再制造生产线信息物理融合系统模型*
2014-04-23 12:44王乐达廖剑锋刘晓军
制造技术与机床 2014年7期
王乐达 廖剑锋 位 磊 刘晓军
(①华中科技大学文华学院,湖北 武汉 430074)
(②华中科技大学数字制造装备与技术国家重点实验室,湖北 武汉 430074)
为建设资源节约型和环境友好型社会,我国政府一直积极倡导节能环保和资源再生。作为循环经济实体中的重要组成部分,回收再制造企业正引起社会极大的关注。为提高信息化水平,众多企业开始引进各种自动化系统。各种制造物联技术也开始大量运用于企业,以RFID、传感器和Wi-Fi 为基础感知技术的物联网正为企业带来巨大变革。回收再制造已经成为电子产品全生命周期物联模型中的重要一环[1]。但是,物联网必然产生大数据,对大数据的实时处理和反应需要数据信息和物理环境深度融合。要使信息世界与物理世界深度融合,单纯的物联网显然已经无能为力,这就需要信息物理融合系统(cyber -physical systems,CPS)的帮助。CPS 是一个集通信、计算和控制技术为核心的可控制、可扩展和高集成的大型智能工程系统,它通过对物理环境的感知,安全、可靠、有效地对物理实体进行实时检测或者控制,实现了计算进程与物理进程的深度交互融合。CPS 可以使物理进程具备计算、通信、监控、自治和远程协作5 大功能。而且随着信息科学技术的不断创新发展,计算进程与物理资源之间的联系在未来会更加深入,这将会大大提高CPS技术控制物理世界的能力。为此,笔者将结合产品再制造企业生产线特点及运行模式,建议将CPS 运用于再制造企业,并提出再制造生产线信息物理融合系统模型。根据CPS 的5 层体系结构,设计出各个功能模块。分析认为,这种基于CPS 的再制造生产线将显著提高生产效率和管理水平。
1 CPS 研究现状
目前,CPS 已经引起了国内外相关科研机构学者的广泛关注与高度重视,正成为近年来的研究热点。在理论基础研究方面,重点研究解决系统抽象层次设计、系统建模、体系结构设计、数据传输和管理、子系统集成等方面的问题[2]。张侃等学者提出了一种可信的信息物理融合系统设计框架[3],张广泉等学者提出了CPS 基于体系结构能耗建模的思想。谭鹏柳博士从实时任务调度和实时网络两个方面提出解决系统实时性的CPS 系统模型[4]。何明博士等人提出了一种基于多视图的CPS 体系结构[5]。朱敏等人提出一种使用微分动态逻辑的CPS 模型,并进行了属性验证[6]。梁东方等人则提出了一种基于异构模型融合的CPS 系统仿真建模方法[7]。佘维博士等人用系统框架模型分析了信息物理融合系统中物理世界与信息世界的联系与交互,并为研究系统的行为预测、状态评估和实时控制提供了有效方法[8]。
