
Wear Behaviour of Electroless Ni-P-Diamond Composite Coatings*
2014-04-24 10:54:10LiuPing刘平ZhuYongwei朱永伟ZhuChanghong朱昌洪LiuYunfeng刘蕴峰PengYan彭雁
关键词:刘平
Liu Ping(刘平),Zhu Yongwei(朱永伟),Zhu Changhong(朱昌洪),Liu Yunfeng(刘蕴峰),Peng Yan(彭雁)
1.College of Mechanical and Electrical Engineering,Nanjing University of Aeronautics and Astronautics,Nanjing,210016,P.R.China;2.College of Engineering,Nanjing Agricultural University,Nanjing,210031,P.R.China;3.Qinghai Microcrystal Nano-Technology Co.,Ltd.,Xining,810000,P.R.China
1 Introduction
Electroless nickel(EN)composite coatings have excellent mechanical,anti-corrosive,and tribological properties which make them feasible for a wide range of applications[1-3].Wear performance of composite coatings heavily depends on the characteristics of embedded particles[4],such as type,shape and size,as well as content in the coatings[5-6].The wear resistant composite coatings and the lubricating composite coatings can be achieved by incorporating hard particles and soft particles into coating matrix[7].The existence of these solid particles can lead to the transformation of wear mechanism compared with particle-free coatings[7-10].For the composite coatings embedded hard particles,the abrasion wear is the most important wear mechanism[8].
In recent years,most researches have been focused on EN diamond composite coatings,and have developed their engineering applications[11-15].Park,et al.[14]manufactured the micro-diamond tools in micro-grooving in silicon and found that the tool′s life increases with the increase of diamond size(0.5—10μm).However,Reddy,et al.[13]and Petrova[16],et al.revealed that EN composite coatings with finer particles(about 3—8μm)were more wear-resistant than those with coarser ones(20—40,110μm).Therefore,the dependence of the superior wear resistance of composite coatings on particle sizes still exits inconsistency,and the information about the wear mechanism of EN composite coatings containing the finer particles is insufficient.
We aim at evaluating the influence of fine particles on the wear behaviour of EN composite coatings,and modelling wear mechanism during wear test process.
2 Experiment
2.1 Materials
Diamond particles with sizes in the range of 0—0.5,0.5—1,1—2μm,supplied by Kingray New Materials Science &Technology Co.Ltd.,are selected as the incorporated particles.Mild carbon steel specimens(∅48×2)are used as sample substrates.A commercial EN phosphorus plating bath with pH values of 4.5is used for preparing Ni-P matrix composite coating.The main components of EN solution are a nickel source salt of NiSO4(25—30g/L),a reducing agent NaH2PO2·H2O of 30—35g/L,suitable complexing agents,stabilizers and inhibitors.Deionized(DI)water with a resistivity of 18MΩis used for rinsing specimens for pre-treating.
2.2 Preparation of specimen
Substrate specimens are ultrasonically cleaned in acetone and sodium hydroxide solution first,and then thoroughly rinsed with DI water.They are immersed in 50%sulphuric acid solution for deoxidization for 30s,and rinsed with DI water again.Subsequently,these specimens are transferred immediately to EN plating bath for 10min for obtaining an interlayer of EN coating between the substrate and the composite coating.After that,the specimens are transferred immediately to EN composite plating solutions,whose concentration of diamond particles is 6g/L,and the PEG surfactant with appropriate amounts to prepare EN diamond composite coatings.During this process,the solution is maintained by continuous magnetic stirring with a speed of 550—650 r/min at 87—88℃for 90min.For convenience,ND1,ND2and ND3denotes EN composite coatings embedded with diamond particles with sizes of 0—0.5,0.5—1,1—2μm,respectively.
2.3 Post-treatment
All EN composite coatings are heated at 200℃for 1hfor the dehydrogenation process after their preparations.And then,they are heattreated at 400℃for 1hto further improve their hardness.The microhardness of the composite coatings is measured using a HXS-1000Atester with a Vickers diamond indenter with a load of 0.98Nfor 10s.The morphology of the diamond particles with various sizes and their states in the composite coatings are observed by scanning electron microscopy(SEM,JEOL,JSM-7001F).The thickness of ND1,ND2and ND3is also obtained from their cross-sectional SEM micrographs.
