
Theoretical and Experimental Investigation of Laser Milling Assisted with Jet Electrochemical Machining*
2014-04-24 10:54:04ZhaoJianshe赵建社ZhangHua张华YuanLixin袁立新XuJiawen徐家文
Zhao Jianshe(赵建社),Zhang Hua(张华),Yuan Lixin(袁立新),Xu Jiawen(徐家文)
1.Jiangsu Key Laboratory of Precision and Micro-Manufacturing Technology,College of Mechanical and Electrical Engineering,Nanjing University of Aeronautics and Astronautics,Nanjing,210016,P.R.China;2.School of Mechanical Engineering,Nantong University,Nantong,226019,P.R.China
1 Introduction
Micromachining processes have been found widespread use in a variety of applications in mechanical and biomedical devices.With the development of mechanical science,the three-dimensional(3-D)components need to be manufactured with low cost,high accuracy and high quality surface finishing[1-3].
Laser beam machining(LBM)has been widely used as a powerful tool in the micro scope machining process,such as cutting[4-5],drilling[6-8],welding[9-11],shock processing[12],cladding[13-14]and milling[15-17].Laser milling consists in an ablation operation causing vaporization of material as a result of interaction between a laser beam and a machined workpiece.Laser milling can be applied to a wide range of materials and allows the production of complex shape parts without expensive tooling.Compared with conventional micro-machining processes,laser milling is a non-contact material removal process,which involves highly localized heat input to the workpiece,thus minimizing distortion.It also offers no tool wear.Therefore,laser milling is not limited by constraints such as the maximum tool force,buildup edge formation,or tool chatter.However,laser milling has a number of inherent defects,including recast layer and spatter,which are likely to affect the surface quality.
Jet electrochemical machining is a useful micro machining process without shaped cathode.A hybrid process of jet electrochemical machining and laser beam machining(JECM-LBM)has been developed to reduce recast layers and spatter effectively[18-22].JECM-LBM combines two different sources of energy simultaneously,i.e.,the energy of photons and the energy of ions.The main aim of combining ajet electrolyte with laser beam is to obtain high process quality by reducing the recast layer and spatter produced in laser beam machining.The jet electrolyte is coaxially aligned with a focused laser beam and creates a noncontact tool-electrode.The focused laser beam and the jet electrolyte act on the same surface of workpiece synchronously.Material is removed mainly by laser beam machining and the defects are overcome by the multiple effects of jet electrolyte,i.e.,the effective cooling to workpiece,the transporting debris and the electrochemical reaction with materials.JECM-LBM has been successfully applied to hole-machining.
In this research,based on the JECM-LBM,a new micro-machining process of laser milling assisted with jet electrochemical machining(LMAJECM)has been developed to obtain high accuracy and high quality surface finishing.
