废弃硒鼓资源化技术研究
2014-05-01 13:43:56庆1王景伟1王鹏程3毅1
上海第二工业大学学报 2014年2期
黄 庆1,2,王景伟1,2,王鹏程3,邓 毅1,2
(1.上海第二工业大学城市建设与环境工程学院,上海 201209;2.上海电子废弃物资源化产学研合作开发中心,上海 201209;3.中国电器科学研究院有限公司,广州 210300)
0 引言
随着激光打印机和复印机的保有量逐年增加,加上现代化办公对其配件的质量和数量的要求越来越高,使得打印机和复印机等不断更新。硒鼓作为激光打印机的“心脏”,70%以上的打印功能由其实现,一旦硒鼓中的关键部件如感光鼓损坏或报废,硒鼓则往往随之报废,从而产生大量的废弃硒鼓。截止2011年,佳能公司在全世界范围内累计回收的废弃硒鼓达19万吨,而我国每年消耗的硒鼓约有6000万只。
废弃硒鼓的一般处理方式有简单维修、再制造和资源化三种[1]。由于废弃硒鼓大部分流向二手市场,采用简单的加粉工艺达不到原装硒鼓的使用效果[2]。在国外发达地区如德国、匈牙利、加拿大、瑞士、瑞典等国家,通常将废弃硒鼓回收再制造得以重新利用。而当硒鼓完全报废时,较普遍的处理方式是将废弃硒鼓转移至发展中国家或进行焚烧、填埋处理。目前,废弃硒鼓的资源化处理还处于初期探索阶段,鲜有相关的资源化工艺技术的文献报道[3]。本文主要介绍了国内外废弃硒鼓资源化工艺技术,并提出了废弃硒鼓资源化过程中存在的问题和研究重点。
1 废弃硒鼓
1.1 废弃硒鼓的材料组成
废弃硒鼓经初步拆解后可以得到感光鼓、塑料盖、齿轮、磁棒外套、磁棒、塑料环、刮板、轴、螺丝、弹簧、销钉及塑料外壳(包括粉仓和废粉仓)等部件,其主要组成材料包括塑料(ABS)、铁(Fe)、磁(NdFeB)、铝(Al)、铜片(Cu)、墨粉(toner)和其他物质。由于各厂家型号、功能不一样,其组分材料往往也不同。以一只普通硒鼓为例,总质量为1.1 kg,拆解后各组成材料所占比重分别为(见图1):塑料41.56%、铁23.69%、磁10.95%、铜片0.05%、铝7.03%、墨粉14.42%和其他2.30%。据报道,一般废弃硒鼓中约75%的材料如塑料、铁和有色金属等,可用于再制造过程[3-4]。而废墨粉也可再生成新产品或资源化利用成颜料、燃油等[6-8]。

图1 废弃硒鼓组成材料Fig.1 Comprised materials of waste toner cartridge
1.2 废弃硒鼓对环境的危害性
