
实木门的加工工艺分析与质量控制
2014-04-29 12:32:47易国红
西江月·上旬 2014年4期
易国红
【摘 要】建筑行业的不断壮大,实木门行业出现了欣欣向荣的面貌,本文浅析地分析实木门的加工工艺,并对此过程需要注意的问题进行质量控制。
【关键词】实木门;加工;质量;控制
拥有优良的性能与悠美的纹理外观的实木门受到越来越多的人们青睐,在公共场所与家庭住宅中非常常见,不仅是国内门类市场的的主流产品在国外也是如此。跟随建筑行业发展的脚步,不断壮大的实木门行业因市场需求对其款式与质量要求也不断在提高,本文浅析地分析实木门的加工工艺以及对加工过程需要注意的问题进行质量控制。
1.实木门的结构
用榫接木边框内镶木板制成或者用厚木板拼接加工制成的实木门全部材质均采用木材,中坎与门芯板、门边(立挺)、上下冒头是其基本结构 [1]。四边框由通过榫接合的门边与冒头组成,其中嵌有门芯板。实木门门扇门扇的厚度规格主要有:50mm、45mm、42mm、40mm、38mm、35mm与30mm等。例如成品实木门的门边厚度是40mm,毛料的厚度则约为50-55mm,毛料经干燥后的厚度不应小于45mm。门边的宽度应该依据门的使用要求与门的视觉效果的不同而不同,通常成品门宽度在100-150mm之间。对与同一扇门的门边纹理与色差来说,纹理要相同,色差要小,材料选择时不得出现腐朽、青皮、弯曲、翘曲等。实木门的生产对原材料的要求较高,加之木材资源的缺乏,大经级的原木价格昂贵。采用木材指节拼接可以节约成本原料,如此可以降低对原料等级的要求也可以去掉有缺陷的部位,同时材质均匀的指接材料在使用过程中平直不容易出现变形与翘曲。
2.实木门加工工艺分析
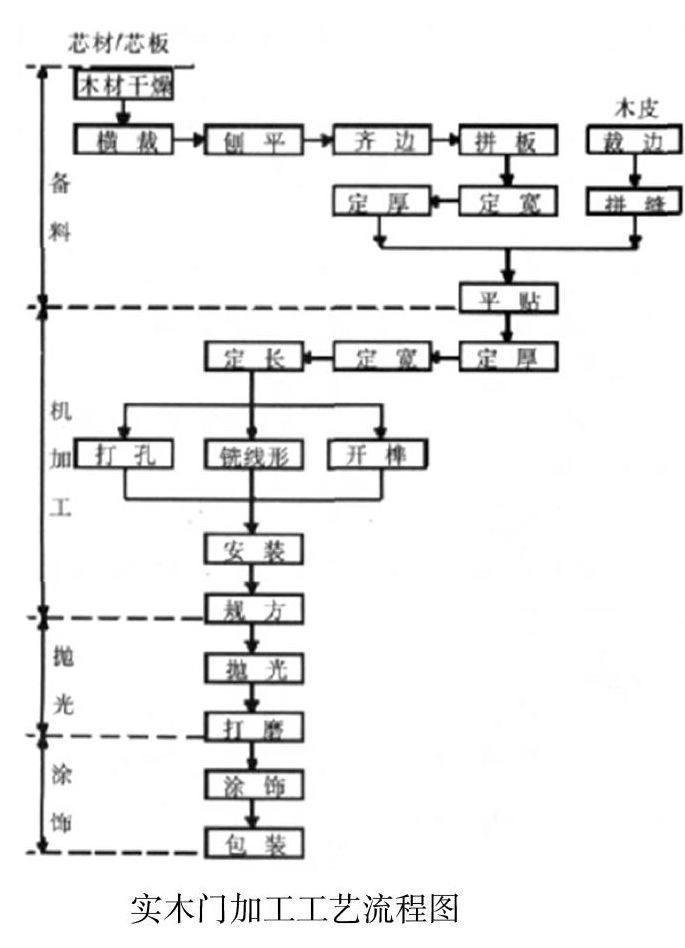
实木门加工工艺是技术设计中的重要环节,其工艺有许多种,本文介绍一种比较熟悉并且在生产过程中经过验证效果很好的工艺方案(如图)[2]。
由图可以看出备料、机加工、抛光、涂饰是实木门扇的工艺流程中最为基本的四个工艺阶段,在四个基本工艺程序中又有各自不同的流程,由于条件限制,本文只是分析流程中主要的一些工序。
2.1木皮备料工序。热处理过后的木材经加工切削出薄木单板的木皮根据切削方式的不同切制出的不同花纹,木皮的裁边与接缝是该工序主要内容,使用精切机与接缝机设备,工序中重点质量控制的内容包括:
2.1.1木皮的选择。木皮的好坏决定产品的外观效果,通常情况下门边与冒头等选用径切木皮,门芯板选用弦切木皮。
2.1.2木皮的保管。由于木皮的含水率会引起木皮起层与开裂,所以木皮的保管很重要,其中有以下几点注意事项:避免阳光直射;保持木皮储存空间内通风良好;木皮储存空间的湿度范围20%-60%、温度范围10℃-30℃。
受到木皮宽度限制的门芯板木皮宜采用木皮拼缝工艺加工,其拼缝、裁边质量控制有:精切机刃具必须锋利,裁边崩茬不得出现;因为裁边厚度过厚时会出现楔形,成楔形的裁边会严重影响木皮拼缝的严密程度,所以一次裁切厚度应小于30mm,这是对于裁边后木皮小边的垂直度的要求;为使木皮平贴的强度与木皮拼缝的强度增加,拼缝机的温度应该足够高以确保胶线熔化充分;裁边机与拼缝机应该清洁,木皮不应该粘上油渍,如果粘上油渍会影响木皮粘贴强度。
2.2 木皮平贴工序
粘贴强度是木皮平贴工序的重要指标,实际中粘贴强度不容易被检测到,所以对该工序中的各个过程更要严格控制。
