金属槽筒螺旋槽主动仿形抛光机的研制
2014-04-27 13:07于永民
制造技术与机床 2014年7期
于永民 李 峰
(①中原工学院,河南 郑州450007;②中原工学院信息商务学院,河南 郑州450007)
传统的抛光,是以被加工工件的原有表面为基准的“自为基准”的加工工艺,这种加工方式实际上也是对被加工工件原有表面形状的仿形加工。由于复杂曲面的仿形较难实现,所以,目前对于复杂曲面抛光仍然以人工操作为主[1-3]。
槽筒是络筒机的关键零件,为了实现锥形筒子络纱时的等速和等密度卷绕,需要在槽筒的圆柱表面上加工出左右旋往复式大导程、变螺距、变旋转角以及变深度的锥形螺旋沟槽(如图1 所示)。由于槽筒沟槽表面曲率非常复杂,所以目前国内对金属槽筒沟槽的抛光,普遍采用人工操作的方式,不但劳动强度大、效率低、劳动环境差,而且抛光表面易烧伤,型面精度和表面完整性难以保证,同时受到工人技术等级和熟练程度的影响,加工质量不稳定[4-6]。
为了实现槽筒机械化自动抛光,对槽筒的设计曲线和结构特点进行了研究,提出“主动”仿形的概念和抛光方法。并根据“主动”仿形的原理研制了“主动仿形”抛光机,不但实现了槽筒机械化自动抛光,而且还解决了金属槽筒生产周期长、表面一致性差、质量不稳定等问题,同时也为其他零件的自动抛光提供了一种思路和方法。

1 零件分析
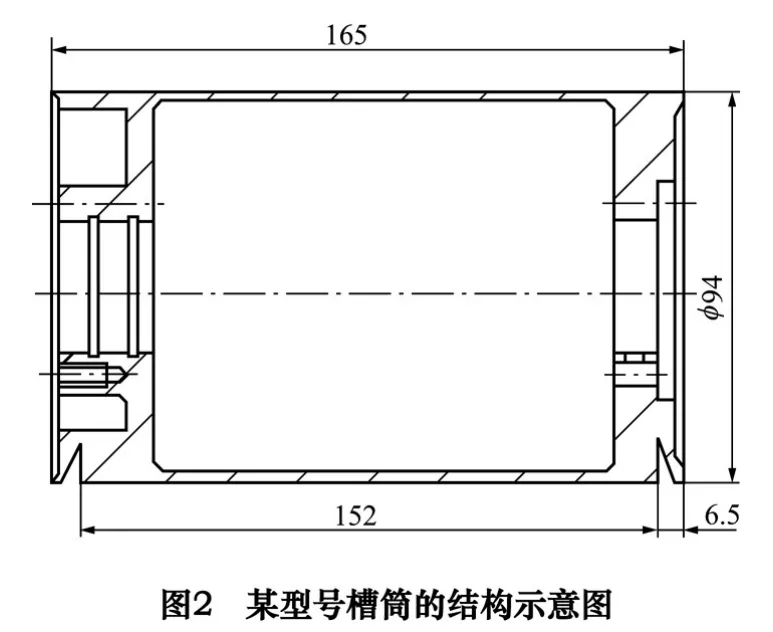
图2 为某型号槽筒的结构示意图。材质为合金铸钢。整体外形是直径94 mm 的空心圆柱,表面上有2圈(标准型)左右旋往复式大导程、变螺距、变旋转角以及变深度的锥形螺旋沟槽。由于螺旋沟槽形状和结构非常复杂,机械加工较难实现,所以采用精密铸造的方式把螺旋沟槽铸造成型。按照加工工艺,端面、外圆、孔等结构已经加工完成,对螺旋沟槽的抛光要求是Ra≤0.4 μm 其沟槽设计曲线是介于正弦曲线和指数曲线之间的一种折中曲线,该曲线展开形似一条直线段[7-9],如图3 所示。

2 整体方案设计
所谓“主动仿形”,就是被加工工件的表面“主动”向设计曲线的仿形。其基本原理是:以原设计曲线为基准,通过对槽筒运动系统的控制与调整,合成出符合设计要求的槽筒沟槽的虚拟曲线;通过对游离态磨料运动控制,使其形成按照合成虚拟曲线轨迹运动的磨料流,以实现对被加工工件表面形状进行仿形抛光。
2.1 槽筒沟槽曲线的主动仿形
螺旋运动是由一个旋转运动与一个直线运动所合成。在传统的机床中采用齿轮闭环传动,它们之间存在着严格的速比关系,即工件回转一周,轴向直线位移一个导程(螺距)。然而如果采用非闭环传动,分别控制直线运动和旋转运动,就可以在槽筒表面上形成符合设计要求的变螺距、变旋转角度的虚拟螺旋线轨迹。
图4 为主动仿形自动抛光机的抛光原理图。工件在主轴箱的带动下旋转(转速为n),同时又与主轴箱一起在曲柄连杆机构的带动下往复运动(速度为P),因此槽筒(工件)外圆上某一点的运动轨迹就是一个螺距与(P/N)的比值相关的螺旋线,运动速度就是P与n 的合成。当槽筒绕中心线旋转,同时又沿轴向运动时,其外圆上某一点的运动轨迹就是一个螺旋线。调整旋转与轴向运动的比值,就可以得到一个与槽筒的设计沟槽曲线相一致的运动轨迹,从而实现仿形。
2.2 磨料螺旋流的仿形与抛光
图4 工件在主轴箱的带动下旋转(转速为n),同时又与主轴箱一起在曲柄连杆机构的带动下往复运动(速度为P);料筒在回转机构带动下使料筒中的介质(磨球)一同旋转(转速为N),形成平面环流;当工件在旋转的料筒中作螺旋运动时,磨球与螺旋沟槽表面发生碰撞而改变运动方向,在一定的运动关系条件下,形成与虚拟曲线契合但沿槽筒螺旋沟槽表面相对运动的磨料流,从而实现槽筒工件表面的仿形磨削抛光。
由于磨料流是按照虚拟曲线的轨迹运动的,所以,其抛光的结果,是现有表面形状对运动曲线(虚拟曲线)的仿形。即:实现了现有表面形状对设计曲线的仿形抛光。