2.4 Wear test
All wear tests are performed on a self-made pin-on-disc tribo-meter under dry sliding condition at room temperature in air.EN composite coatings are used as the disc specimens and a cemented tungsten carbide(WC)ball is chosen as the counterpart.The disc specimens rotated with a velocity of 150r/min and slide against WC ceramic balls with a diameter of 8mm with a normal load of 9.35N.The contact radius between the specimens and WC balls is 16mm and the duration of the sliding test is 8h.After the wear sliding,the worn scar is characterized by its features of cross-sectional area with a 3Dprofiler(ADE MicroXAM 3DProfiler).
3 Results and Discussion
3.1 SEM morphology of particles and coatings
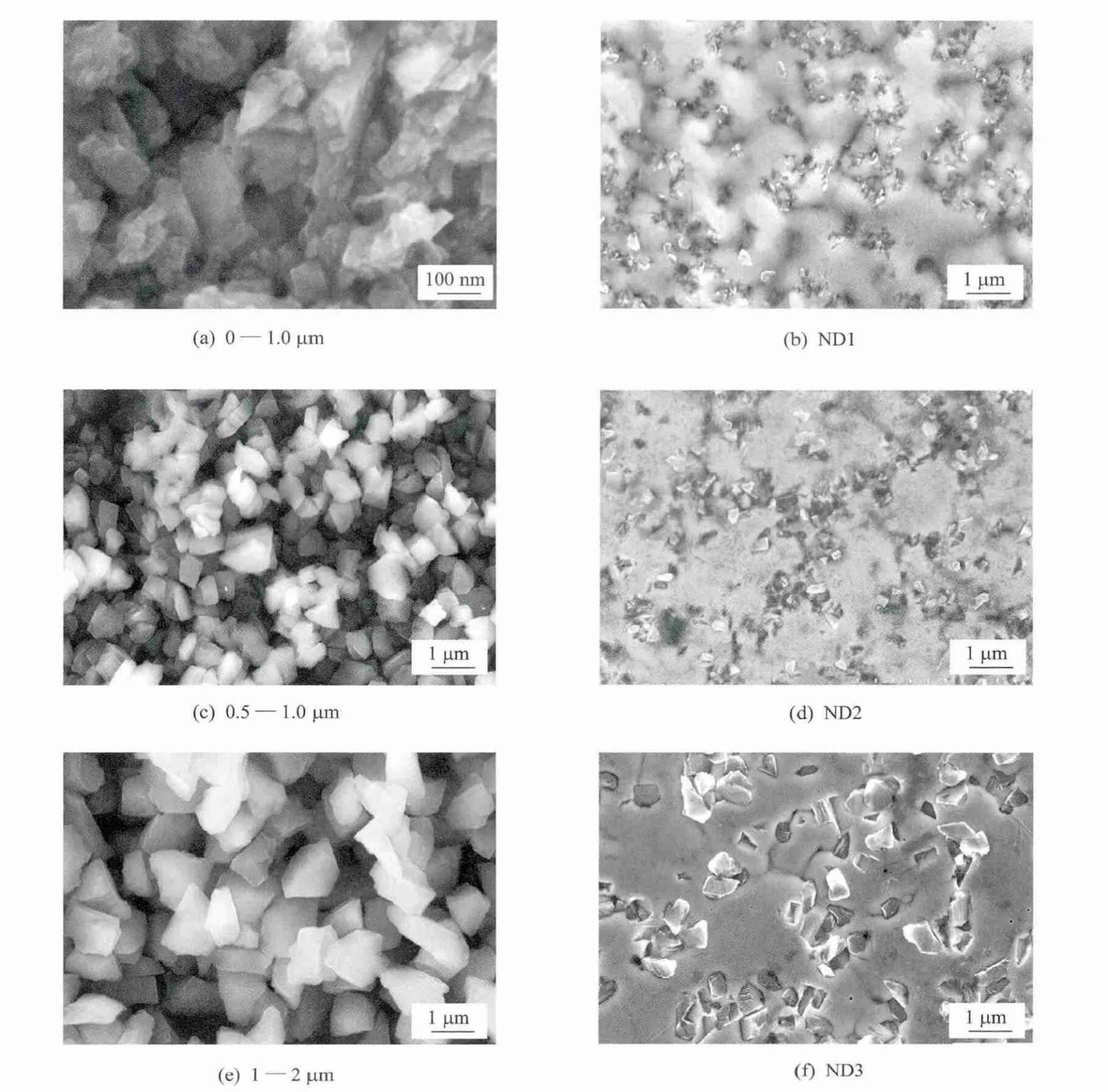
Fig.1 SEM morphology of diamond particles and their state in composite coatings
The SEM morphology of the diamond particles with the sizes in the range of 0—0.5,0.5—1,1—2μm and their states in ND1,ND2and ND3are shown in Fig.1.It can be seen that,the morphology of both diamond particles and composite coatings varies with particle sizes.The diamond particles with sizes of 1—2and 0.5—1μm develop a regular shape and a narrow size distribution,and they show a uniformity of dispersion in coatings.Those with sizes of 0—0.5μm develop an irregular shape and a considerable diversity in the size distributions,and maybe aggregate somewhat in the coatings.The larger particles of diamond protrude from the surface of the Ni-P alloy matrix of ND2and ND3,whereas the smaller particles tend to deposit among the nodules of the Ni-P alloy matrix of ND1in a form of″particle clusters″.These aggregates indicate that it is difficult to disperse the fine particles in EN solutions.The characteristics of the diamond particles and their states in composite coatings can affect their hardness and the wear properties.
3.2 Hardness of composite coatings