废弃硒鼓如果直接填埋处理,不仅占用土地,而且污染土壤、水体和空气。废弃硒鼓中的塑料为难降解性物质,如果不给予适当处理或简单填埋,上百年甚至上千年也不会腐烂;若采用焚烧处理,塑料成分可能产生二噁英、呋喃等致癌物质。由于硒鼓含有砷化硒或硫化镉涂层,在处理废弃硒鼓时,应先采用喷砂方法去除含有重金属砷或镉的涂层,去除的物质则按危险废弃物进行处理处置[9]。而更为可怕的是残留于硒鼓中的有机墨粉,墨粉中的主要成分炭黑中含有大量的多环芳烃(PAH)和二甲基苯胺等致癌物质[10],它们已经被国际癌症研究组织(International Agency for Research on Cancer,IARC)列入致癌物质名录[11]。这些粒径在4~8µm范围的微小颗粒,若不慎漂浮于空气中,通过人的呼吸系统直接进入人体,对人体的的危害极大。因此,对废弃硒鼓安全收集且进行无害化处理势在必行。
2 废弃硒鼓资源化处理技术
2.1 国内资源化技术
目前,国内对废弃硒鼓的资源化技术尚处于研究探索阶段,由上海第二工业大学设计开发的废弃硒鼓处理技术较好地实现了废弃硒鼓资源化和废弃墨粉的有效收集,其工艺流程如图2所示。废弃硒鼓喂料至破碎机进行破碎,破碎后首先经磁选技术将物料中的铁、磁等物质分离,通过高压气流清洗机将粘附于物料表面的油墨性物质去除,再通过涡流分选机使塑料和有色金属(主要为铝)有效分离,最后经空气摇床彻底将塑料与墨粉分离,并对塑料产品分级处理。整个过程处于密封负压状态,通过脉冲式布袋除尘器收集处理过程中的残留废墨粉,防止二次污染。

图2 上海第二工业大学设计的废弃硒鼓资源化工艺流程Fig.2 Schema of recycling process of waste toner cartridge designed by Shanghai Second Polytechnic University
该处理工艺已在上海某环保有限公司投入应用。实际运行结果表明,该工艺不仅资源化回收率高(见表1),且环境风险小、无二次污染[12]。
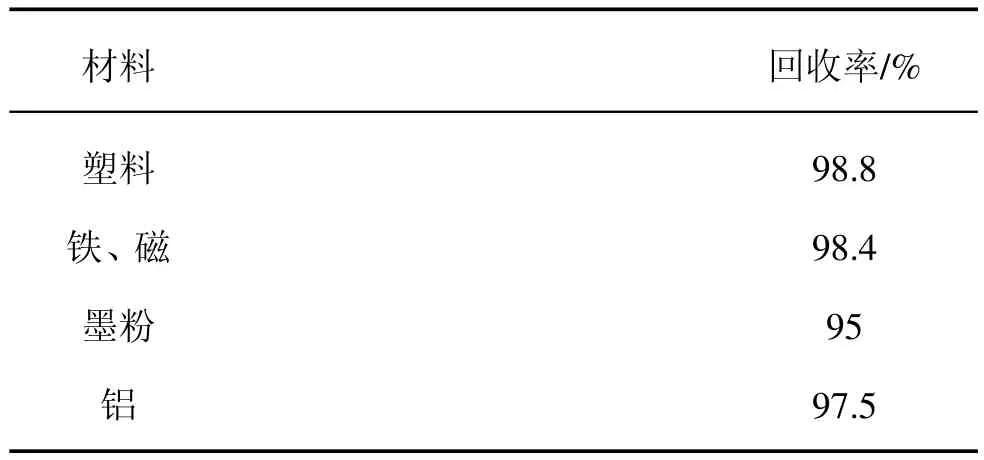
表1 废弃硒鼓资源化回收率Tab.1 Recovery rate of recycling process of waste toner cartridge
2.2 国外资源化技术
2.2.1 再制造技术
在国外,尤其在日本、欧洲以及北美等发达地区,对于有价值的废弃硒鼓基本上都进行整件或零部件的再制造[13]。例如瑞典学者Hermansson等[14]介绍了一种硒鼓全自动清洗技术,主要用于废旧硒鼓拆解后零部件的清洗,可有效地解决废旧硒鼓再制造过程中噪音过大、墨粉污染等工程实际问题。该技术通过与拆解过程、再制造过程相结合,现已在瑞典Scandi-Toner公司成功应用。