在行业应用方面,在涉及到数据和物理环境需要深度融合的场景,开始逐渐重视CPS 系统。结合CPS 优势,很多专家学者针对不同行业应用提出了新思路和新方法。孙彦景等学者提出在井下环境监测中采用信息物理融合系统,构建检测、预警、控制和定位于一体的煤矿信息物理融合系统模型[9]。在电力行业,刘汉宇提出在微电网建设中采用CPS 系统[10],庄伟等学者提出将信息物理融合系统引入智能配电网继电保护,并比较了与传统继电保护的优势[11]。赵俊华教授等人将信息物理融合系统与电力系统技术特点相结合,设计出电力信息物理融合系统体系结构模型,并分析了该系统的可靠性与安全性[12]。龚龚等人基于CPS 理论开发出城市交通控制与诱导系统[13]。刘军博士等人开发出符合统一硬件模型的仓储监控管理信息物理融合系统,并在实验中成功应用[14]。张宝利等人则将CPS 系统引入电解铝实时感知控制通信系统,取得了良好的经济效果[15]。孙旭霞博士等人设计出符合3 层结构模型规范的水轮机组温度监控信息融合系统,试验结果表明此系统可靠性明显提高[16]。
2 再制造生产线CPS 体系结构
标准的信息物理融合系统与传统物联网嵌入式系统不同,其内部设备独立性低,且相互之间可以进行交互融合,使数据信息在生产各环节中的流通性变强,具有系统功能多元化。经过调查统计,还没有研究开发人员对再制造这一行业领域进行信息物理系统的研究。分析比较信息物理融合系统在其他领域的应用实例,采用基于模型结构设计思想,使信息物理融合系统应用于再制造生产线具备了可行性。借鉴物联网通信系统体系结构的设计思想,结合信息物理融合系统中信息与物理环境深度融合的优势,笔者在此提出再制造生产线信息物理融合系统体系结构模型。该模型具有5层体系结构,如图1 所示。该系统结构层次主要包括监控层、网络层、执行层、感知层和物理层,各层之间有双向数据信息流,使其具备信息交互和协同监控功能。
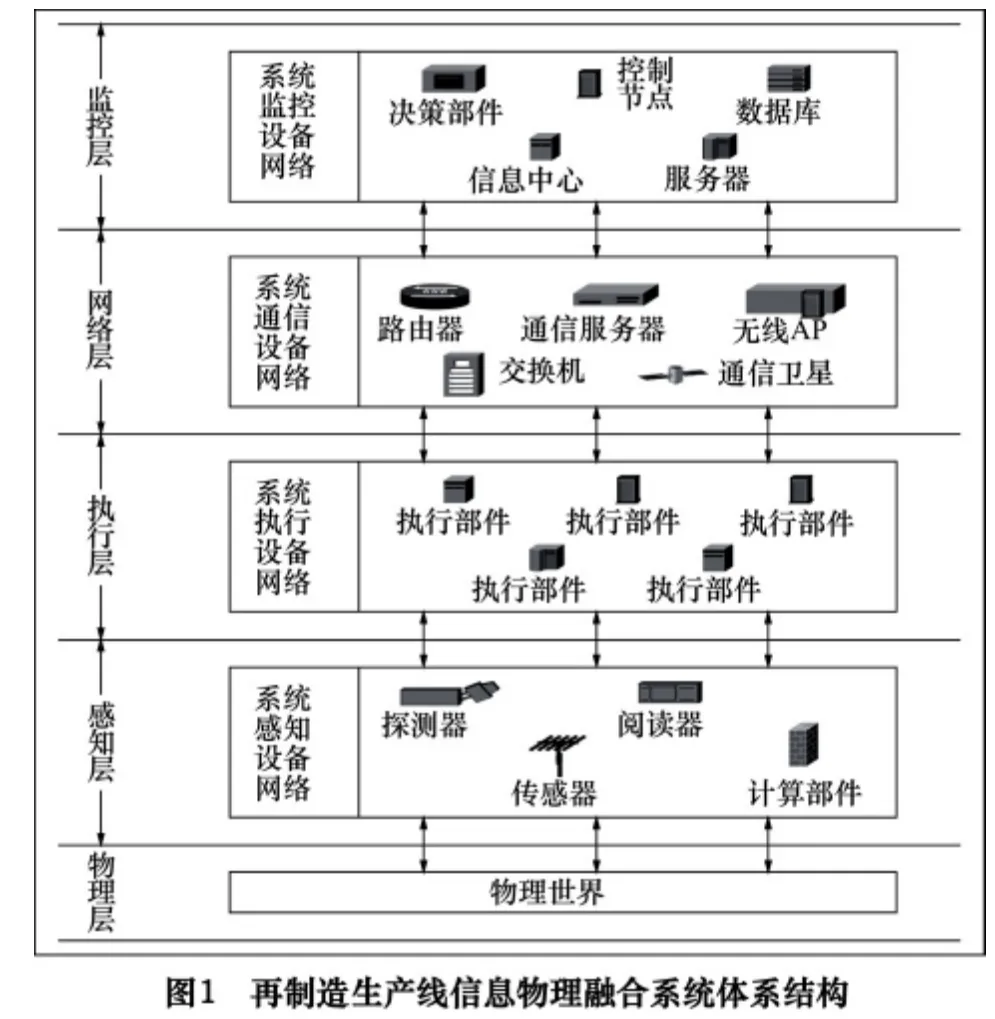
(1)物理层 物理层的功能是为感知设备提供各类可读信息。它主要由再制造生产流水线中的所有物料实体及其个体属性构成。物理层位于信息感知一线,是信息物理融合系统信息采集和生成的源头。
(2)感知层 感知层的功能是将生产流水线中的物料个体属性数据传递到信息系统中。它由传感器、探测器和阅读器等物理感知设备构成。感知层的作用是对车间环境进行感知,获取各类信息数据,并通过已经嵌入物理感知设备中的信息处理器件,对数据信息进行筛选,并将其中可用的信息数据通过网络层通信设备传送到监控层,为监控层所做出的策略与指令提供依据。
(3)执行层 执行层的功能是将信息系统监控层所下达的策略计划及行动指令转换成对物料个体属性的改造与维护。它是由生产流水线中的各类执行器设备构成。执行层的作用是通过接收由网络层传输的监控层指令信息,并以此为依据对生产线中的个体物料进行相应的操作,从而实现了信息世界与物理世界的交互融合。
(4)网络层 网络层是系统正常运行的关键。网络层的功能是为系统各层模块之间的交互提供通信信道。它是由路由器、交换机和通信服务器等通信设备构成的网状拓扑结构。网络层的作用是为系统中的各类设备之间的信息传输提供保障,并实现系统中各层模块之间通信形式的多样化。网络层使信息在传递过程中具有保真性、安全性。