2 Experimental Procedures
2.1 Experimental apparatus
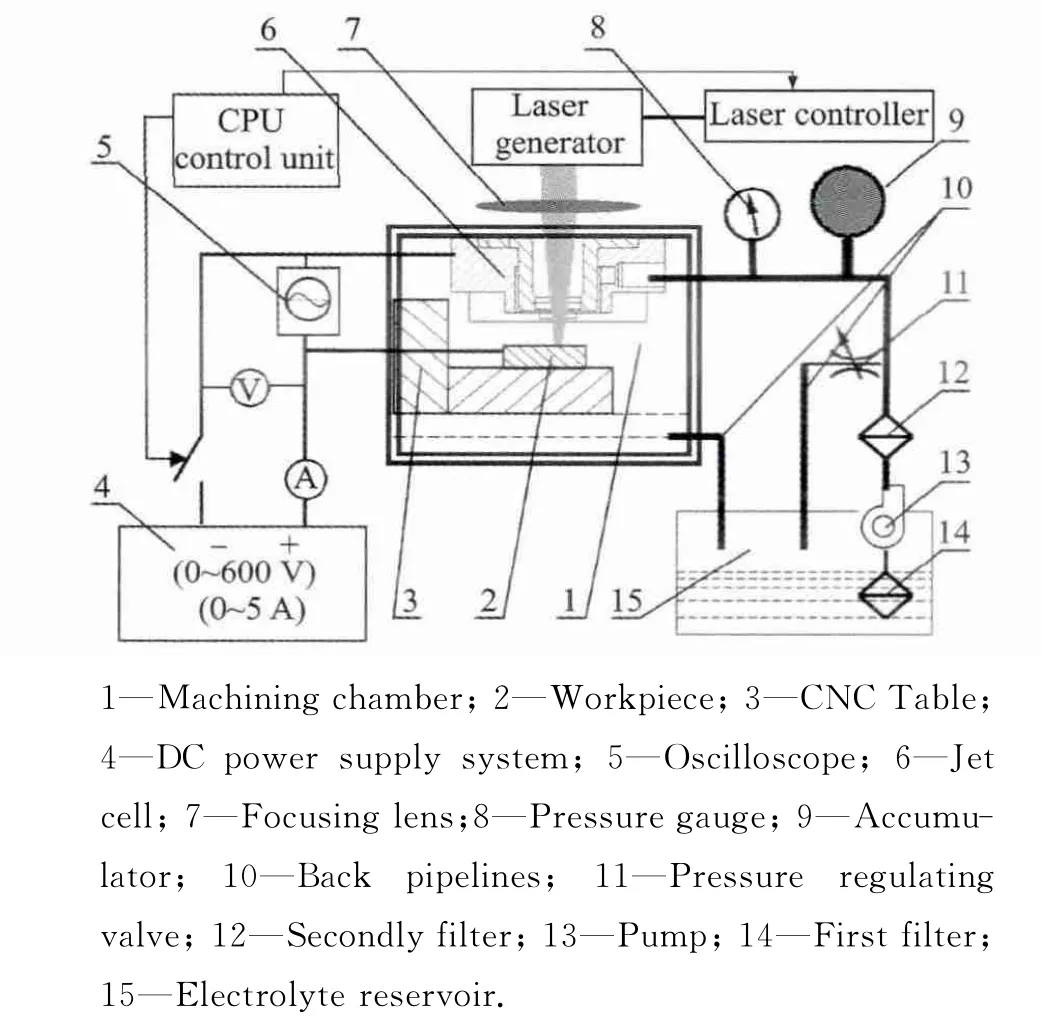
Fig.1 System schematic diagram of LMAJECM
Fig.1shows an LMAJECM apparatus,which consists of three systems,namely,a laser system,an electrolyte supply system and a power supply system.A jet cell is placed coaxially with the focused laser beam.An electrolyte is pumped from a reservoir and flows into the jet cell forming ajet of diameter 0.4mm.The jet and the focused laser beam act on the same surface of workpiece synchronously.The electrolyte jet pressure can be controlled by apump with pressure varying from 0.3MPa to 1.5MPa.
The key part of the jet cell is a nozzle,as shown in Figs.2,3.The material and design of the nozzle are important to the concentration of electrolyte and stable jet formation.Ruby is a good material for nozzle with high hardness,good wear resistance and chemical stability,hence,ruby nozzle is a core component.In order to obtain a stable and coherent jet of electrolyte,a conical design is developed for the cavity of nozzle.