3 硬件设计
如图4 所示为主动仿形抛光机结构示意图。曲柄连杆机构及驱动电动机安装在门架上,电动机通过皮带带动曲柄连杆机构,并把电动机的旋转运动变为上下往复直线运动;主轴箱通过连杆安装在曲轴上,工件用夹具安装在主轴箱伸出主轴上,电动机带动曲柄连杆使主轴箱和工件一起上下运动;电动机通过PLC 控制和调速,控制工件上下运动频率和速度;主轴箱装有电动机,带动安装在主轴上工件旋转,电动机通过PLC控制和调速。
主轴箱悬挂在曲轴上,曲轴由两根立柱支撑,在立柱的两侧安装有滚动轴承作为主轴箱的刚性支撑并沿立柱导轨上下运动,以免振动影响抛光效果。
主轴箱采用齿轮和链轮多级传动,主轴箱伸出多根主轴,可以一次装夹多个工件。工件通过夹具在主轴上刚性连接,以保证抛光效率和抛光质量。
下部为一个装有光整介质的料筒,料筒有单独电动机驱动,在回转机构带动下,相对主轴反向回转,主轴和料筒都具有正、反转功能。
抛光加工时,工件用夹具安装在主轴上,在主轴箱的带动下自转,同时又与主轴箱一起在曲柄连杆机构的带动下在料筒内的光整介质中上、下运动;料筒在回转机构带动下,相对主轴反向回转,主轴和料筒都具有正、反转功能。3 台电动机由PLC 集中控制,形成合适的运动关系,使槽筒的运动合成出符合设计要求的虚拟曲线;使游离态磨料形成按照合成虚拟曲线轨迹运动的磨料流,以实现主动仿形抛光。
4 控制系统及软件设计
如图5、6 所示分别是槽筒(工件)“主动仿形”抛光机的控制系统图和软件设计框图。

(1)启动电源后,PLC 上电,人机界面上电,PLC与人机界面互相通讯。
(2)通过人机界面设定驱动电动机旋转圈数、主轴箱旋转时间、料筒电动机旋转时间。
(3)按动控制按钮,PLC 控制程序启动,曲轴电动机变频器、主轴箱电动机变频器启动、料筒电动机变频器同时启动,使曲轴电动机、主轴箱电动机、料筒电动机按照不同的速度、不同的方向旋转。
(4)曲轴电动机旋转到设定圈数,主轴箱电动机、料筒电动机旋转到设定时间3 台电动机停止运动。

5 结语
(1)主动仿形抛光机实现了自动化无人操作,设备运行稳定,抛光质量高。解决了金属槽筒生产周期长、表面一致性差、质量不稳定等问题,与人工抛光相比节约了成本,而且改善了工作环境和条件。同时,也为类似零件实现自动抛光提供了一种新的思路和方法。
(2)以原设计曲线为基准进行仿形抛光,其理论误差较小,同时,还可以对前期的制造误差进行适量修正。抛光后的导纱实验结果表明,以理论曲线进行仿形抛光,其效果优于人工仿形抛光。
(3)设备主要运动参数:主轴转速为:0~60 r/min;正、反转;主轴箱上下运动频率为:0~30 Hz;料筒转速为:0~35 r/min,正、反转。
(4)磨料的运动和切削不但与运动速度有关,而且还与磨料的种类、磨球大小,磨料粒度以及润滑液等多种因素有关。所以,要在计算参数基础上,调整料筒和工件的回转运动与主轴箱(工件)上下运动之间的速度配合关系,才能使本设备的抛光效果达到最佳状态。
[1]杨世春,汪鸣铮,张银喜.表面质量与光整技术[M].北京:机械工业出版社,1999.
[2]王先奎.机械制造工艺学[M].北京:清华大学出版社,1989.
[3]梁国钊.奥氏体不锈钢金相组织检验中电解抛光与机械抛光的区别[J].机电信息,2009(24):62 -95.
[4]崔培治.自动络筒机用金属槽筒及其整体铸造技术[J]. 纺织器材,2007,34(S2 期):13 -15.
[5]施培华. 薄壁球铁槽筒制造工艺研究[J]. 纺织机械,2009(1):41-43.
[6]崔培治.高速并纱机用槽筒的选择[J]. 纺织器材,2008,35(4):48-49.
[7]杨楠.槽筒沟槽表面曲线优化设计[J]. 天津纺织科技,2005 (1):
24 -26.
[8]王元昌. 槽筒沟槽曲线的设计[J].无锡轻工大学学报,1997(4):78-80.
[9]贾育秦,王培霞.络筒机槽筒变螺距螺旋槽的数控铣削及刀具设计[J].1995(1):1 -6.
猜你喜欢
流体机械(2022年8期)2022-10-13
西北工业大学学报(2022年2期)2022-05-11
建材发展导向(2022年1期)2022-03-08
轮胎工业(2021年10期)2021-12-24
当代陕西(2019年24期)2020-01-18
制造技术与机床(2017年9期)2017-11-27
制造技术与机床(2017年3期)2017-06-23
科学与财富(2016年34期)2017-03-23
佛山陶瓷(2016年5期)2016-05-14
筑路机械与施工机械化(2014年7期)2014-03-01