梯形丝杠螺母副易磨损的原因分析和改进方法
2014-04-27 13:07叶文俊王全宝胡映秋杨树生王晶星
制造技术与机床 2014年7期
叶文俊 王全宝 胡映秋 杨树生 王晶星
(沈机集团昆明机床股份有限公司,云南 昆明650203)
梯形丝杠副就是丝杆螺纹为梯形螺纹的丝杠,分公、英制两种。梯形丝杠副具有承载力大、传动效率高、定位准确、具有自锁功能等特点,因而梯形丝杠副在笔者公司的卧式镗床上得到了较广泛的应用。
某段时间,用户反映我公司生产的某型卧式镗床在使用半年左右后发生梯形丝杠螺母副磨损严重,导致机床下拖板拖动力不足和出现抖动现象,严重影响了机床的正常使用。为此,相关人员广泛收集各方面的信息、深入生产现场和用户使用现场,对机床丝杠螺母副磨损严重的现象、原因进行了细致的调查和研究,针对各种原因,提出了相应的改进方法,有效地解决了梯形丝杠螺母副易磨损的问题。
1 原因分析
造成梯形丝杠螺母磨损的原因较多,丝杠、螺母的材质、结构、表面粗糙度、加工和装配工艺、润滑方式等因素都会影响丝杠副的耐磨性。下面以该型机床的X向丝杠副为例进行分析。
(1)丝杠、螺母的材料
材料的选择,主要考虑的因素为材料的加工性能、使用性能等。本机床丝杠材料选用45 钢,T235 调质处理。由于笔者公司热处理设备采用井式炉,调质时温度不易保持一致(井口温度较低),造成调质后材质不均匀,加工后丝杠表面会存在软硬不均匀的现象。
螺母的材料选用铸铝青铜ZQAl9 -4,其耐磨性、抗震性、加工性能都较好,能够满足使用要求。但由于丝杠表面存在软硬不均匀点,很容易造成铜螺母的快速磨损。
(2)丝杠螺母结构强度
该卧式镗床X 向梯形丝杠的参数如表1。

表1 X 向丝杠参数表
因为螺纹工作面上单位压力的大小直接影响丝杠副磨损的快慢,所以对丝杠螺母进行耐磨性计算。耐磨性计算就是验算工作面上的单位压力,使其不超过许用值以限制磨损,计算如下[1]:

式中:Q 为最大牵引力,N;t 为丝杠螺纹的导程,mm;d节为丝杠螺纹的平均直径,mm;L 为螺母的长度,mm;Z 为螺纹头数;P 为螺纹工作表面上的实际平均单位压力,MPa;[P]为螺纹工作表面上的许用单位压力,MPa;h 为螺纹工作高度,mm。
工作高度:h=0.5t=0.5 ×8 =4 mm。
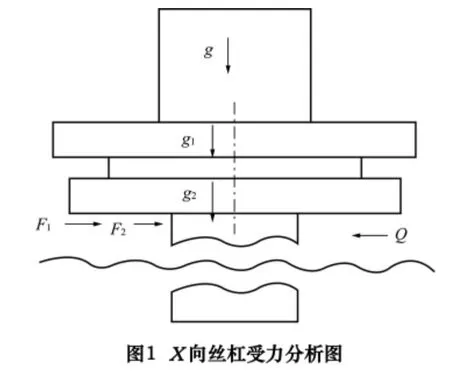
图1 为X 向丝杠受力分析图,由受力分析可知:

式中:g 为工件重力,N;g1为工作台重力,N;g2为上拖板重力,N;g3为其他零件重力,N;F1为上拖板与下拖板间的摩擦力,N;F2为上拖板与下拖板间的粘结力,N;f1为上拖板与下拖板导轨间的摩擦系数;μ 为粘结系数,MPa;S 为上拖板与下拖板间的粘结面积,mm2。
已知:g=100000 N,g1=24500 N,g2=12000 N,g3=3500 N,f1=0.12,μ=5 ×10-3MPa,通过查图纸:S=507500 m2,则得:
F1=(100000 +24500 +12000 +3500)×0.12 =16800 N
F2=5 ×10-3×507500 =2537.5 N
Q=16800 +2862.5 =19337.5 N