Fig.2 Nozzle structure
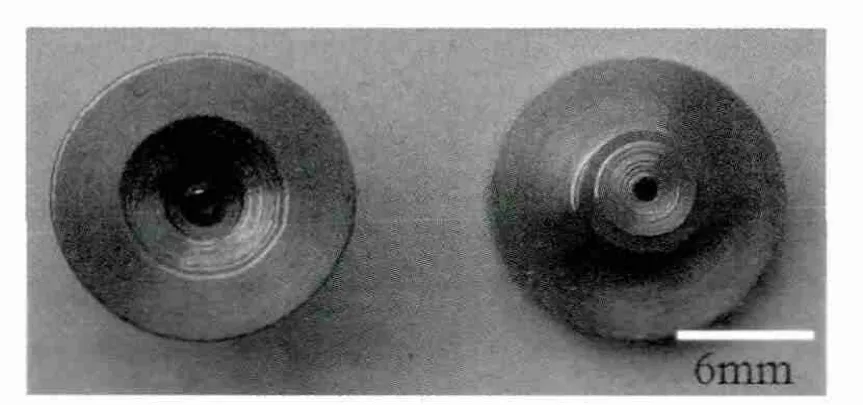
Fig.3 Photo of nozzle used in the experiment
2.2 Experimental parameters
The experiments of LMAJECM were conducted using apulsed Nd:YAG laser with the second harmonic wavelength,which can emit a green laser with wavelength of 532nm.Pulse length of the used laser is 0.2ms and its frequency is 1Hz.Energy per pulse is in the range of 300mJ.The laser beam was focused using a lens of focal length 100mm.The DC power supply voltage used in this paper is 300V.The concentration of NaNO3electrolyte is 15%and pressure is 0.8 MPa.The distance between the nozzle and workpiece is 2mm.The workpiece is a 1Cr18Ni9Ti stainless sheet with the thickness of 0.5mm.Sodium nitrate electrolyte with a concentration of 18%by weight is used for the experiments.The conductivity of the electrolyte is 12.2(Ω·m)-1and the volume electrochemical equivalent of 321 stainless is 2.1×10-9m3/A·min.The current efficiency is about 60%.
3 Theoretical Model of LMAJECM
3.1 Theoretical analysis
There are two processes in LMAJECM.One is laser action,and the other is electrochemical action.In laser pulse width(T1),the laser action is the main role to remove material;while in laser inter-pulse(T2),materials are removed by the electrochemical action.The two processes are repeated alternately.The main idea for the theoretical analysis is presented in Fig.4.
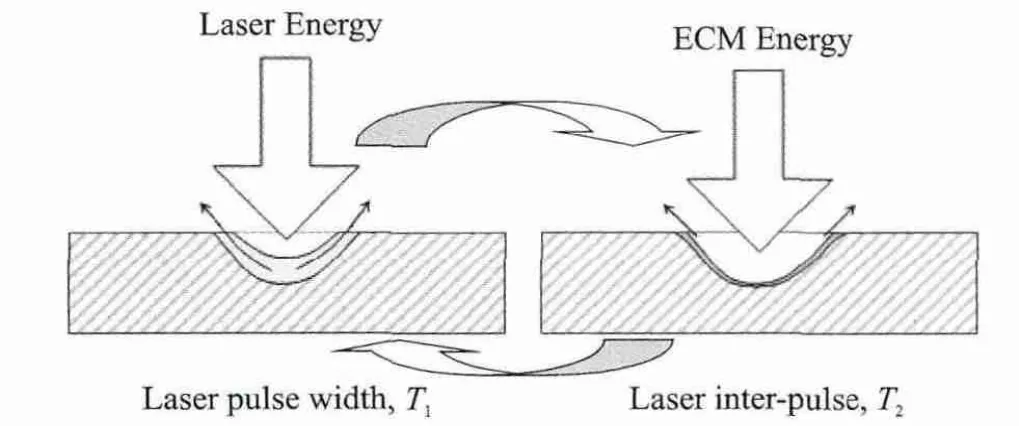
Fig.4 Energy used for LMAJECM
3.2 FEM modeling
The temperature field with pulse laser in T1and the electrochemical field with jet electrochemical machining in T2are simulated by finite element method(FEM)software ANSYS.The current temperature field and electrochemical machining field are separately calculated in time domain.During the T1,a section profile of processing zone with laser action can be calculated.Then the section profile becomes the initial boundary for the electrochemical machining during the T2.When T2is ended,the result of section profile will become the initial boundary for laser action in T1in the next step.Therefore,in two-dimension-al(2-D)space domain,the results of laser action and electrochemical machining are added till the machined time is ended.
