
三门厂址废物处理设施辊道系统工艺流程和特点分析
2015-04-30 21:51王栋
中国高新技术企业 2015年16期
摘要:厂址废物处理设施(SRTF)是三门AP1000核岛三废系统的补充,负责处理核岛不能处理的放射性化学废液和放射性固体废物。辊道系统是厂址废物处理设施中废物流转的核心,承担SRTF内装满各种废物的160升和200升桶的转运工作,其可靠性、稳定性和安全性对整个厂址废物处理设施的安全、稳定和高效运转起着至关重要的作用。
关键词:SRTF;厂址废物处理设施;辊道系统;废物流转;放射性化学废液;放射性固体废物 文献标识码:A
中图分类号:TL941 文章编号:1009-2374(2015)16-0084-03 DOI:10.13535/j.cnki.11-4406/n.2015.16.041
1 概述
SRTF处理的废物主要包含来自核岛的化学废液,暖通过滤器滤芯、干废物和混合废物,废树脂,水过滤器滤芯。这些放射性废物首先被送到各子系统进行预处理,并装在160L或200L桶中,然后由辊道系统分别转运到超压机、灌浆站、固化站和加盖站等进行最终处理。处理完成后再由辊道系统送到养护区进行养护,之后再由辊道转运到放射性监测装置处进行一系列测量,并最终被转运到废物暂存库暂存。辊道系统贯穿整个SRTF厂房,系统庞大,不仅自身设备较多,而且与其他系统接口多、控制逻辑复杂。该系统共拥有46段辊道,该系统是全自动化系统,由西门子S7-300 PLC系统控制,共拥有7个控制柜。
2 辊道转运工艺流程
辊道系统按其转运废物桶的区别又分为转运子系统A和转运子系统B,子系统A主要用于转运装有化学废液浓缩盐块、废树脂、干废物和混合废物的160L桶,转运子系统B用于转运装有压缩饼或水过滤器滤芯的200L桶。
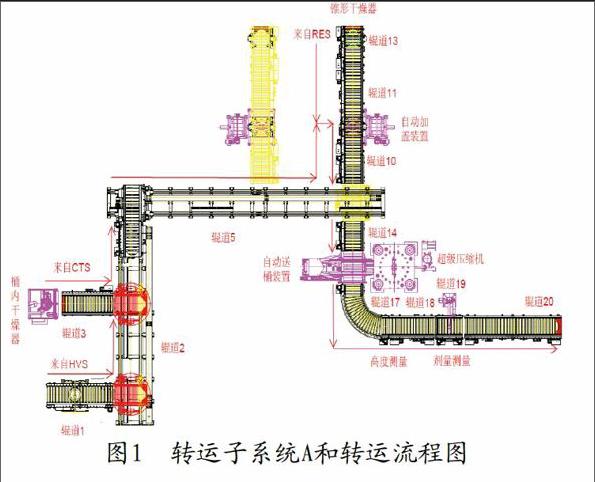
2.1 转运子系统A
根据废物源的不同,转运子系统A分为三个主要转运流程。
2.1.1 装有干废物和混合废物的160L桶转运:这部分废物桶来自HVS系统。干废物和混合废物在HVS系统经过切割、装桶、预压缩和桶内干燥后,通过手动叉车由工作人员推到160L桶送桶间,并通过手动叉车上的拉链将160L桶运送到辊道1上。辊道1将桶送到辊道2转运小车上,转运小车向前运动并与辊道5转运小车对接,对接完成后将桶转运到辊道5转运小车上,辊道5转运小车运动到辊道10处,并将桶转运到辊道10上桶自动加盖装置处。在此处,160L桶完成自动加盖,随后通过辊道5转运小车被转运到辊道14上自动送桶装装置处,自动送桶装置将桶送到超级压缩机内。超级压缩机将装满废物的桶压缩成饼状后,自动送桶装置将压缩饼取出放到辊道14上。压缩饼在辊道上继续向前运行,在辊道18上完成高度测量,在辊道19上完成放射性测量,随后运动到辊道20末端。在辊道20末端由吊车将压缩并吊装到压缩饼储存区储存。
2.1.2 装有化学废液盐块的160L桶转运:这部分废物桶来自化学废液处理系统(CTS)。浓缩化学废液在CTS系统桶内干燥器烘干成盐块后被送到辊道3上的取样站进行取样分析,取样完成后桶被转运到辊道2转运小车上。此后的转运流程和来自HVS系统的桶一样,先转运到加盖处加盖,随后进行超级压缩,完成超级压缩后被送到高度测量装置和剂量率测量装置处进行测量,最终被转运到压缩饼储存区储存。
2.1.3 装有废树脂的160L桶转运:这部分废物桶来自废树脂处理系统(RES)。经过锥形干燥器干燥后的废树脂被装填进辊道13上的160L桶内,辊道将桶转运到自动加盖站加盖,随后进行超级压缩,完成超级压缩后被送到高度测量装置和剂量率测量装置处进行测量,最终被转运到压缩饼储存区储存。
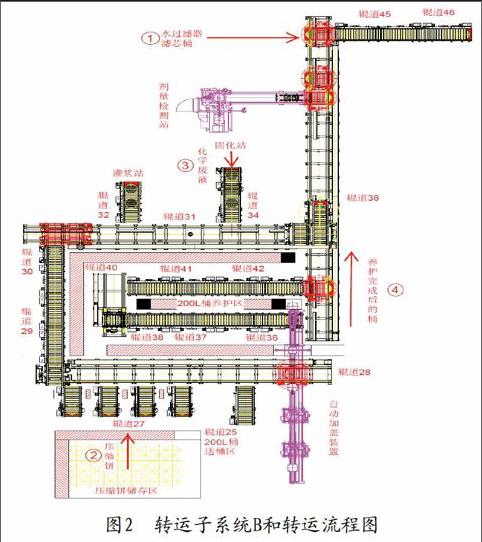
2.2 转运子系统B
根据废物源和处理阶段不同转运子系统B分为三个处理流程:
2.2.1 装有水过滤器滤芯的200L桶转运:这部分废物桶来自水过滤器滤芯处理系统(FCS)。在NI,放射性水过滤器滤被装进FCS系统屏蔽转运容器内的200L桶中,随后被转运到SRTF厂房。在SRTF厂房水过滤器滤芯转运间,装有水过滤器滤芯的200L桶被水平单轨吊吊到辊道36的可旋转小车上。可旋转小车运动到辊道37处并与辊道37对接,对接完成后将桶从辊道36上转运到辊道37上的200L桶加/取盖工位。桶加盖装置自动将200L桶盖取下并放在水过滤器滤芯桶盖存储位。随后桶从辊道37返回辊道36,辊道36上的可旋转小车运动到辊道31处,与辊道31上的转运小车对接,并将桶转运到辊道31的转运小车上。辊道31上转运小车运动到辊道32处,与其对接,并将桶转运到辊道32上的灌浆工位。在此位置,200L桶完成灌浆操作。灌浆完成后,桶从辊道32上返回到辊道31的转运小车上。辊道31的转运小车向右移动到辊道36处,与辊道36的旋转小车对接,并将桶转运到旋转小车上。旋转小车运动到辊道37处与其对接,并将桶转运到辊道37的200L桶加/取盖工位,桶加盖装置自动将200L桶加盖。随后控制系统会自动检测养护区辊道38、39、41和42的占用情况,将桶自动送到有空位的辊道上进行养护。
2.2.2 装有压缩饼的200L桶转运:经过超压后的压缩饼被转运子系统A转运到压缩饼存储区。在此区域,操作员根据压缩饼的高度和放射性信息对其进行优化装桶,并送到灌浆站进行灌浆处理。空的200L桶被送到辊道25上,辊道25将桶转运到辊道28旋转小车上,旋转小车向右运动到辊道28上桶加盖处,桶加盖装置自动将200L桶盖取掉并放在桶盖装填匣内。辊道28向左运动到辊道27处,与辊道27对接,并将桶转运到辊道27的压缩饼装填工位。完成装填后,辊道27将桶转运到辊道28旋转小车上,旋转小车向左运行到辊道29处,与其对接,并将桶转运到辊道29上。通过辊道29和30,桶被转运到辊道31转运小车上。转运小车向右运动到辊道32处,与其对接,并将桶转运到辊道32上灌浆工位。在此位置,200L桶完成灌浆操作。灌浆完成后,桶从辊道32上返回到辊道31的转运小车上。辊道31的转运小车向右移动到辊道36处,与辊道36旋转小车对接,并将桶转运到旋转小车上。旋转小车运动到辊道37处与其对接,并将桶转运到辊道37上200L桶加/取盖工位,桶加盖装置自动将200L桶加盖。随后控制系统会自动检测养护区辊道38、39、41、42的占用情况,将桶自动送到有空位的辊道上进行养护。
2.2.3 200L中放化学废液固化桶的转运:由于中放化学废液的放射性较高,其处理方式是在固化站直接进行水泥固化。空的200L桶被送到辊道25上,辊道25将桶转运到辊道28的旋转小车上,旋转小车向右运动到辊道28上的桶加盖处,桶加盖装置自动将200L桶盖取掉并放在桶盖装填匣内。辊道28向左运动到辊道29处,与其对接,并将桶转运到辊道29上。通过辊道29和30,桶被转运到辊道31转运小车上。转运小车向右运动到辊道34处,与其对接,并将桶转运到辊道34上固化工位。在此位置,200L桶完成固化操作。固化完成后,桶从辊道33上返回到辊道31转运小车上。辊道31转运小车向右移动到辊道36处,与辊道36旋转小车对接,并将桶转运到旋转小车上。旋转小车运动到辊道37处与其对接,并将桶转运到辊道37上200L桶加/取盖工位,桶加盖装置自动将200L桶加盖。随后控制系统会自动检测养护区辊道38、39、41和42的占用情况,将桶自动送到有空位的辊道上进行养护。养护完成后的200L桶转运:在养护区养护完成后,辊道36旋转小车运动到辊道42处,与其对接,200L桶被转运到旋转小车上,旋转小车继续向前运动到剂量监测站处。在此处桶从辊道36旋转小车上被转运到剂量检测站转运小车上,并送到剂量检测站进行检测。检测完成后,桶从剂量检测站的小车上被转运到辊道36旋转小车上,旋转小车继续前行到辊道45处,与其对接,桶从辊道36旋转小车上被转运到辊道45上并运动到辊道46末端。在此处,废物暂存库的吊车将200L桶吊进废物暂存库存储。
3 辊道系统的特点
3.1 安全性高
