
数控磨齿机液压系统典型故障分析与保养
2014-05-03 10:44宗建军
设备管理与维修 2014年5期
宗建军
(南车戚墅堰机车车辆工艺研究所有限公司 江苏常州)
德国NILES公司生产的 ZE系列数控磨齿机是紧凑型结构的高精度数控成形磨齿机,公司共引进ZE400-ZE1200多种型号的数控磨齿机13台。磨齿机采用西门子840D数控系统,共有5个数控轴,X轴(行程溜板轴向运动)、Y轴(主立柱径向进给运动)、Z轴(主轴溜板横向运动)、B轴(回转座的回转运动)、A轴(旋转工作台分度运动),其中Z、Y、X、A可4轴联动。机床液压系统由Bosch Rexroth制造,采用集中式液压站(图1),使用符合ISO HM68标准的液压油,主要用于机床立柱静压导轨、工作台静压轴承、回转座夹紧、尾座行程与润滑。
一、典型故障分析及排除

图1 集中式液压站
1.串油及油箱油位增加
在机床加工使用中发现液压站油箱油位会持续增加,同时目视液压油变色,怀疑冷却油串入液压油箱。
对机床进行全面检查,由于磨齿机为全封闭式加工,在磨削时冷却油会四处喷溅,充满整个机床内部。机床X轴和Y轴两侧都有防护板或防护帘,将整个主立柱封闭,其内部为润滑和液压系统,润滑油仍回油箱。防护板和防护帘的完好性非常重要,否则冷却油极容易通过立柱内空间进入液压油箱。另外,立柱两侧机床底部要时常清理,否则冷却油也容易通过团状磨削赃物从立柱侧面渗入立柱内部。
Y轴为磨齿机磨齿时的冲程运动,上下运动频繁,故两侧防护板容易产生问题。防护板为两层,外层为金属板,内层为尼龙材料。维修时,发现防护板内层尼龙材料裂口,对裂口处进行缝接加固。后续通过让操作工每日点检防护板、液压站油位,有异常及时维修,另要求及时检查和清洁Y轴两侧磨削赃物,故障得以消除。
2.油箱油位在磨削斜齿时持续减少
机床在加工斜齿时发现液压油会持续缓慢减少,但在加工直齿时正常,检查外部液压站和机床内油管无渗漏处。查阅图纸,机床B轴旋转锁紧是采用5点式锁紧机构,每个点用油缸碟簧片锁紧(图2),共有5套锁紧机构。B轴靠碟簧力锁紧,靠液压推动油缸松开。机床加工斜齿时,根据工件硬度会设定每加工3~8个齿后B轴会自动旋转到0°进行砂轮修整,修整完毕再旋转至所加工斜齿轮的螺旋角度后进行加工。B轴运动时电磁阀先动作,液压油进入油缸,推动油缸克服图2中BE 35-17的碟簧力,放松B轴。而加工直齿时B轴不动作。图2中BE 35-15、BE 35-16采用的密封件,由一个橡胶O形圈及聚四氟乙烯圈组合成。目视检查机床B轴旋转时油缸有漏油现象,液压压力正常。