Fig.5shows the simulation results of temperature field on the workpiece surface with laser pulse energy of 200mJ in the first T1time.It clearly shows the distributions of the workpiece internal temperature with laser drilling process,in which the temperature reached 10 000℃,far exceeding the melting point and boiling point of stainless steel material.Therefore,the elements whose temperature is higher than melting point can be deemed to be removed.The left element boundary can be seen as the initial boundary for electric filed with jet electrochemical machining.Fig.6shows the boundary graph after the first laser action.
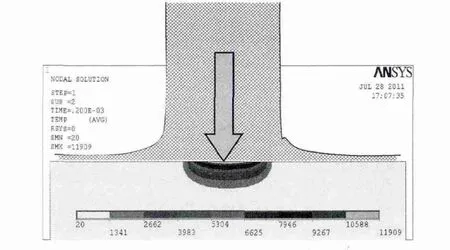
Fig.5 Temperature field distribution at pulse width
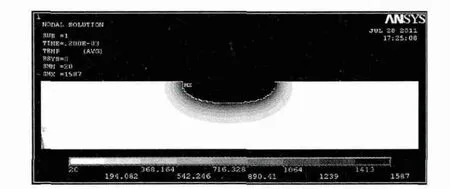
Fig.6 Boundary graph after the first laser action
Fig.7shows the electric field distribution and current density distribution in pulse inter.It can be seen that the current density in the hole at the center of the bottom is about 80A/cm2.Moreover,with the incensement of radial distance,thecurrent density increases rapidly.On the boundary,the current density gains its maximum value,up to 270A/cm2approximately.Therefore,as the dissolution rate is high,with increasing radial distance,the current density decreases and the dissolution rate of materials has also been slowed down.