2.2.1 环境。环境因素中主要是温度和湿度会影响木皮的平贴,工序过程中温度控制在在10℃-30℃,湿度在20%-60%范围之内。
2.2.2 保持清洁。保持清洁在实际当中看似平常却很容易被忽略的问题,保证清洁的设备工作台面与设备本身的同时也要注意待加工材料没有油渍与灰尘。
2.2.3 胶的使用。木皮平贴使用的胶种有粉末胶、木胶粉等许多种,本文主要以粉末胶为例进行阐述:粉末胶与水的配兑比例为2:1;在配兑过程中一边倒胶一边进行搅拌,混合均匀粉末胶与水;在粉末胶的开放期的3分钟内进行平贴;粉末胶的应该在10℃-30℃的干燥环境中储存。
2.2.4 木皮平贴。木皮平贴的过程是指将木皮平铺在涂胶后的芯材上进行加温加压。
2.3安装工序的控制
将各个部件组装成整体门扇的工序为安装工序,严实程度、平整度与强度是工序安装的重点。
2.3.1安装的严实程度。安装的严实程度指的是结构部件间留有的缝隙大小,其中结构缝隙规定不得超过0.2mm,严实程度受以下几点的影响。
2.3.1.1加工精度。机械加工工段中,组装以前的所有工序按技术文件要求进行加工,技术文件包括工艺流程卡、下料单和图纸等。本文将影响加工精度有两个阶段,其一为加工前期,包括部件的定厚、定长和定宽等;其二为加工的后期,包括部件开榫、铣线形和打孔等。
2.3.1.2 安裝的参数设定。在部件的机加工精度保证的时,设定安装参数尤为关键。压力一般在40bar-50bar范围内,加压时间约为10min,根据胶种的不同而设定加压时间。
2.3.1.3 涂胶。涂胶的质量与安装的严实程度紧密相连,不仅要涂双口胶,涂胶也要覆盖帽头的榫、槽与门边线形,涂胶时要均匀不得出现漏涂胶现象。
2.3.2 安装的平整度。安装的另一个重要指标是安装的平整度,安装的参数设定、加工精度与安装后的陈化是该工序的控制重点,工作台面与门扇之间加上适当厚度垫方是正确的安装方法,为避免门扇厚度方向中心线与油缸中心线在门扇安装后出现一边倾斜与上翘的现象应该使两者处在同以垂直面上。
3.结语
实木门在门类市场的巨大前景,市场对其质量与种类的要求也越来越高,本文依照实木门的加工工艺流程,对其中较为关键的工序进行了分析与说明并对其中质量控制提出了些许意见,希望在今后的实木门工作中可以为大家提供参考。
【参考文献】
[1]徐杨.现代实木门的装配工艺及设备[J].木工机床,2009(04):27-29+22.
[2]向冬枝,付齐江.实木门的加工工艺分析与质量控制[J].门窗,2008(02):44-47.
猜你喜欢
中老年保健(2022年5期)2022-08-24 02:36:10
娃娃乐园·综合智能(2022年8期)2022-07-28 05:35:42
中学生数理化·八年级物理人教版(2021年12期)2021-12-31 03:23:08
中学生数理化·中考版(2020年10期)2020-11-27 01:59:48
中国生殖健康(2019年2期)2019-08-23 08:12:08
科技视界(2016年21期)2016-10-17 17:06:18
大众理财顾问(2016年9期)2016-10-11 17:10:17
科技视界(2016年20期)2016-09-29 13:07:14
大众理财顾问(2016年8期)2016-09-28 14:00:43
湖南农业(2016年3期)2016-06-05 09:37:35