Table 1shows the coating thickness,the dia-mond volume fractions,as well as the microhardness of the coatings for ND1,ND2and ND3.It can be seen that with the increase of particle size,the volume fractions of diamond particles in coatings and microhardness of composite coatings increase.This result indicates that the composite coatings embedding the larger particles exhibit the higher microhardness.However,the thickness for three coatings are almost the same,which reveals that the coating thickness is related to the operating duration and has none relation with the particle size.
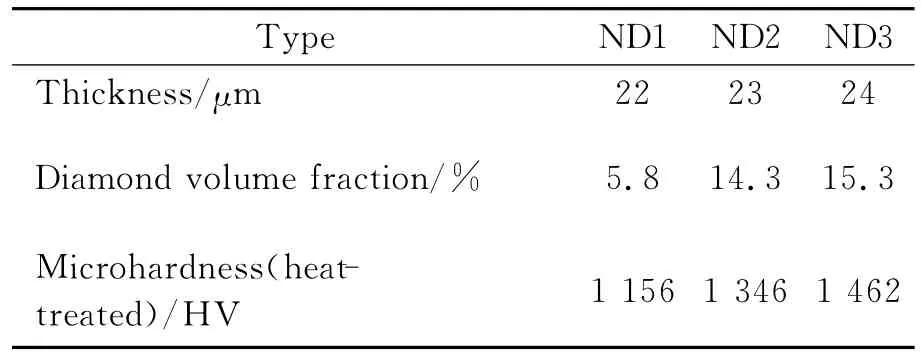
Table 1 Basic parameters for all composite coatings
3.3 Wear resistance
The 3Dmorphology of worn scar for ND1,ND2and ND3after wearing is shown in Fig.2.A software is developed to calculate the width,depth and area of these scar.The calculated results are listed in Table 2.The worn surface on ND1shows a wide and deep scratch,which indicates that the abrasive wear occurred.Compared with ND1,the depth and area of the scar on ND2 is much less than that on ND1,which shows that the wear resistance of ND1is lower than that of ND2.The wear surface on ND3,however,shows no effective abrasion.
The high resolution observation of the wornsurface for three composite coatings is shown in Fig.3.It can be seen that the worn surface on ND1shows lots of cracks,which can cause a large amount of wear loss.However,the worn surface of ND2and ND3are covered with debris layers of the WC ceramic material that can be transferred from the counter balls.The content of these debris are shown in Table 3.The results indicate that ND2and ND3,especially ND3,are more wear resistant than ND1.It is worthwhile to note that the materials of ND1are adhere to the surface on counter ball sliding against ND1,which shows that the adhesion wear mechanism also exists in ND1.