4 Experimental Results
Compared with laser milling in air,the millisecond green laser has been used to machining a groove with LMAJECM.The energy per pulse is 200mJ,and the electrochemical machining voltage is 300V.An optical microscope is used to de-tect the experimental results.
In Fig.8,the surface of groove with laser drilling in air,both sides are encircled with large areas of irregular spatter deposits.In contrast,it is evident from Fig.9that little spatter is presented around the groove machined with LMAJECM.The most probable reason for this is the presence of the high-speed jet electrolyte,which can effectively cool the ejected material and carry debris away.
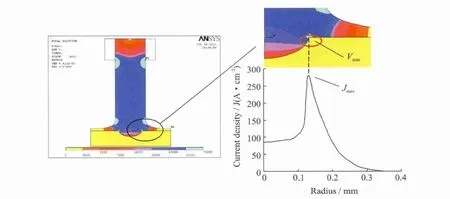
Fig.7 Distribution of electric field and current density in the inter pulse
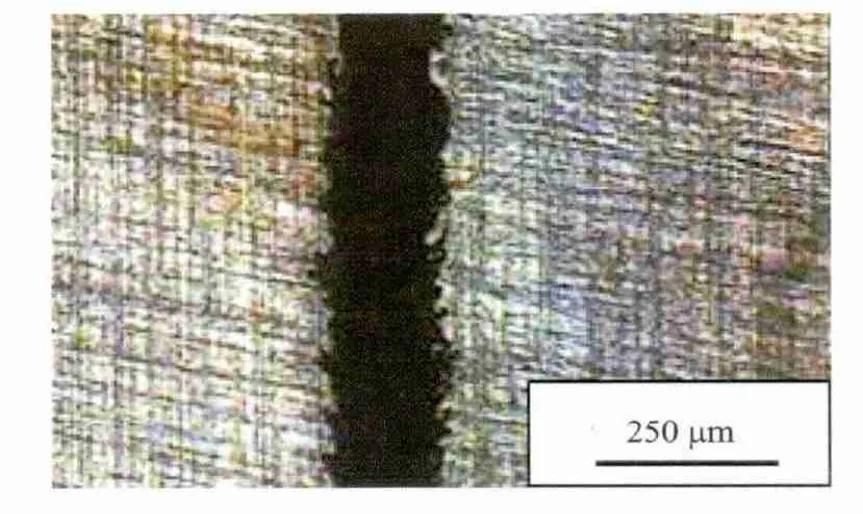
Fig.8 Groove machined with laser milling in air
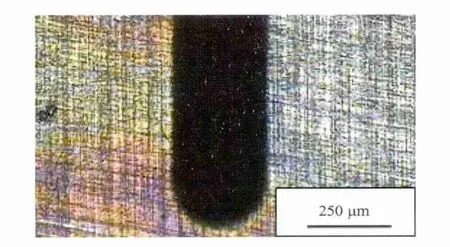
Fig.9 Groove machined with LAJECM
Figs.10,11show further details of the profile of groove machined with different methods respectively.Unlike the case of laser milling in air,the side-walls of the grooves machined with LMAJECM in