
磨床砂轮动平衡中平衡块调整方法研究
2014-04-26 08:23丛培田魏巍张旗
机床与液压 2014年17期
丛培田,魏巍,张旗
(1.沈阳理工大学机械工程学院,辽宁沈阳 110159;2.国网营口供电公司,辽宁营口 115000)
0 前言
砂轮是磨床的关键部件,由于制造误差、安装误差和砂轮不均匀磨损等原因,往往会造成砂轮不平衡。在磨削过程中砂轮的不平衡会引起磨床振动,磨床振动不仅会降低磨削质量,同时会加速磨床主轴和轴承之间的磨损,减小主轴和轴承的使用寿命。为了保证磨床的磨削质量,延长主轴和轴承的使用寿命,砂轮在安装前和使用过程中都要对砂轮进行动平衡。
磨床砂轮动平衡可分为自动平衡和手动平衡,两者都是通过调整平衡块的位置从而改变砂轮系统的质心位置实现砂轮动平衡的。磨床砂轮手动平衡的实现方法是在砂轮法兰盘环形槽内装上两个或3个质量与形状相同的平衡块,手动调整平衡块的位置直到砂轮平衡。在砂轮动平衡过程中,为使调块准确通常在法兰盘圆周上刻上角度值,如图1所示。
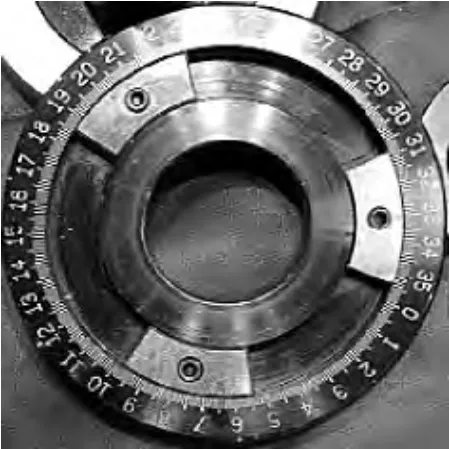
图1 3个平衡块的砂轮平衡系统
对于只有两个平衡块的磨床砂轮动平衡装置,在砂轮配平时应调整两个平衡块的位置使其偏重质量和角度等于砂轮平衡所需加重质量和角度。但由于实际调块有误差或其他原因会使得砂轮在配平后仍可能有不小的不平衡量,并且砂轮在使用一段时间后需要再次动平衡时可能无法根据平衡块的当前位置继续调块配平,所以该平衡装置的精度和效率偏低。作者针对配有3个平衡块的磨床砂轮动平衡装置,提出了砂轮初次动平衡时3个平衡块目标位置的计算方法和砂轮进一步精确动平衡时平衡块调整量的计算方法。
1 三配平块移动平衡法

磨床砂轮初次动平衡时其不平衡量往往较大,对于配有3个平衡块的砂轮平衡系统,在最初测量砂轮不平衡量时3个平衡块应互成120°。要使砂轮平衡,则有如下关系式成立其中:W为砂轮动平衡所需加重的质量;φ为加重角度;M为平衡块质量;α、β、γ为3个平衡块的目标角度。该方程组有两个方程,3个未知数,当砂轮平衡所需加重质量小于3个平衡块所能合成的最大偏重质量时,方程组有解且有无数个解,即在砂轮配平时平衡块有多种调整方案。为使砂轮配平调块过程变得方便快捷,以平衡块初始位置为中心将砂轮整个圆周分成3个扇形区,每个扇形区为120°。若3个平衡块的初始位置为0°,120°,240°,则0°~60°和300°~360°为扇形一区,60°~180°为扇形二区,180°~300°为扇形三区,如图2所示。在测得砂轮平衡所需加重质量和角度后,首先判断加重角度落在哪个扇形区,然后将该扇形区中的平衡块调整到加重角度处,最后调整剩余两个平衡块使其偏重质量等于加重质量和单个平衡块质量之差。