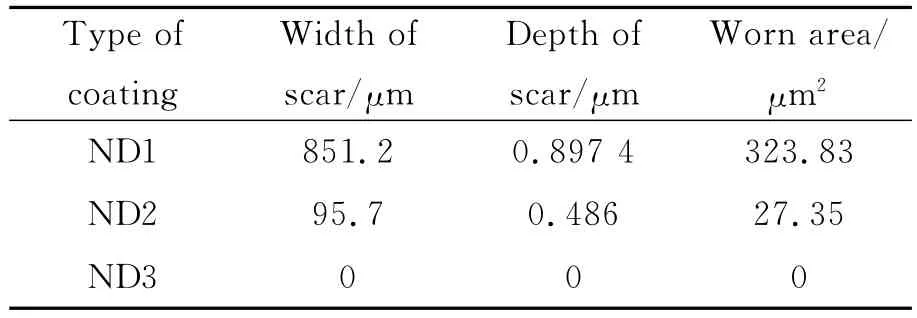
Table 2 Calculated results of worn scars for three composite coatings
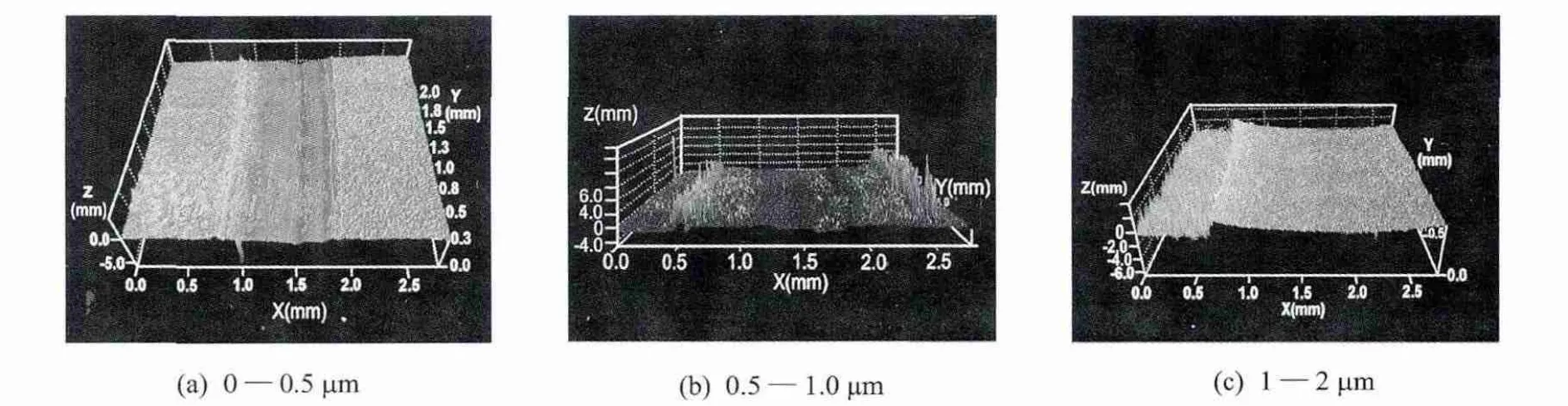
Fig.2 3Dmorphology of worn scars for composite coatings containing diamond particles with different sizes
Table 3 Content of WC debris on worn surface of composite coatings
3.4 Wear mechanism
In order to further explain the difference in the wear behaviour of the three coatings,we provide a wear process model for ND1and ND3,as shown in Fig.4.According to section 3.1,the diamond particles in ND1tend to form″particle clusters″and deposit among the nodules of nickel matrix of coating,as shown in Fig.1(b).At the initial stage of the sliding,these nodules contact with the counter ball prior to the″particle clusters″.But they will wear away rapidly because their hardness is lower than the WC′s.The adhesive wear may be the dominant wear mechanism at this stage.As a result,the″particle clusters″stand out.However,these particles cannot provide enough load-bearing ability because they seem to be less firmly held by the matrix of the coating.They tend to be pulled out from the coating matrix to become dissociative particles.