Fig.11shows that neither spatter nor recast can be observed.There are a large number of recast layers on the side-walls of grooves machined with laser milling in air.The boundary between the recast layer and base material is obvious.The recast layer on the upper part of side-walls is thick and the thickness is about 45 μm.The recast layer on the lower half part of side-walls is thinner than that on the upper.The phenomenon can be explained by the fact that the bottom material melts and sprays outward with high speed under the high pressure generated by laser action.However,when the melted material is injected into half part of side-walls,the pressure is low.Fig.12shows the case of a special 3-D shaped groove machined with LAJECM.It can be proved that LAJECM is an effective micromachining approach.
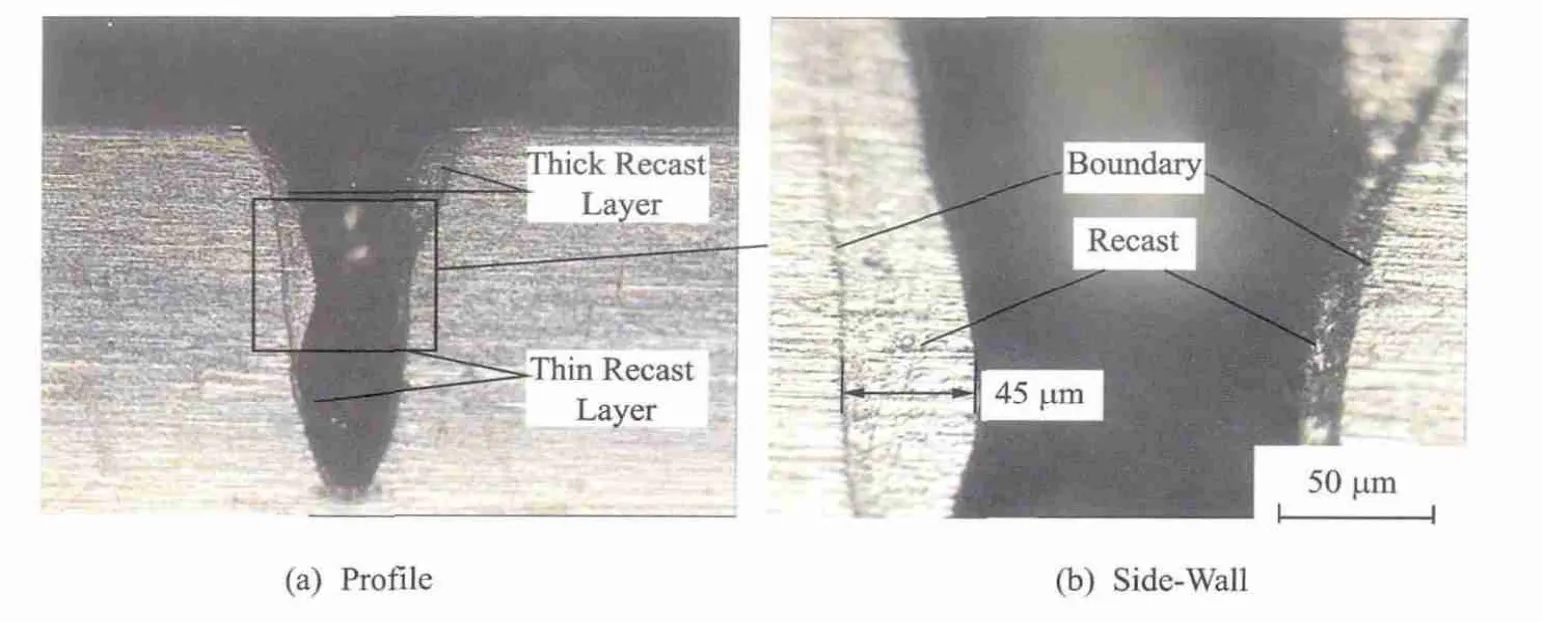
Fig.10 Laser milling in air
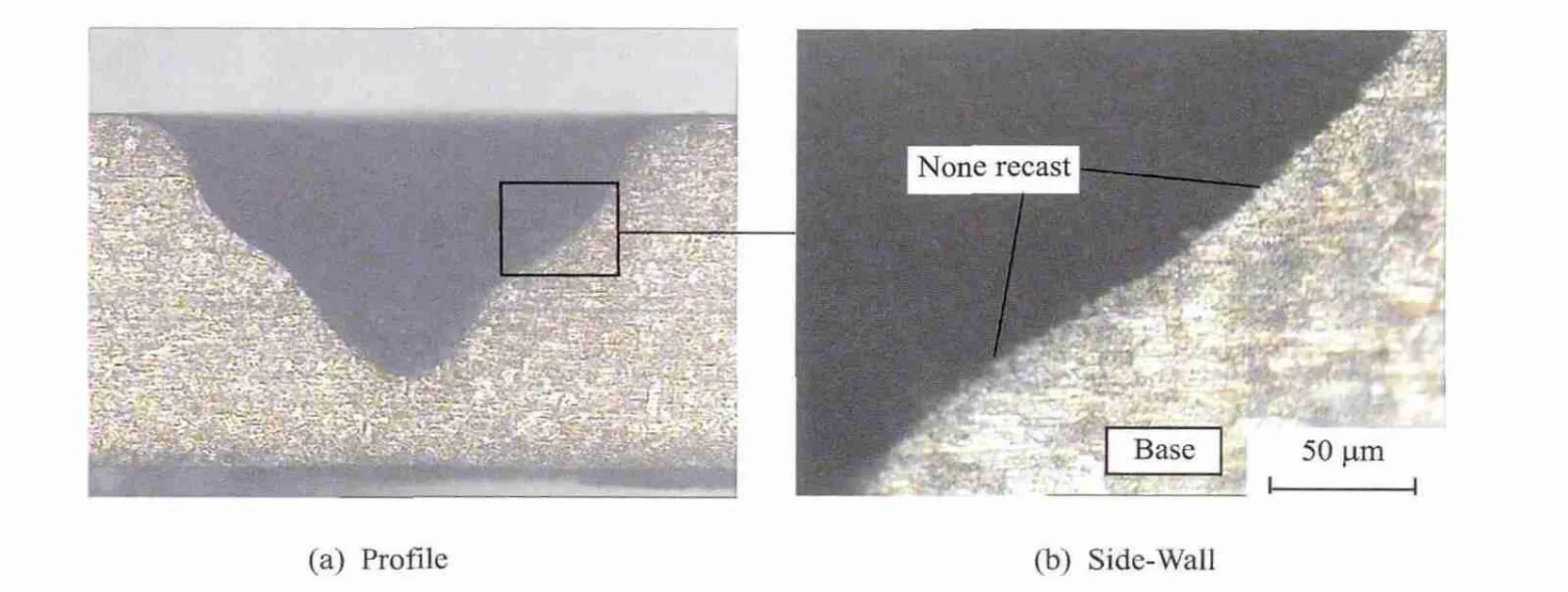
Fig.11 LMAJECM
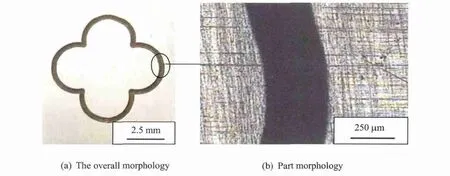
Fig.12 Special shaped groove machined with LMAJECM
5 Conclusions
The main conclusions can be summarized as follows:
(1)A special jet cell has been designed for obtaining a stable jet being aligned coaxially with a focused laser beam and creates a noncontact tool-electrode.