假设测得砂轮平衡所需加重质量为Wg,加重角度为φ且φ落在扇形一区。首先把0°位置的平衡块调整到φ处,然后根据W>M、W=M、W<M可知剩余两个平衡块的位置会出现3种不同的分布情况。
当W>M时各平衡块的分布情况如图3所示,其中。
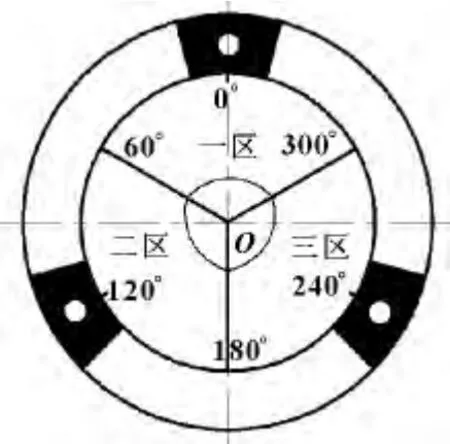
图2 三配平块移动平衡法砂轮圆周分区
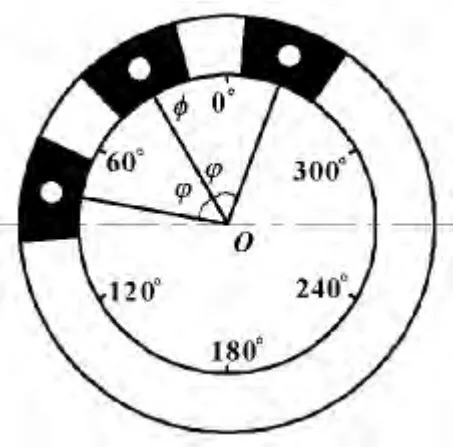
图3 W>M时平衡块分布
当W=M时各平衡块的分布情况如图4所示。

图4 W=M时平衡块分布
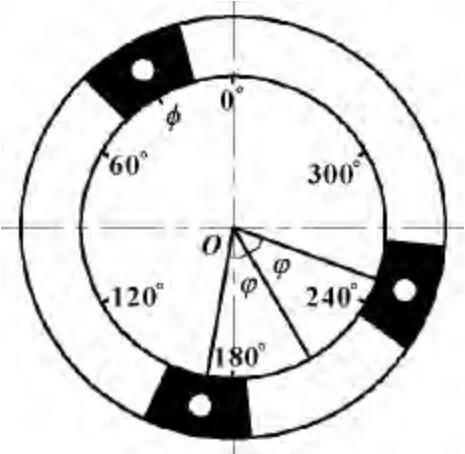
图5 W<M时平衡块分布
当W<M时各平衡块的分布情况如图5所示,其中。
根据这3种情况可计算出剩余两个平衡块的目标角度,把它们调整到对应的目标角度就能实现砂轮初次配平。
2 摄动移块平衡法
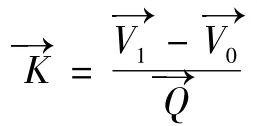
由于平衡块质量分布不均匀或在调整平衡块位置时出现误差等原因会导致砂轮在初次配平后还有剩余不平衡量,相对于初始不平衡量此不平衡量往往较小,因此需要小角度调整平衡块即摄动移块进行砂轮精确配平。摄动移块平衡法的原理如图6所示,图中向量→A与向量→D垂直。由图6可知:→B=→A+→C,→D=→C+→E,当角度φ小到一定程度时,可认为→D≈→C,则有→B≈→A+→D,即可近似认为→B=→A+→D。在磨床砂轮配平调块时该方程具有如下物理含义:将φ处平衡块以法兰盘圆心为中心逆时针旋转角度φ,相当于在φ+90°处加一个配平质量块。同理将φ处平衡块以法兰盘圆心为中心顺时针旋转φ,相当于在φ-90°处加一个配平质量块。该配平块的质量为Mtanφ。
