新型辊道辊子在轧钢系统中的应用研究
2014-05-04 00:24田建涛
山东工业技术 2014年11期
田建涛
(河北钢铁集团宣钢公司规划发展处,河北 张家口 075100)
新型辊道辊子在轧钢系统中的应用研究
田建涛
(河北钢铁集团宣钢公司规划发展处,河北 张家口 075100)
本文以新型辊道辊子为研究对象,分别从研究背景、研究内容入手,并附图说明新型辊道辊子如何在轧钢系统中应用,详细列出具体实施方案。
新型辊道辊子;轧钢系统;应用研究
1 研究背景
辊道运输是轧钢系统物料输送的主要方式之一,其最大特点是辊子数量多,使用频繁,运输距离长。
在现有技术中,辊子的设计都是筒形的辊身,两端以辐板支撑,中间为一根轴,三种零部件焊接组成的辊子,再装配上轴承、轴承座后,组成辊子装配部件,安装在辊道架上。这种设计的特点是:结构简单,一次性投入费用较低,辊面、轴、辐板、轴承等应同寿命设计,当辊面磨损报废时整体报废。
实际上,由于工作环境复杂,辊面的磨损情况千差万别,大量的辊子辊面与高温钢材在高速接触条件下快速磨损,造成钢材表面划伤,影响产品表面质量。一般情况下,需要大量的备用替换辊子和需要较长停机时间替换上线,轧钢生产线的串行连续性生产特点,不允许较频繁的长时间停机去大批量的更换辊子。因此,迫切需要设计一种辊面能方便快速更换、修复但费用较低的辊子,降低备用量、减少更换时间、提高作业率,满足生产需要。
2 研究内容
针对前述普遍存在的现象,通过现场调查和分析,总结出辊道磨损和使用特点:
1)辊道辊面磨损位置集中在固定位置,其它部分辊面磨损量小,可继续使用。
2)轴、辐板、轴承等零部件远没达到使用寿命,要重复利用必须用气焊从原焊口切割开,才能取下轴和辐板,再重新加工回复原尺寸,同样用气焊将轴承烤热取下(此时,轴已受热变形,轴承寿命已大为减少),修复所投入的物料和人工较多,这样,与制作新件费用相当,因此,多数情况下不再修复,将整个辊子做报废处理。
3)更换费时费力,只能利用较长检修时间整体更换,不能充分利用工艺停机时间做有效处理(砂轮打磨只是无奈之举,不解决根本问题)。
根据以上特点,具体研究解决方案为:
1)可轴向剖分,左右拆分,实现组合拆装,部分更换。
2)不必拆轴承座、连轴器等,就可拆装辊面,减少更换工作量。
3)利用辊子转动特点,不必再拆装辊子的下部件,通过转动辊子在辊面上方就可更换,便于安全操作、节约时间。
结合附图具体叙述如下:
增加一个辐板,3个辐板与轴间焊接固定,中间辐板加工成间隔的圆弧槽,辊身部分有相应凸出的圆弧部分,类似于榫锚结构,辊身改为沿轴线剖分的两部分,在辊身的另一端与半圆环焊接固定,螺栓穿过半圆环孔拧在端面辐板上,推动辊身进入中间辐板的槽中,完成半辊身的安装,与此类似,安装完上下左右各半辊身后,装成完成。