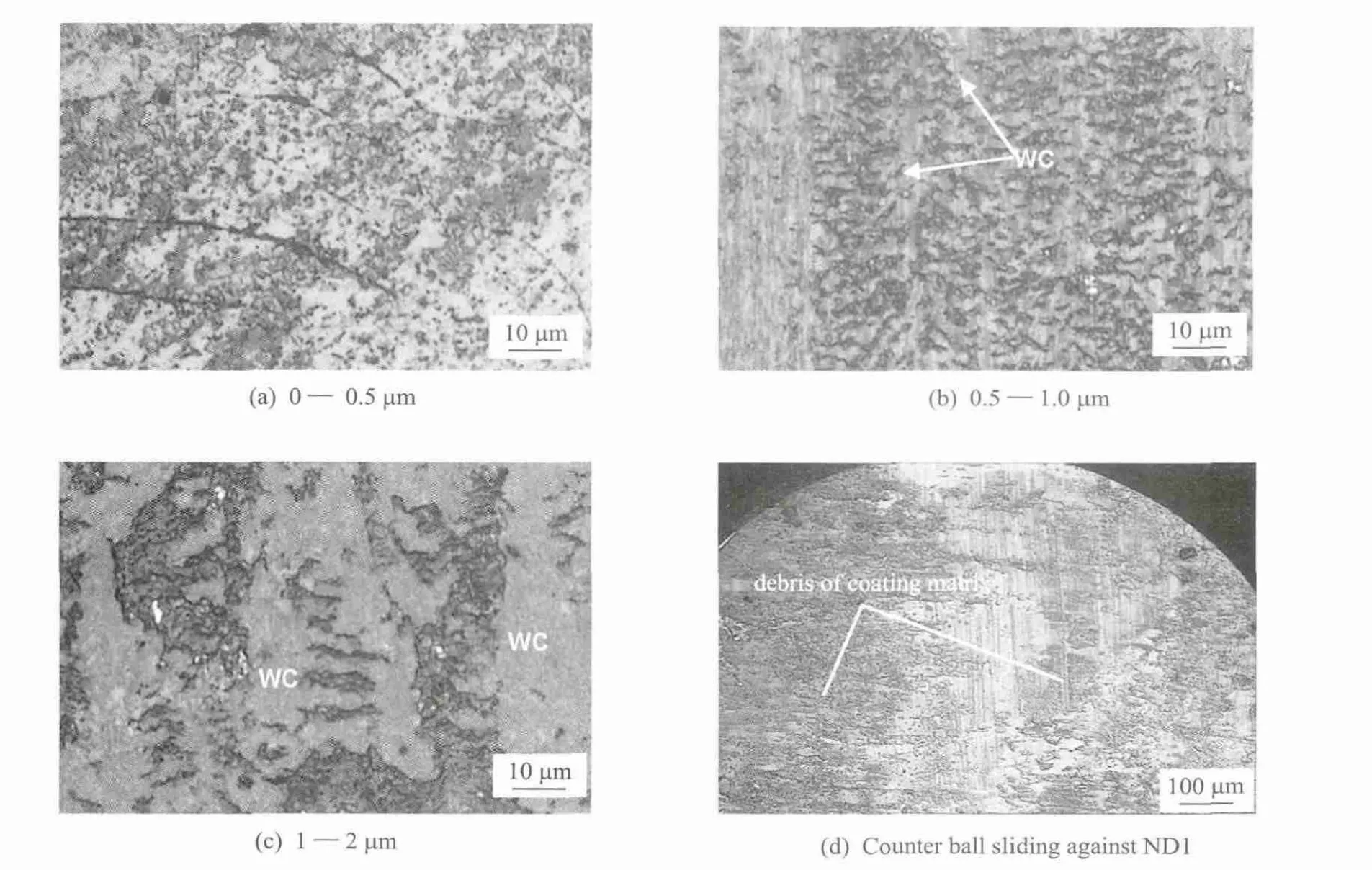
Fig.3 OM morphology of worn surface for composite coatings containing diamond particles with different sizes
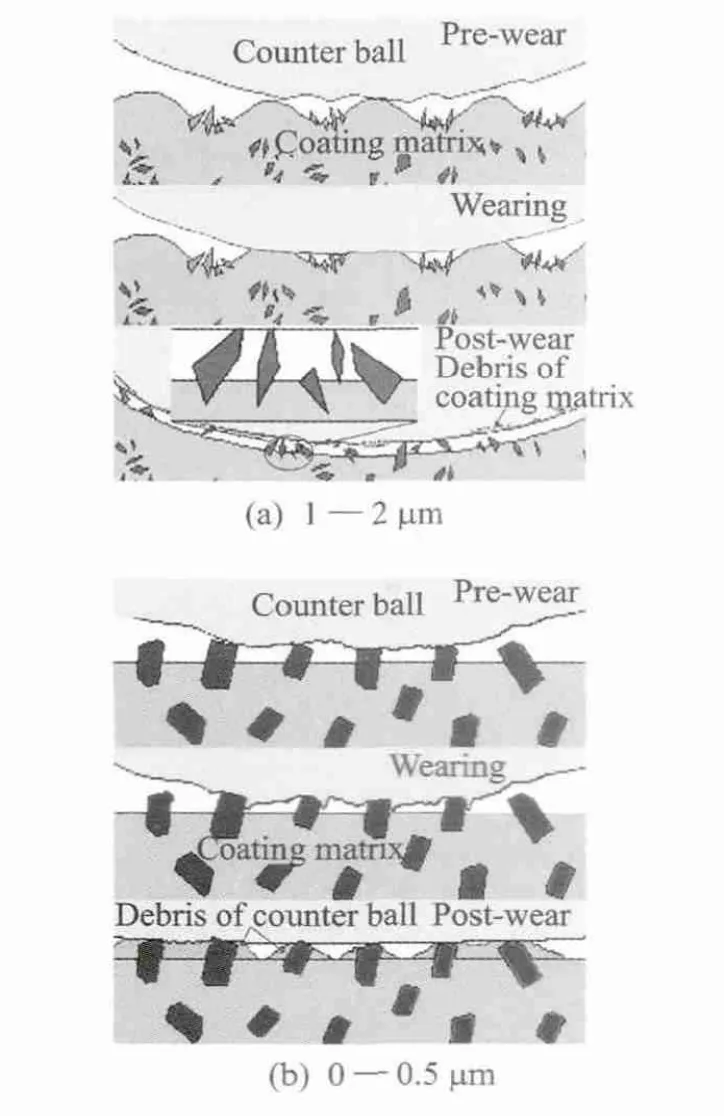
Fig.4 Wear process for composite coatings containing diamond particles with different sizes sliding against WC ball.
These particles are likely to be abrasive particles and will cause the severe damage of the coating matrix(see the microgrooving in Fig.2).At this stage,the abrasion wear is the dominant wear mechanism.
The diamond particles in ND2and ND3,with a regular shape and a narrow size distribution,show a homogeneous dispersion in the coating.The particles on the coating surface protrude from the coating matrix and tend to be held firmly by the matrix,moreover,they process the high load-bearing capability.At the early stage of sliding,the protruding particles contact with the counter ball which are prior to the nickel matrix.Since the hardness of diamond particles is much higher than the WC′s,they will plough the WC ball.As a result,the WC materials of the ball will be removed from the sliding surface.With the increase of the sliding distance,the removed WC materials from the ball will form a debris layer on the composite coatings sliding against it(see Figs.3(b,c)).These layers can cause the like-onlike wear condition for the counter ball,which leads to severe abrasion of the counter ball.With the increase of worn surface on the counter ball,the real contact area on the sliding surface will increase.As a result,more and more protruding particles