砂轮的不平衡质量及其角度都是任意的,若想通过调整平衡块的位置实现砂轮精确配平必须做到配重质量可变,配重角度可调。由摄动移块平衡法原理可知,若将平衡块旋转φ,则等效加重配平块的质量为Mtanφ,因此改变平衡块的旋转角度就能改变等效配平块的质量。若3个平衡块的当前角度为α,β,γ,如图7所示,则α-90°、α+90°、β-90°、β+90°,γ-90°、γ+90°这6个角度(设转换到0°~360°后为A、B、C、D、E、F)可将磨床砂轮整个圆周分成六个扇形区,与每个扇形区两边同向的矢量可以合成该扇形区内任意方向的矢量。由图7可知每个扇形区的两条边都有平衡块与其垂直,所以旋转3个平衡块中的某两个可以调整配平角度。因此,当砂轮的不平衡量较小时可以通过调整两个平衡块的位置实现砂轮精确配平。

图6 摄动移块平衡法原理图
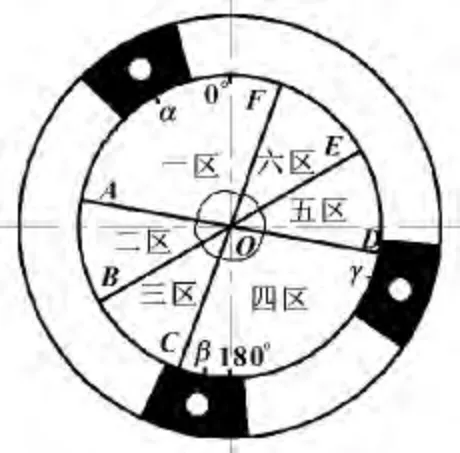
图7 摄动移块平衡法砂轮圆周分区
在砂轮配平调块前应找出砂轮配平所需调整的两个平衡块,判定各平衡块的旋转方向并计算其调整量。在测得砂轮平衡所需加重质量和角度后,首先判断加重角度落在哪个扇形区,判断方法如下:计算α-90°、α+90°、β-90°、β+90°,γ-90°、γ+90°并将其转换到0°~360°范围内,将这6个角度值按升序排列,设排列结果为A、B、C、D、E、F,每两个角度夹一个扇形区,判断加重角度落在哪两个角度之间就能确定加重角度落在哪个扇形区。
然后把加重质量分解到该扇形区的两条边上。由上述砂轮圆周分区可知,总能找到与每个扇形区两条边相垂直的平衡块,查找方法如下:设加重角度所在扇形区的两条边的角度为A和B,依次判断A+90°和A-90°与3个平衡块当前所处角度是否相等,若相等则退出查询,此平衡块就是砂轮配平时需要旋转的平衡块。若在A-90°处有平衡块,则应逆时针旋转该平衡块;若在A+90°处有平衡块,则应顺时针旋转该平衡块。旋转角度为arctan(W/M),其中W为加重质量分解到角度为A的边上的分量。同理可找到另一个平衡块并确定其旋转方向和调整量。
平衡好的砂轮在磨削加工过程中由于磨损等原因会让砂轮变得不平衡,当砂轮的不平衡量超出合格范围时需要重新对砂轮进行动平衡。由于摄动移块平衡法对平衡块的初始位置没有严格限制,因此在测得砂轮不平衡量后可根据各平衡块的当前位置继续调块配平砂轮。
3 3个平衡块配平实验
实验时平衡转子转速500 r/min;平衡块质量20 g;采用的平衡方法是影响系数法。在测量转子不平衡质量前应先求出影响系数。先将3个平衡块分别放在30°,120°,240°进行加重测量,测得其振动值为。将30°平衡块调整到0°进行无重测量,测得其振动值为。试重为3个平衡块分别在30°,120°,240°时产生的偏重质量。由此可得影响系数
