-85.
(责任编辑:邓光辉)
Effect of Drag Reducer on the Cutting Quality of Post Mixed Abrasive Jet
Cai Shupeng,Bai Lu, Hu Dong
(Research Institute of Water Jet,Hunan University of Technology,Zhuzhou Hunan 412007,China)
By means of cutting marble plate by the post mixed abrasive jet with additives PAM and measuring the kerf width and the cutting surface roughness, explores the effect of drag reducer on the jet cutting quality. The experiment result indicates that the drag reducer has contracting effect on jet beams, the kerf of the abrasive jet with drag reducer is narrower than that of common abrasive jet under the same conditions, and the jet with the drag reducer can reduce the roughness of cutting surface and improve the cutting quality. In the test, the cutting quality is improved with the increasing of drag reducer mass fraction.
drag reducer;post mixed abrasive jet;roughness;cutting quality
TP69
A
1673-9833(2014)02-0012-04
2013-11-08
湖南省自然科学基金资助项目(13JJ9032)
蔡书鹏(1963-),男,河北迁安人,湖南工业大学教授,博士,主要从事水流动减阻方面的研究,
E-mial:windowscsp@sina.com
10.3969/j.issn.1673-9833.2014.02.003
猜你喜欢
化工机械(2022年2期)2022-05-25
化工管理(2021年10期)2021-04-25
工程爆破(2020年6期)2021-01-05
石油化工应用(2019年10期)2019-11-16
制造技术与机床(2019年4期)2019-04-04
制造技术与机床(2018年12期)2018-12-23
建筑科技(2018年6期)2018-08-30
制造技术与机床(2017年3期)2017-06-23
汽车文摘(2016年5期)2016-12-06
化工管理(2015年17期)2015-08-15