图2 油缸碟簧片锁紧结构
将机床X轴开至合适位置,进入机床立柱内部拆卸漏油的B轴锁紧机构,可通过加长套筒扳手将锁紧机构整体拆出。解体油缸,更换磨损的密封后回装。安装锁紧机构时注意要在完全拧紧后再松动3/4圈,从而使碟簧片弹力调至最佳。中部的3个锁紧机构在机床立柱内便可观察和更换,回转座两侧的2个锁紧机构无法直接观察,一般要打开X轴下部的防护板。如漏油,需将整个回转座拆卸,才能检查维修两侧的锁紧机构。拆卸回转机构时要先将X轴电机、丝杠、直线导轨副与光栅尺读数头支座拆除和脱离,并注意回转机构的支撑和吊装,修复安装后也要注意对各轴系重新做零点位置标定。
3.ZE400机床加工时液压泵启动加载频繁
ZE400在加工时液压系统压力值下降快,液压泵启动加载频繁。检查机床液压站及各管路无泄漏情况,液压油箱油位无明显变化。拆检系统主溢流阀无异常,与相同机床的正常溢流阀进行互换,故障依旧。用蓄能器专用充气工具检查液压系统蓄能器内氮气压力为0.3 MPa,压力过低。
准备满瓶的标准氮气瓶和专用充气工具,首先释放液压系统压力,用专用充气工具连接氮气瓶和蓄能器,旋转开启阀顶开蓄能器单向阀,缓慢开启氮气瓶截止阀进行充气,直至蓄能器压力至3 MPa(该型号机床额定压力)。依次关闭截止阀和开启阀,并打开放气开关,放掉充气气路中的残留气体,一般可重复1~2次,直至蓄能器内压力符合标准。开启机床,故障随之消失。对带有蓄能器保压的液压系统,要定期检查蓄能器压力,低于规定的充气压力时应及时充气,以使蓄能器处于最佳使用状态。另外,保压回路中的单向阀和溢流阀的好坏,同样是造成故障的因素。
4.液压系统无法开启
ZE800开启机床,液压上电后操作面板上指示灯反复闪烁,无法上电。复位后报警:701038打开时间超时,见顺序错误。检查机床液压系统无异常,检查冷却润滑剂处理装置时,发现回油泵控制断路器断开。经分析,NILES ZE系列机床共配了两种型号的冷却润滑剂处理装置,一种为HOFFMANN的OEDRK190-U-2型,采用该型号处理装置的机床,在冷却润滑剂处理装置发生故障时液压能上电,同时机床报警:700100冷却系统没有就绪。只需将故障排除后,便可消除报警。另一种为KNOLL的FKA/2500型,采用该型号冷却润滑剂处理装置的机床,会出现上述701038报警后的故障现象。
检查故障机床的回油泵支路,发现回油泵吸口有赃物堵塞,清除堵塞物同时检查电机的三相电阻及电压,均正常。复位断路器后,消除了冷却润滑剂处理装置报警。重新对机床液压系统上电,机床恢复正常。
在数控磨齿机的维修中,要区别两种型号冷却润滑剂处理装置的机床,对采用KNOLL装置的机床,在液压无法上电时,除了检查液压系统外,同时要检查和排除冷却润滑剂处理装置的故障因素。
5.机床Y轴轴承没有静压力
机床工作中报警:700727,Y轴轴承没有静压力,无法复位消除。检查液压站及到Y轴的液压管路无异常,发现S213数显压力传感器显示为0.5 MPa,其设定值应为3.8 MPa(Y轴静压压力额定值),导致未触发传感器OUT信号,机床产生报警。初步怀疑是溢流阀2.02故障,将正常机床的相同溢流阀进行交换后故障依旧。利用叠加阀块上预留的MPE快接口,连接压力表检查溢流阀的前端压力(也是液压泵的出口压力)为零,确定为液压泵故障。
机床采用的是REXROTH的三联多级泵(图3),第一级为叶片泵P1,后两级为齿轮泵P2、P3,由一个电机进行驱动。Y轴静压由最后一级泵P3供油,额定输出压力4 MPa。对多级泵体进行拆检,发现第二、三级泵的联轴套磨损(图4),造成多级泵工作时第三级泵轴空转,导致上述故障。由于现场急需恢复机床,且REXROTH泵的供货周期较长,后根据泵的联轴套和泵轴的磨损情况,将原“十字形”的联轴套改为“一字形”结构。安装后液压泵能正常工作,压力平稳无摆差,泵无异声,机床试机后一切正常。新泵购回后换装,将改装的泵作为备用泵使用。
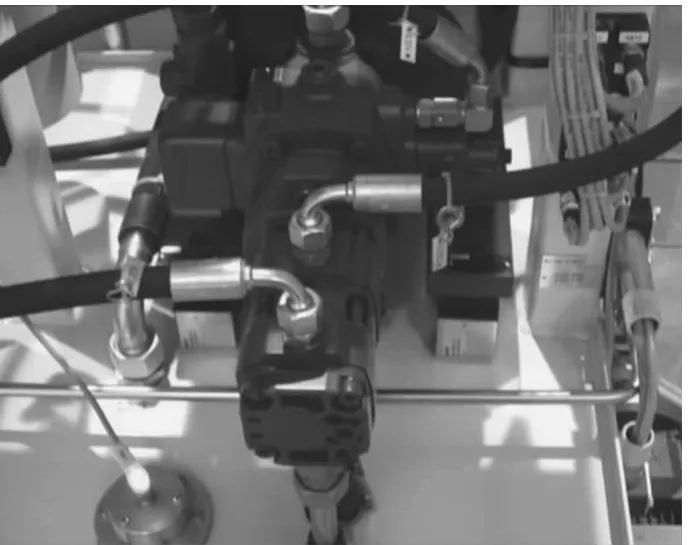
图3 REXROTH三联多级泵

图4 联轴套磨损
二、数控磨齿机液压系统维护保养
NILES ZE系列数控磨齿机的液压系统运行可靠,故障率较低。液压系统的液压油,由机床冷却润滑剂处理装置上的空调来保持温度恒定。液压系统主要过滤器都采用压力过滤器,滤芯的污染由污染度传感器监控,机床数控系统也会有故障信息提示。
(1)液压油品质非常重要。由于NILES ZE系列数控磨齿机结构的特殊性,使其容易发生串油故障,在日常点检和维保上要注意相关因素的排查和保养。机床年度小修时,将液压油样品委托油品供应商进行相关检测,根据检测报告来判断油品是否继续使用。平时添加液压油时,要彻底清洁加油和通风过滤器,加油时最好使用10 μm的过滤器过滤。
(2)冷却润滑剂处理装置中的空调要加强巡检,定期检查其工作情况,尤其要注意压缩机油位、冷媒压力、是否有结霜、过滤棉和冷却栅格的清洁程度等,保证空调工作正常。
(3)定期紧固液压系统各管接头、法兰盘接头和各叠加阀紧固螺钉,保证无渗漏。对液压系统的液压软管要仔细检查,有破皮、鼓包现象时及时更换。一般从软管标识的生产日期开始,使用满6年后必须更换。
(4)年度小修时,对纸质滤芯必须更换,对金属网式滤芯进行彻底清洗,如更换液压油时对油箱也要彻底清洗。
(5)建立操作员工设备日常点检、维修人员日常巡检、设备年度维保计划、设备年度小修计划的维保体系。推行设备日常维修记录档案和设备履历本制度,来记录每台设备的日常维修、维护保养、精度检测、数据备份等相关信息,便于追溯和学习。
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
石油商技(2021年1期)2021-03-29
润滑油(2019年5期)2019-11-28
装备制造技术(2018年2期)2018-05-07
钻井液与完井液(2018年5期)2018-02-13
湖北农机化(2014年1期)2014-12-29
中国修船(2014年5期)2014-12-18
语文教学与研究(2014年9期)2014-02-06
中国新技术新产品(2013年10期)2013-08-15
中国新技术新产品(2013年6期)2013-05-12