实验一:在转子首次配平时采用三配平块移动平衡法计算各平衡块的目标角度,在转子第二次配平时采用摄动移块平衡法计算各平衡块的调整量,其实验数据如表1所示。由实验结果可知:转子在首次配平时去重率能达90%以上而且平衡块的调整过程方便快捷,之后再用一次摄动移块平衡法能将转子的不平衡质量降到1 g以下。
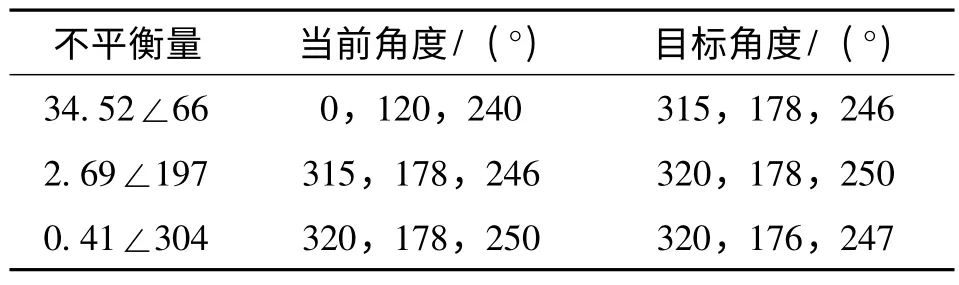
表1 三配平块移动平衡法实验数据
实验二:在转子配平时只采用摄动移块平衡法计算各平衡块的调整量,其实验数据如表2所示。由实验结果可知:虽然摄动移块平衡法的首次去重率没有三配平块移动平衡法高,但经两次配平后仍能将转子的不平衡质量降到1 g以下,而且每次配平只需调整两个平衡块的位置。
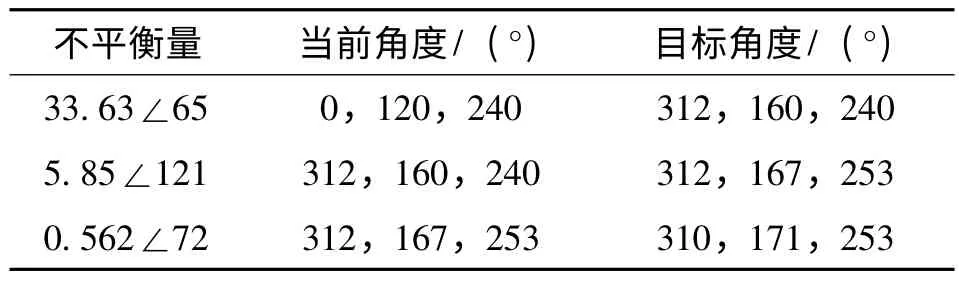
表2 摄动移块平衡法实验数据
4 结论
在磨床砂轮动平衡调块时,采用三配平块移动平衡法能让首次去重率达90%以上且平衡块的调整过程方便快捷;采用摄动移块平衡法不但能进行砂轮精确配平,而且在砂轮第二次动平衡时可根据各平衡块的当前位置继续调块配平。因此,所提出的平衡块调整量计算方法对于提高磨床砂轮的动平衡效率和平衡精度,延长磨床主轴和轴承的使用寿命具有重大意义。
[1]李春生,许元奎,杨彦军,等.磨床上的砂轮动平衡装置[J].机械工程师,1998(4):45.
[2]钟一谔.转子动力学[M].北京:清华大学出版社,1987.
[3]周仁睦.转予动平衡-原理、方法和标准[M].北京:化学工业出版社,1992.
[4]安胜利,扬黎明.转子现场动平衡技术[M].北京:国防?工业出版社,2007.
猜你喜欢
一重技术(2021年5期)2022-01-18
哈尔滨轴承(2020年3期)2021-01-26
学习周报·教与学(2020年25期)2020-10-21
装备制造技术(2019年12期)2019-12-25
数学学习与研究(2019年5期)2019-05-08
中学生数理化·中考版(2018年10期)2018-12-07
理科考试研究·高中(2017年7期)2017-11-04
制造技术与机床(2017年4期)2017-06-22
河北地质(2016年1期)2016-03-20
组合机床与自动化加工技术(2014年9期)2014-03-01