(2)The simulated results of LMAJECM with FEM software show that the groove depth and width are dominated by the laser and the jet electrochemical machining,respectively.
(3)Recast and spatter are effectively reduced during the hybrid process of LMFAJECM.
(4)Materials are removed by the composite action between laser action and electrochemical action during LMAJECM.The electrochemical machining is an auxiliary effect to reduce the recast and spatter effectively.
(5)With the further study on the machined accuracy with section size for LMAJECM,the new process may be a useful machining way for 3-D component micro-machining.
[1] Dubey A K,Yadava V.Laser beam machining—A review[J].International Journal of Machine Tools and Manufacture,2008,48:609-628.
[2] Rizvi N,Apte H.Developments in laser micromachining techniques[J].Journal of Materials Processing Technology,2002,127:206-210.
[3] Li Liang,Bao Jie,He Ning,et al.Application of acoustic emission sensor in detecting tool breakage in micro-milling[J].Transactions of Nanjing University of Aeronautics and Astronautics,2010,27:119-124.
[4] Choudhury I,Shirley S.Laser cutting of polymeric materials:An experimental investigation[J].Optics&Laser Technology,2010,42:503-508.
[5] Yilbas B S,Arif A F M.Laser cutting of steel and thermal stress development[J].Optics &Laser Technology,2011,43:830-837.
[6] Yao Kuan-Chung,Lin Jehnming.The characterization of the hole-contour and plume ejection in the laser drilling with various inclination angles[J].Optics&Laser Technology,2013,48:110-116.
[7] Sanjay Mishra,Vinod Yadava.Modeling and optimization of laser beam percussion drilling of thin aluminum sheet[J].Optics &Laser Technology,2013,48:461-474.
[8] Zhang Yi,Li Shichun,Chen Genyu,et al.Experimental observation and simulation of keyhole dynamics during laser drilling[J].Optics &Laser Technology,2013,48:405-414.
[9]Sakagawa T,Nakashiba S,Hiejima H.Laser micro welding system and its application to seam welding of recharge able battery[J].Physics Procedia,2011,12:6-10.
[10]Khan M M A,Romoli L,Dini G.Laser beam welding of dissimilar ferritic/martensitic stainless steels in abutt joint configuration[J].Optics &Laser Technology,2013,49:125-136.
[11]Yilbas B S,Arif A F M,Abdul Aleem B J.Laser welding of low carbon steel and thermal stress analysis[J].Optics &Laser Technology,2010,42:760-768.
[12]Wang Xuede,Li Yinghong,Li Qipeng,et al.Property and thermostablity study on TC6titanium alloy nanostructure processed by LSP[J].Transactions of Nanjing University of Aeronautics and Astronautics,2012,29:68-76.