查机床设计手册P242 表10. 3 可得[1],[P]=110 MPa
因P>[P],即螺母螺纹工作面上的实际工作单位压力超过许用压力值,导致螺母易磨损,要改善磨损情况需减小螺母螺纹工作面上的单位压力。
(3)表面粗糙度
丝杠螺母的表面粗糙度是直接影响丝杠螺母耐磨性的重要因素,表面粗糙度值越大,摩擦系数越大,两相互运动表面的磨损就越快。另外表面粗糙度还影响配合性质的稳定性、零件的强度等,故对零件提出合理的表面粗糙度要求,是几何精度设计中一个重要的方面[2]。
初始设计的丝杠和螺母表面粗糙度值为Ra3.2 μm,粗糙度值偏大,所以容易造成螺母磨损。
(4)加工和装配工艺
老工艺丝杠、螺母按图纸给定的精度单独加工,由于牙形角偏差,丝杠、螺母的公差带允差等因素的影响,二者会出现配合不好或者配合间隙过大、过小的情况,一旦出现这些情况,就会使丝杠螺母副易磨损。
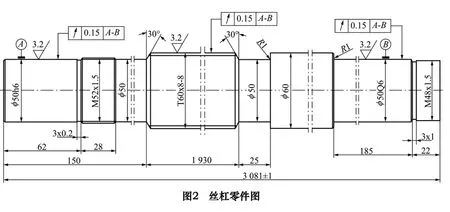
开始时由于交货周期紧,丝杠座的装配定位没有配备专用的工装,用丝杠直接装配定位。由于丝杠上螺纹段的外圆是不连续表面,其他外圆段相对较短或者精度不高不方便定位(见图2),所以对装配工人的技能要求较高。丝杠座一旦定位不好,丝杠的正、侧向与导轨面的正、侧向平行超差,也会出现丝杠螺母副易磨损的现象。
(5)润滑方式
丝杠螺母的润滑采用油池润滑(Z 向)和齿轮飞溅润滑(Y 向)。油池润滑是在油池的底部打小孔并塞入毛线,油液沁满毛线后淋到丝杠螺母副上进行润滑。这种润滑方式会因装配人员塞入毛线的松紧程度而影响丝杠螺母的润滑效果;齿轮飞溅润滑也会因齿轮转速的高低及淋到齿轮上油液的多少而使丝杠螺母的润滑不充分。润滑不好,必然会导致螺母易磨损[3]。
2 改进方法
根据上述的原因分析,采取了下述改进方法来解决丝杠螺母副易磨损的问题。
(1)材料
丝杠材料由45 钢改为 YF45MnV 结构钢。YF45MnV 是一种易切削非调质钢,其硬度为230~260 HB,稍高于45 钢调质态(45 钢T235 的硬度为220~250 HB),而切削性能仅相当于45 钢的正火态。车削后丝杠表面硬度均匀,并能改善丝杠加工的表面粗糙度,而且无需调质工序,故材料更改后不仅提高了加工效率、降低了成本,而且提高了丝杠的质量、精度和耐磨性[4]。
螺母材料由铸铝青铜ZQAl9 -4 改为铝基合金ZTBZA31YB。ZTBZA31YB 铝基合金是以密度2.7 t/m3的铝合金元素为基础,添加21 种金属元素,采用特殊工艺将合金液中氢气、氢原子排除,采用激冷、复合激冷铸造工艺,有效杜绝了疏松、针孔等铸造缺陷,大幅度提高了合金的减磨耐磨特性和综合技术性能。与铜合金相比,它具有以下优点:密度小了4.8 t/m3(ZQAl9-4 密度为7.5 t/m3),转动惯量小了1/2 以上;硬度高为142~147 HB(ZQAl9-4 硬度为100~110 HB);摩擦系数小0.035~0.038(铸铜为0.07~0.08),故其耐磨寿命比铸铜延长2~4 倍以上。
(2)结构
将螺母长度由120 mm 加长至205 mm,这样