will participate in the load-carrying and will prevent the nickel matrix and the counter ball from effective contact.On the other hand,when the diamond particles break off the coating matrix,these particles will intensify the wear destruction.In this case,the abrasive wear is the dominant wear mechanism,as shown in Fig.2 and Table 2.In this study,ND3process the best wear resistance and no effective abrasion occurres during wear process(see Fig.2(c)).
4 Conclusions
EN composite coatings containing the diamond particles with three particle sizes are prepared and their wear performance sliding against WC ceramic ball is examined.The conclusions are as follows:
(1)The volume fractions of the particles in the coatings with the increase of the particle sizes.The thickness of composite coatings are not related to the particle sizes.
(2)The hardness and wear resistance of composite coatings increase with the increase of particle sizes.
(3)The wear mechanism of composite coatings varies with particles sizes.With the increase of particle sizes,the mixture mechanism of the first adhesive wear and then abrasive wear turn the single abrasive wear.The transformation of wear behaviour mainly attributes to the particle roles during the wear process.
[1] Crobu M,Scorciapino A,Elsener B,et al.The corrosion resistance of electroless deposited nano-crystalline Ni-P alloys[J].Electrochim Acta,2008,53(8):3364-3370.
[2] Kanta A F,Vitry V,Delaunois F.Wear and corrosion resistance behaviours of autocatalytic electroless plating[J].J Alloy Compd,2009,486(1/2):L21-L23.