[13]Wang Mingdi,Zuo Dunwen,Wang Min,et al.Process in single-layer laser cladding using coaxial inside-beam powder feeding[J].Journal of Nanjing U-niversity of Aeronautics and Astronautics,2009,41:354-357.(in Chinese)
[14]Tian Zongjun,Wang Dongsheng,Shen Lida,et al.Microstructure and wear resistance of laser remelted ceramic coatings on TiAl alloy surface[J].Journal of Nanjing University of Aeronautics and Astronautics,2009,41:348-353.(in Chinese)
[15]Campanelli S L,Casalino G,Contuzzi N.Multi-objective optimization of laser milling of 5754aluminum alloy[J].Optics &Laser Technology,2013,52:48-56.
[16]Cuccolini G,Orazi L,Fortunato A.5Axes computer aided laser milling[J].Optics and lasers in engineering,2013,51:749-760.
[17]Tsai Chwan-Huei,Chen Hongwen.Laser milling of cavity in ceramic substrate by fracture-machining element technique[J].Journal of Materials Processing Technology,2003,136:158-165.
[18]Zhang Hua,Xu Jiawen,Wang Jiming.Investigation of a novel hybrid process of laser drilling assisted with jet electrochemical machining[J].Optics and Lasers in Engineering,2009,47:1242-1249.
[19]Yuan Lixin,Xu Jiawen,Zao Jianshe.Study of theoretical model and experiment on laser machining assisted by jet electrochemical machining[J].Journal of Southeast University:Natural Science Edition,2010,40:736-740.(in Chinese)
[20]Zhang Hua,Xu Jiawen,Wang Jiming.Experimental study of hybrid process of jet electrochemical machining and laser beam machining[J].Acta Aeronautica et Astronautica Sinica,2009,30:1138-1840.(in Chinese)
[21]Zhang Hua,Xu Jiawen,Wang Jiming.Feasibility study of hybrid processing of laser beam machining combined with jet electrochemical machining[J].China Mechanical Engineering,2009,20:975-978.(in Chinese)
[22]Zhang Hua,Xu Jiawen,Wang Jiming.Experimental study of hybrid processing of jet electrochemical machining and laser beam machining on nickel-based superalloy[J].Journal of Materials Engineering,2009,4:75-80.(in Chinese)
猜你喜欢
快乐作文(1.2年级)(2022年12期)2023-01-27 09:29:07
Acta Mathematica Scientia(English Series)(2022年4期)2022-08-25 08:52:14
美术界(2022年4期)2022-04-26 11:07:00
红蜻蜓·低年级(2022年3期)2022-03-19 22:46:23
红蜻蜓·低年级(2022年2期)2022-03-19 00:17:21
红蜻蜓·低年级(2021年12期)2021-12-19 11:13:03
Acta Mathematica Scientia(English Series)(2021年3期)2021-06-17 13:59:16
小天使·一年级语数英综合(2020年3期)2020-12-16 02:56:12
作文周刊·小学一年级版(2020年16期)2020-06-12 11:40:31
黄河·黄土·黄种人(华夏文明)(2019年10期)2019-11-01 07:31:30
 Transactions of Nanjing University of Aeronautics and Astronautics2014年5期
Transactions of Nanjing University of Aeronautics and Astronautics2014年5期
- Transactions of Nanjing University of Aeronautics and Astronautics的其它文章
- Optimal Control Strategy for Buck Converter Under Successive Load Current Change*
- Predictive Modeling and Parameter Optimization of Cutting Forces During Orbital Drilling*
- Wear Behaviour of Electroless Ni-P-Diamond Composite Coatings*
- Method for Measuring Residual Stresses Induced by Boring in Internal Surface of Tube and Its Validation with XRD Method*
- Structural Design and Control Strategy Analysis of Micro/Nano Transmission Platform*
- Friction and Wear Properties of Amorphous Carbon Nitride Coatings in Water Lubrication*