而对于无使用价值的报废硒鼓,通常作为电子垃圾被转移至发展中国家或落后地区,甚至混合至生活垃圾中进入填埋场,对土壤、地下水环境带来潜在的威胁。目前,以佳能、三星、兄弟、惠普等打印机、复印机为代表的原设备生产商已逐渐对废弃硒鼓进行相应的收集和回收,并分别利用不同的技术对废弃硒鼓进行处理处置。
2.2.2 机械法处理技术
佳能公司采用的废弃硒鼓处理工艺(见图3)相对于国内的来说,其工艺复杂、技术要求更高,采用了多级粉碎、磁选、风选、涡流分选、重选和光电色选等技术相结合的方法对废弃硒鼓进行机械处理,资源利用率较高,并且实现了材料的再生利用。废弃硒鼓中的每一个组件都被当作资源得以重新利用,没有产生新的废弃物,实现废弃硒鼓的100%无填埋处理。

图3 佳能股份有限公司废弃硒鼓资源化处理工艺流程Fig.3 Schema of recycling process of waste toner cartridge applied by Cannon Co.,Japan
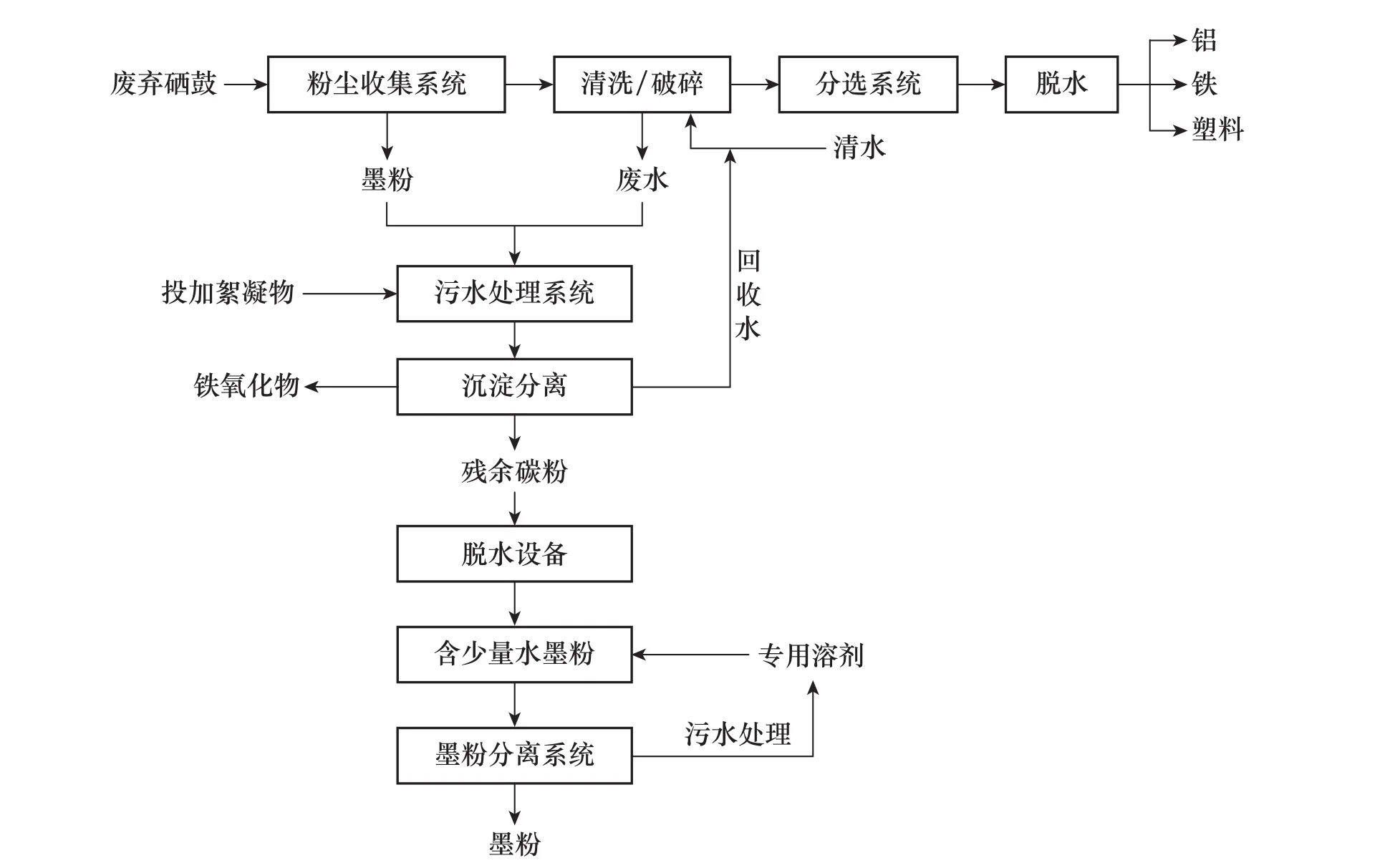
图4 Kanagawa-Ken公司废弃硒鼓处理回收工艺流程图Fig.4 Schema of recycling process of waste toner cartridge applied by Kanagawa-Ken CO,LTD,Japan
2.2.3 机械法-物理化学法处理技术
由Yoshimitsu[15]发明的废弃硒鼓处理装备,介绍了废弃硒鼓处理资源化工艺技术,其工艺流程图如图4所示。该工艺技术结合了物理机械破碎、分选和化学溶剂分离方法,有效地解决了墨粉和塑料分离,金属铁、铝和磁性物质的分离,并且避免了粉碎过程中发生爆炸的危险,同时使分离清洗后的物质直接回收再利用。但是,由于工艺复杂、技术要求高、设备昂贵等原因,该工艺不适合在国内推广,况且此工艺是否在实际生产中应用尚需考证。
3 废墨粉的资源化处理
废弃有机墨粉经安全有效收集后,需对其进行无害化处置,若处置不当,会对自然环境如水体、大气、土壤造成污染或危害。目前,一般采用的是高温焚化处置技术,此方法虽然可以满足处理要求,但处理费用较高,且未实现废弃墨粉的资源化利用。
刘漫青等[6]介绍了一种废弃墨粉再生机制。首先用清洗、干燥、分选等方法对废墨粉进行处理,再按传统生产墨粉的工艺,经过预混合、混炼、分级、外添等过程重新制作新品种的墨粉。董金庆等[7]发明了一种废弃墨粉资源化处理工艺,通过裂解反应使得废弃墨粉中的有机物转化为燃油、固态渣体作为水泥添加剂加以利用,从而达到废弃墨粉的无害化处理并实现资源化。该技术于2001年开发研制,并在大连东泰产业废弃物处理有限公司试运行,该方法虽然可行但生产成本远大于产品的价值,实际应用价值不大。程知萱等[8]介绍了一种将废弃墨粉制备成超细氧化铁红颜料的方法。将废弃墨粉置于坩埚中,用马弗炉于500℃下煅烧,冷却后得到暗红色氧化铁粉末,加入水、苏打和聚乙烯吡咯烷酮(PVP)混合,搅拌后得到均匀分散性好的红色颜料浆,实现了废弃墨粉的资源化利用。