[3] Sahoo P.Wear behaviour of electroless Ni-P coatings and optimization of process parameters using Taguchi method[J].Mater Des,2009,130(40):1341-1349.
[4] Jothi S,Jianshe L,Wei S.Electroless nickel,alloy,composite and nano coatings—A critical review[J].J Alloy Compd,2013,571:183-204.
[5] Srivastava M,Grips V K W,Jain A,et al.Influence of SiC particle size on the structure and tribological properties of Ni-Co composites[J].Surf Coat Tech,2007,202(2):310-318.
[6] Novakovic J,Vassiliou P.Vacuum thermal treated electroless NiP-TiO2composite coatings[J].Electrochim Acta,2009,54(9):2499-2503.
[7] Sahoo P,Das S K.Tribology of electroless nickel coatings—A review[J].Mater Des,2011,32(4):1760-1775.
[8] Alirezaei S,Monirvaghefi S M,Salehi M,et al.Wear behavior of Ni-P and Ni-P-Al2O3electroless coatings[J].Wear,2007,262(7/8):978-985.
[9] Cheng S,Wang K,Zhao G.Tribological properties of Ni/nano-SiC composite coatings[J].J Tsinghua Univ(Sci &Tech),2002,42(4):516-519.(in Chinese)
[10]Apachitei I,Duszczyk J.Autocatalytic nickel coatings on aluminium with improved abrasive wear resistance[J].Surface and Coatings Technology,2000,132(1):89-98.
[11]Hung C C,Lin C C,Shih H C.Tribological studies of electroless nickel/diamond composite coatings on steels[J].Diamond Relat Mater,2008,17(4/5):853-859.
[12]WinowlinJappes J T,Ramamoorthy B,Kesavan Nair P.Novel approaches on the study of wear performance of electroless Ni-P/diamond composite deposites[J].J Mater Process Technol,2009,209(2):1004-1010.
[13]Reddy V V N,Ramamoorthy B,Kesavan Nair P.A study on the wear resistance of electroless Ni-P/Diamond composite coatings[J].Wear,2000,239(1):111-116.
[14]Park H K,Onikura H,Ohnishi O,et al.Development of micro-diamond tools through electroless composite plating and investigation into micro-machining characteristics[J].Precis Eng,2010,34(3):376-386.
[15]Abdoli M,Sabour Rouhaghdam A.Preparation and characterization of Ni-P-nanodiamond coatings:Effects of surfactants[J].Diamond Relat Mater,2013,31(1):30-37.
[16]Petrova M,Noncheva Z,Dobreva E.Electroless deposition of diamond powder dispersed nickel-phosphorus coatings on steel substrate[J].Trans Inst Met Finish,2011,89(2):89-94.
猜你喜欢
疯狂英语·双语世界(2023年2期)2023-11-09 02:52:14
装备环境工程(2022年9期)2022-10-13 05:20:06
思维与智慧·下半月(2022年5期)2022-05-17 00:54:54
第二课堂(初中版)(2018年3期)2018-06-12 06:13:52
今古传奇·故事版(2016年13期)2016-09-28 07:21:08
爱你·心灵读本(2016年11期)2016-07-05 19:41:21
爱你(2016年21期)2016-06-01 12:20:42
小学教学研究·新小读者(2015年5期)2015-05-18 05:51:26
当代小说(2014年5期)2014-07-05 13:32:40
小小说月刊·下半月(2014年8期)2014-05-14 15:23:14
 Transactions of Nanjing University of Aeronautics and Astronautics2014年5期
Transactions of Nanjing University of Aeronautics and Astronautics2014年5期
- Transactions of Nanjing University of Aeronautics and Astronautics的其它文章
- Optimal Control Strategy for Buck Converter Under Successive Load Current Change*
- Predictive Modeling and Parameter Optimization of Cutting Forces During Orbital Drilling*
- Method for Measuring Residual Stresses Induced by Boring in Internal Surface of Tube and Its Validation with XRD Method*
- Theoretical and Experimental Investigation of Laser Milling Assisted with Jet Electrochemical Machining*
- Structural Design and Control Strategy Analysis of Micro/Nano Transmission Platform*
- Friction and Wear Properties of Amorphous Carbon Nitride Coatings in Water Lubrication*