所以P=107.29 MPa <[P]=110 MPa,满足梯形丝杠设计要求。
(3)表面粗糙度
修改图纸,把丝杠、螺母牙形的表面粗糙度值由Ra3.2 μm 改为Ra1.6 μm。
针对新材料,首先选用合适的刀具,然后匹配切削用量,保证丝杠、螺母加工后的表面粗糙度值达到Ra1.6 μm,以减小摩擦,保证配合性质的稳定性,提高丝杠螺母副的耐磨性。
(4)工艺
为了使丝杠、螺母的牙形角相吻合、配合间隙达到设计要求,二者螺纹的精车工序采用配对加工法:即一件丝杠精车好后,根据丝杠的实际螺纹尺寸来精车配对螺母的螺纹,精加工完成后打编号成套入库。配对加工法可有效保证丝杠螺母副的配合精度,减小磨损。
采用空壳定位法来定位装配丝杠座。空壳定位法是在具有连接定位要求的零、部件未进行装配前,利用工装进行预定位,相互位置确定后,再进行各自部件的装配,进而完成整个装配工作的一种方法[5]。
如图3 所示,利用工装测量套和测量轴,以导轨面为基准先找正测量轴的正、侧向母线,即先校准丝杠座,然后配作丝杠座的定位销孔。丝杠座预定位完成后,拆下工装测量套和测量轴,然后再安装丝杠。这样就能较好地保证丝杠与导轨面的平行,减小因装配误差而导致的丝杠螺母磨损。

(5)润滑方式
改用容积式润滑系统来润滑丝杠螺母副。容积式润滑系统,由电动间隙润滑泵供油,油量分配器(PDI)将润滑油按选定的注油量输送到各个润滑点,润滑周期可根据需要在PC 中设定。
众所周知,要使运动副的摩擦减小,必须在运动副表面保持适当的清洁的润滑油膜,即维持摩擦表面之间恒量供油以形成油膜。周期定量供油,既可使油膜不被损坏又不会产生污染和浪费,是一种非常好的润滑方式,可以较好地减小摩擦,进而减小运动副的磨损。
采取以上改进措施后,该型卧式镗床的丝杠螺母副实际使用验证结果为:使用2 年后仍然工况良好,磨损甚微。使用寿命的延长,减少了维修、更换的费用,相应降低了成本。
3 结语
针对梯形丝杠螺母副的磨损情况,首先从材料、结构、表面粗糙度、加工和装配工艺、润滑方式等方面进行了多因素的原因分析,然后针对不同的原因采取了一系列的改进方法,实践证明,这些改进方法有效地解决了梯形丝杠螺母副易磨损的难题。
由于采用了新材料、新工艺,不仅保证了丝杠螺母副的精度和使用要求,而且提高了生产效率,降低了生产成本,提高了机床的经济效益。故而抛砖引玉,与广大同行共享。
[1]戴曙.金属切削机床设计[M].2 版.北京:机械工业出版社,1985.
[2]甘永立. 几何量公差与检测[M].7 版. 上海:上海科学技术出版社,2005.
[3]成大先.机械设计手册[M].5 版.北京:化学工业出版社,2009.
[4]付承云,李祥文,罗秀珍. 机床零件用钢及热处理JB/T6609 -2008[M].北京:机械工业出版社,2008.
[5]李跃年.空壳定位法在装配中的应用[J]. 金属加工:冷加工,2012(19):41 -44.
猜你喜欢
南方农机(2022年10期)2022-05-14
思维与智慧·上半月(2020年4期)2020-04-13
制造技术与机床(2019年11期)2019-12-04
发明与创新·小学生(2019年8期)2019-08-27
制造技术与机床(2019年1期)2019-01-14
制造技术与机床(2017年8期)2017-11-27
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年2期)2017-05-04
中国塑料(2015年9期)2015-10-14