拆卸时,只需拆下螺栓,将其中一条螺栓拧入辊身焊接的半圆环的螺孔中,将辊身从辐板的槽中拽出即可。
实际使用中,哪部分辊面磨损就更换那部分,这样可实现辊面部分更换,将拆装过程设计简化为几条螺栓的拆装,减少了工作量,提高了更换速度,利用辊子可转动特点,拆装螺栓可转动最合适的角度(原来即便是最简单拆轴承座地脚,也必须在辊子下面操作),便于操作,缩短拆装时间可以实现利用工艺停机时间,个别更换,减少大段集中更换时间。
由于方案科学合理,构造简单实用,具有广阔的应用前景和巨大的潜在经济效益。
3 附图说明
下面结合附图对本实用新型的实施例做进一步详细说明;附图是本实用新型实施例的结构示意图。
4 具体实施方式
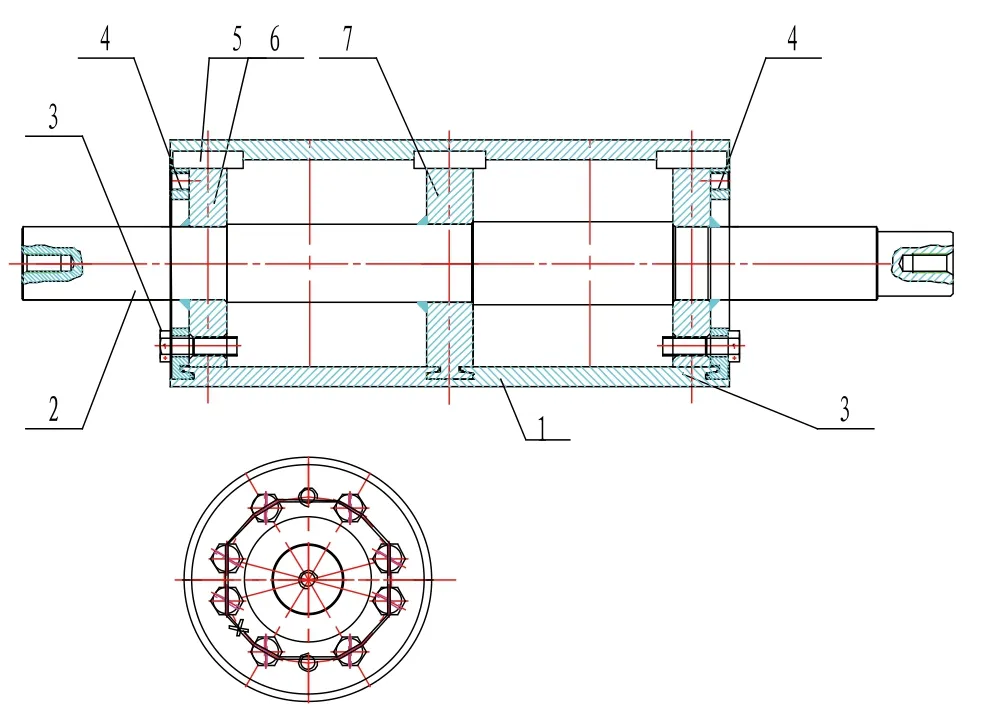
附图中标明的:辊身1、辊轴2、螺栓3、端盖4、键5、辐板一6、辐板二7,结合附图,在本实施例中,附图中各个部件的作用是:
辊身1:分为上下左右各1,共4件:其结构形式一样共同组成辊身替代旧结构的圆的滚筒;
辊轴2:辊子的组件装于其上,在其轴承位安装轴承后再安上轴承座,主要起支撑和传动作用;
螺栓3:固定辊身与辐板;
端盖4:突出的圆边插入到半圆辊身侧面槽中的,起径向定位和固定作用;
键5:在辐板与辊身间传递扭矩,
辐板一6:在轴与辊身间起支撑作用,并通过螺栓传递部分扭矩;
辐板二7:在轴与辊身间起支撑作用和并通过两侧榫槽固定辊身,传递部分扭矩。
原理:本例中,将原来的辊子切分成左右部分,实现了只更换磨损部分,减少消耗和浪费;再切分成上下部分是因为避免更换辊身时沿轴向侧出而必须拆轴承座、联轴器等,这样,尽可能不改变在辊道正常工作状态而完成拆装,减掉拆装轴承座、联轴器和辊道盖板等不必要的工作。
本例中与原设计相比增加了一个辐板,加工量似乎成本增加,但是,减少了轴承因多次拆装寿命降低而增加使用量、避免辐板、轴报废,提高了辊面的利用率,减少了消耗。由于辊道在线使用数量大,其直接经济效益是可观的。利用工艺点滴时间适时更换辊面彻底解决成品划伤问题,减少工作量,提高作业率等,其间接效益是巨大的。
5 附图
猜你喜欢
科学技术创新(2021年13期)2021-05-16
中国金属通报(2020年10期)2021-01-06
商品与质量(2020年18期)2020-11-27
活力(2019年19期)2020-01-06
西藏研究(2019年4期)2019-11-11
中国电气工程学报(2019年11期)2019-10-21
小康·财智(2016年8期)2016-09-08
建筑工程技术与设计(2015年28期)2015-10-21
中国高新技术企业(2015年16期)2015-04-30
红领巾·探索(2015年1期)2015-02-11