(5)监控层 监控层是信息物理融合系统的核心。监控层的功能是通过指令对执行设备进行控制,使其按照预期策略与计划,产生正确的行为活动,实现信息系统对物理世界的维护与改造。它是由决策部件、控制节点、数据库和控制中心组成的。监控层的作用是对感知层所传输的数据进行全局融合及分析处理,实时提供对全局情况的准确评估,制定出最优整体生产策略。其通过发送指令到执行层,控制执行设备并与物理世界进行交互,不断地改进系统自身策略,实现生产效能的准确化分配。
3 再制造生产线CPS 功能模型
结合再制造生产线体系结构,设计出再制造生产线信息物理融合系统功能模型,如图2 所示。
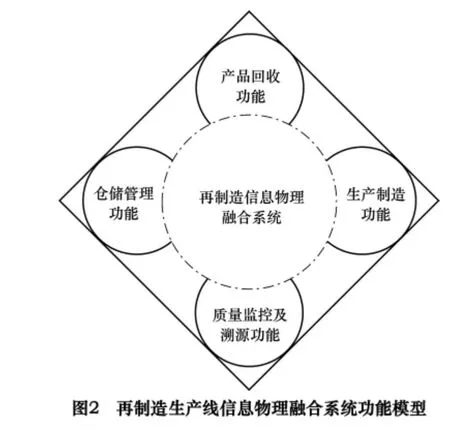
(1)产品回收功能
通过CPS 实现对运输车辆及被运载物料实时状态的监控与管理,使企业高层及各级工作人员能够通过系统及时掌握物料回收运输状态,并制定出最优运输策略,达到物料回收运输功能的高效化。
(2)仓储管理功能
通过CPS 实现对入库、在库和出库物料动态信息的实时跟踪与查询,并结合仓储计划与生产需求,及时做出物料调度与调控等相应决策,使仓库库位得到最大化合理利用,逐步实现仓储的自动化与立体化管理功能。
(3)生产制造功能
通过CPS 实现对原料、零部件和在制品等产品信息动态进行感知识别与记录处理,控制生产线各环节中的传送带、制造机器人和感应识别器等车间执行设备,实时对生产策略和生产进度进行调整与监控,达到生产效能的均衡化,并大力提升车间生产线生产制造过程的智能化水平。
(4)质量监控及溯源功能
通过CPS 对生产流程各关键环节中的在制品质量信息进行统计监控,只要发现产品质量问题,就立即对不合格产品进行溯源处理,实现系统对在制品质量的实时监控。
4 再制造生产线CPS 系统模块
信息物理融合系统强调对生产流程和个体要素的智能化、集成化控制,以提高生产效率和产品质量,同时优化生产成本。结合CPS 体系结构和功能模型,设计出再制造生产线信息物理融合系统模型,和功能模型对应,系统主要包括4 个管理模块,如图3 所示。系统要求每个模块之间具有信息交互,并对模块中的设备活动进行监控,从而实现信息物理融合系统在再制造过程中的正常运转。
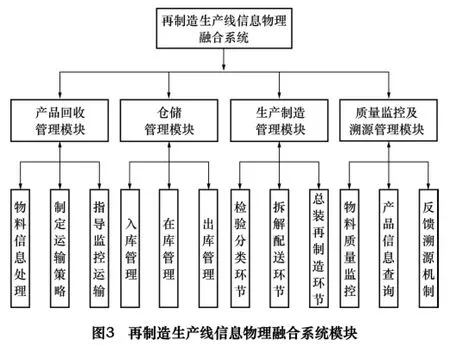
(1)产品回收管理模块
产品回收是再制造的起始环节。在产品回收过程中,通过RFID 阅读器与传感器等感知设备,将目标物料的所在地与个体数量等物理信息进行预处理,并上传到CPS 系统监控层,制定出相应的最优化回收运输策略。再由Wi-Fi 与无线AP 等通信交互设备,将指令传送到工作人员的手持终端,并按照指令完成计划。该模块可使企业实时监控回收运输动态,制定相应的收货入库计划,以降低回收运输与仓储管理两个生产流程模块之间的独立性,提高作业效率。
(2)仓储管理模块