4 废弃硒鼓资源化技术展望
目前,国内处理废弃硒鼓的技术还不完善,机械自动化程度落后,且存在安全隐患、能耗低、工作噪音较大等工程实际问题。应用于废弃硒鼓的破碎设备主要是传统的锤式破碎机或辊式破碎机,此类设备的能耗大、工作噪音污染严重且存在墨粉爆炸风险等缺陷。因此,破碎技术属废弃硒鼓资源化处理工艺的关键步骤,需要结合破碎动能与墨粉防爆性能两方面的因素,从而使得破碎设备向低速高转矩、节能的方向发展。而国外的资源化技术,以日本佳能公司的技术较为先进,但其工艺复杂,必然造成设备投资大、运行费用高等实际问题。同时,目前在欧洲地区,尤其以德国为主,对废弃硒鼓或者墨盒在进行回收利用之前,需对硒鼓进行分类收集。例如,惠普公司对欧洲地区(德国、瑞士、荷兰等)的废弃硒鼓进行收集、运输和集中之后,将硒鼓分为惠普硒鼓、非惠普硒鼓以及其他硒鼓几类,进而有针对性地送入相应的回收处理厂。在废弃硒鼓回收处理前的分类回收,可指导未来废弃硒鼓资源化技术的设计发展。
寻求一种既可改善废弃硒鼓直接弃至环境或简单填埋、焚烧所引起的生态环境问题和社会问题,又具有能耗低、设备造价小等优点的资源化技术,是目前解决废弃硒鼓造成的环境问题亟需考虑的设计方向,也是废弃硒鼓资源化工艺技术发展的趋势。
5 结语
随着打印机、复印机等办公设备的大量使用,报废硒鼓的资源化利用将越来越受到研究者的关注,其中用机械物理法处理废弃硒鼓是较为适合我国国情的一种资源化技术。随着国家政策的不断完善和支持,必将推动废弃硒鼓的资源化利用,对处理技术和工艺也将提出更高的要求。
目前,我国废弃硒鼓资源化处理技术中还存在着一些问题需要重视,主要有以下几个方面:
(1)要有效控制废弃硒鼓中的残留墨粉、砷化硒或硫化镉涂层等有毒有害物质,防止处理过程中产生二次污染问题;
(2)由于墨粉具有可燃性,运用机械破碎处理工艺时,应有效解决机械破碎过程中产生的机械火花问题,尽可能避免存在的安全隐患;
(3)应使资源化处理工艺的成本和能耗最小化,从而提高市场竞争力,以期获得良好的经济效益。
[1]DAVIS K,SOCOLOF M.Guidelines for the procurement,use and end-of-life management of electronic equipment[R].California,2003.