由于辊道系统转运的是含有中、低放废物的桶,因此转运过程的安全性对整个废物处理流程至关重要。辊道系统上配备了大量的安全设施以防转运过程中出现安全事故,主要有气动安全挡块和液压夹具。
3.1.1 气动安全挡块:转运系统的辊道是分段而不是连续的,有些辊道间通过有轨小车衔接。在这些辊道上,为了防止桶转运到辊道末端时跌落或倾倒,设计时给辊道配备了气动安全挡块。气动安全挡块由一个FESTO气缸和一个带转轴的弯曲挡块组成。可以通过汽缸的伸缩来带动挡块上下运动来保证转运过程的安全。当需要防止桶跌落或倾倒时,汽缸伸出,挡板位于上部位置。当需要将桶从辊道上转运到旋转小车时,汽缸收缩,挡板位于下部位置,以便旋转小车与辊道对接。
3.1.2 液压夹具:在有些辊道上,桶需要进行一些操作,例如装填压缩饼、自动加盖和取盖。操作时不仅要求桶进行精确定位,同时还要求桶有足够的稳定性,以防操作过程中出现失误。这些辊道上配有液压夹具。这些夹具由一个液压缸和两个机械臂组成,当桶运动到指定位置后,液压夹具动作,抱紧200L桶,以保证其定位精度和稳定性。
3.2 稳定性高
除了安全性外,稳定性对整个废物处理流程至关重要。为了保证辊道系统能稳定运行,辊道系统配备了双冗余电机和一套全自动化西门子控制系统。
3.2.1 双冗余电机:为了保证转运流程不因电机故障或链条断裂而中断,所有辊道都配备了双电机,两个电机分别布置在辊道两端。电机通过气动离合与辊道上链轮连接。在转运过程中,当一个电机出现故障时,另一个电机气动离合动作,使电机驱动轴与链轮耦合并带动辊道转动,以保证转运流程继续进行。辊道上有很多转动辊子,这些辊子通过链条链接。在转运过程中,如果辊道上某处出现链条断裂情况,那么位于辊道两端的两个驱动电机同时启动,以保证废物桶能正常转运。
3.2.2 自动化控制系统:辊道系统由一套全自动化西门子S7-300控制系统控制。该控制系统可靠性高、抗干扰能力强、维护方便,且能实现转运流程的程序化。在辊道系统中,所有废物桶的转运流程都是程序化的,不需要人工现场协调和干涉。操作员在主控室启动某个转运流程后,控制系统自动完成所有转运步骤。这能大大降低人因失误出现的概率,提高系统运行的稳定性。
4 结语
作为国内首次引进的三代核电放射性废物处理技术,厂址废物处理设施的蒸发、桶内干燥、锥形干燥、超压、灌浆和固化等减容处理技术较为新颖。辊道作为连接这些处理工艺的中枢,其工艺流程较为复杂,囊括了废物处理的方方面面。本文对辊道的工艺流程和特点进行了分析,以期揭开厂址废物处理设施这项新处理技术的神秘面纱。
参考文献
[1] SMG-RES-M3-202,SRTF Sanmen System Specification Document-Spent Resin Processiog System.
[2] SMG-RES-VNM-207,Operation Manual Transport System(RES-5100).
[3] SMG-RES-VNM-207,Operation Manual Transport System(RES-5600).
[4] SMG-RES-V2K-291,Transport A/B General Drawing.
作者简介:王栋(1987-),男,江苏徐州人,中核集团三门核电有限公司调试处助理工程师,研究方向:三门厂址废物处理设施调试。
(责任编辑:黄银芳)
猜你喜欢
云南化工(2021年11期)2022-01-12
中老年保健(2021年4期)2021-12-01
基层中医药(2021年7期)2021-11-02
山东冶金(2019年6期)2020-01-06
冶金设备(2019年6期)2019-12-25
山东冶金(2019年3期)2019-07-10
中国资源综合利用(2016年1期)2016-02-03
陶瓷学报(2015年4期)2015-12-17
中国造纸(2015年7期)2015-12-16
中国当代医药(2015年33期)2015-03-01