仓储管理主要分为入库、在库和出库3 大管理流程。入库管理环节利用库房入口安装的RFID 阅读器与探测器等感知传感设备对物料上的RFID 标签和条形码等器件进行信息采集,并将数据信息进行筛选处理后传递到数据库,由数据库检验核对入库物料的个体信息,通过发送指令控制自动化设备将物料安排到相应库位。在库管理环节利用库房内部的环境监测设备,通过托盘与传送带等机械设备完成对物料的分装、加工和盘点等操作管理指令。出库环节则根据系统监控层既定策略,按指令完成物料的分配与出库。
(3)生产制造管理模块
生产制造主要分为废旧产品检验分类、拆解配送和总装再制造3 大环节。在第1 个生产环节中,RFID阅读器与传感器等感知设备元件读取贴挂在产品上的RFID 标签、条形码和产品特征标识中的信息,并通过嵌入式设备的计算部件对信息进行预处理,再由交换机与路由器等无线通讯设备传输到系统执行层。控制中心与决策部件依据采集的信息制定产品分类处理计划,指导生产线上的员工,指导相关设备对废旧产品进行质量检测与分类。同时,感知层探测器采集执行层设备行为活动信息,由通信网络传送,存储在执行层设备查询系统中,使生产管理者实时监控生产进程,降低生产出错率。在第2 个环节中,执行层设备和生产线员工按照监控层下达的拆解加工指令对已分类的物料进行处理。感知层设备根据已加工零部件个体物理信息,通过执行层自动化设备对其贴挂新的特征标识,并将其传送到合适的生产线进行总装。为了实现对生产线上的物料实时追踪查询功能,可直接将生产线上的感知层设备所获取的数据进行集成处理并存储,通过应用系统引导,管理者就可以合理调控作业计划,均衡车间生产能力。在第3 个环节,主要完成对零部件的总装制造。执行层设备将车间感知设备网络采集的物理环境信息直接集成到通信网络系统中,实现控制中心、决策部件等监控设备实时对活动进行查询跟踪,并快速对执行层下达指令,指导生产线对产品进行列队排序生产,同时实现其智能化组装配件,使总装制造生产线的自动化水平大幅提高。
(4)质量监控及溯源管理模块
对产品的质量监控和溯源问责是CPS 系统的重要管理功能。该模块通过车间操作设备将感知网络采集的数据传输到CPS 系统监控层,以实现对生产线中的物理个体实时信息的收集和处理。通过再制造生产线应用系统调用感知设网络获取的监控设备所存储的信息数据,迅速找出问题环节,立刻采取反馈溯源机制,实现产品全面质量监控与溯源。
5 结语
信息物理融合技术是近年来新兴的一种物联网信息通信方式。它可以为再制造生产线工艺的改革创新提供新的思想路线和解决方案。因此,研究将信息物理融合技术应用于企业现有技术中,将实现并提升再制造生产水平,对于我国再制造技术体系的完善有一定的积极意义。通过研究信息物理融合系统的技术特点,设计出再制造生产线信息物理融合系统体系结构功能构框模型,并将其融合与应用于企业再制造生产流水线中。生成物理环境与生产信息的深度融合可以为企业提供敏捷管理,从而提高生产效率和管理水平。再制造生产线的信息物理融合系统已经得到局部应用。
[1]廖剑锋,位磊.基于RFID 的电子产品全生命周期物联模型:制造、供应与回收[J].制造业自动化,2013,35(9):132 -136.