[2]王建明,黄晨,俞惠明,等.废弃硒鼓回收处理工艺[P].中国专利:101109925.2008-01-26.
[3]阮菊俊.破碎废弃硒鼓、废弃冰箱箱体的涡流分选及工程应用[D].上海:上海交通大学,2012.
[4]öSTLIN J,EKHOLM H.Lean production principles in remanufacturing-a case study at a toner cartridge remanufacturer[C]//Proceedings of the 2007 IEEE International Symposium on.Orlando,FL:Electronics&the Environment,2007.
[5]WILLIAMS J,SHU L.Analysis of toner-cartridge remanufacturer waste stream[C]//Proceedings of the 2000 IEEE International Symposium on.San Francisco,CA:Electronics and the Environment,2000.
[6]刘漫青,刘树果.废弃墨粉的再生机理及工艺[J].仪器仪表学报,2004,25(z2):60-61.
[7]董金庆.复印机废弃墨粉处理工艺[J].技术与市场,2003(1):16-16.
[8]程知萱,杨桂兴,宋玲玉,等.一种利用废弃硒鼓墨粉制备超细氧化铁红颜料的方法[P].中国专利:102796402.2012-11-28.
[9]环境保护部.HJ527—2010,废弃电器电子产品处理污染控制技术规范[S].北京:中国环境科学出版社.
[10]王全强,段晨龙,张洪建.涡电流操作参数对铝分选影响的研究[J].中国资源综合利用,2005(12):22-25.
[11]TOMATIS L,AGTHE C,BARTSCH H,et al.Evaluation of the carcinogenicity of chemicals:A review of the monograph program of the international agency for research on cancer(1971 to 1977)[J].Cancer Research,1978,38(4):877-885.
[12]周蕾,许振明.我国电子废弃物回收工艺研究进展[J].材料导报A,2012(13):155-160.
[13]王利群,冷欣新.废弃办公设备回收处理基金研究[J].中国科技投资,2010(6):45-47.
[14]HERMANSSON H,öSTLIN J,SUNDIN E.Development of an automatic cleaning process for toner cartridges[C]//Proceedings of the 14th CIRP Conference on Life Cycle Engineering.Tokyo,Japan:Springer,2007.
[15]YOSHIMITSU S.Waste toner cartridge processing equipment[P].USP:8,128,010.2012-03-06.
猜你喜欢
天津化工(2021年2期)2021-04-10 01:56:48
魅力中国(2020年17期)2020-12-07 21:32:28
甘肃科技(2020年20期)2020-04-13 00:30:04
天津化工(2018年1期)2018-04-02 06:56:10
中国资源综合利用(2017年2期)2018-01-22 02:45:00
材料科学与工程学报(2016年1期)2017-01-15 13:33:58
铜业工程(2015年4期)2015-12-29 02:48:41
计算机与网络(2014年2期)2014-05-25 00:28:31
个人电脑(2014年2期)2014-03-04 03:52:35
大众投资指南(2012年6期)2012-04-29 00:44:03