[2]李仁发,谢勇,李蕊,等.信息-物理融合系统若干关键问题综述[J].计算机研究与发展,2012,49(6):1149 -1161.
[3]张侃,张广泉,张茗泰.一种可信的信息物理融合系统设计框架初探[J].计算机研究与发展,2011,47(Sl):242 -246.
[4]谭朋柳,舒坚,吴振华.一种信息-物理融合系统体系结构[J].计算机研究与发展,2010,47(Sl):312 -316.
[5]何明,梁文辉,陈国华,等.基于多视图的信息物理融合系统体系结构研究[J].计算机工程与应用,2013,49(12):25 -32.
[6]朱敏,李必信,陈乔乔,等.于微分动态逻辑的CPS 建模与属性验证[J].电子学报,2012,40(6):1126 -1132.
[7]梁东方,王宇英,周兴社,等.基于异构模型融合的CPS 系统仿真建模方法研究[J].计算机科学,2012,39(11):24 -28.
[8]余维,叶阳东.一种信息物理融合系统行为预测模型[J].计算机科学,2013,40(5):24 -30.
[9]孙彦景,于满,孙彦.煤矿信息物理融合系统模型[J].计算机研究与发展,2011,48(Sl):295 -301.
[10]刘汉宇,牟龙华.微电网CPS 体系架构及其物理端研究[J].电力自动化设备,2012,32(5):34 -37.
[11]庄伟,牟龙华.智能配电网信息物理融合保护系统的研究[J].电力系统保护与控制,2012,40(4):113 -117.
[12]赵俊华,文福拴,薛禹胜,等.电力信息物理融合系统的建模分析与控制研究框架[J].电力系统自动化,2011,35(16):1 -8.
[13]龚龚,李苏剑.基于CPS 理论的城市交通控制与诱导融合框架[J].公路交通科技,2012 29(5):114 -120.
[14]刘军.信息物理融合系统在仓储监控管理中的应用研究[J].中国流通经济,2011 7(9):104 -106.
[15]张宝利,成宇峰.基于信息物理融合技术的铝电解实时感知控制通信系统设计[J].轻金属,2012(12):65 -69.
[16]孙旭霞,李生民,田昌会,等.基于信息融合技术的水轮机组温度监控系统[J].制造业自动化,2004,26(4):50 -52.
猜你喜欢
井冈教育(2022年2期)2022-10-14
中学生数理化(高中版.高考理化)(2022年5期)2022-06-01
疯狂英语·新读写(2021年10期)2021-12-07
今日农业(2021年13期)2021-11-26
中学生数理化·八年级物理人教版(2019年9期)2019-11-25
新世纪智能(英语备考)(2019年4期)2019-06-26
铁道通信信号(2019年11期)2019-05-21
汽车实用技术(2015年8期)2015-12-26
中学生(2015年2期)2015-03-01
有色金属设计(2015年2期)2015-02-28