铝箔分切加工打卷系统设计
2014-04-12 06:55:58张艳梅汤受鹏
铝加工 2014年4期
张艳梅,汤受鹏
(山东商务职业学院,山东 烟台 264670)
铝箔分切加工打卷系统设计
张艳梅,汤受鹏
(山东商务职业学院,山东 烟台 264670)
成品铝箔展开后分切成多股,再加入染色、冲孔等加工后,打卷的加工系统是这些年来胶东半岛制造业,特别是新兴的铝产品加工业一个重要发展对象。恒功率力矩电机可以很好的解决开卷和收卷过程中力矩和转速的自动比例变化;变频器与异步电机很容易使操作者掌控整体加工速度,但是两者配合必须加入平衡功率需要的磁粉制动器。因为利用PLC模拟量三路控制上述原件的系统是发展分切加工打卷系统最佳途径。
铝箔分切加工打卷系统;力矩电机;变频电机;磁粉制动器;PLC
0 前言
随着烟台葡萄酒和啤酒制造业的发展—特别是酒瓶盖机加工和喷涂,以及烟台汽车工业的发展,烟台的铝加工业发展很快。2012年以来,山东省烟台市的科技课题中,有关扶持相关企业的铝加工机电设备的设计任务也逐年增多。 如烟台蓝天铝厂主要从事铝箔涂层和铝板印刷的生产,该公司的铝箔分切打卷机为仿制国外类似设备,加工对象是厚箔(厚度为0.1mm~0.2mm的箔)和双面光铝素箔(轧制后不经任何其他加工的铝箔,也称光箔)等各种铝材料。目前由于效率和自动化技术的发展,设备已经到了必须升级改造的时候了。
1 铝箔分切打卷机系统常见设计
一般铝箔分切打卷机的加工功能是将宽度约为1m(标准尺寸为950mm)的铝箔开卷后,分切成3股宽度精准为300mm的窄铝箔条。通过刀具切割自动在机器前后两端同步打捆成3个小铝箔卷。当每个铝卷缠绕直径达到0.5m,总长度约为1000m时,停车完成加工,如图1所示。

图1 某铝厂分切打卷系统原理图
传统系统具体设计功能是:
(1)工作人员将总质量小于等于5t,直径约为1.7m,总长度约为3000m,宽度约为0.95m的待加工铝箔卷安装在滚动轴承支座上,人工牵引出铝箔板源头装入送进电机滚子内。
(2)送进电机与压平滚子连接,送进电机调速由变频器控制。通过调整电位计阻值,改变变频器的0~10V模拟量输入端子的电位;从而使变频器输出不同频率的电压。送进电机实现无级调速,压平滚子负责将不平整的铝箔进行初步压平处理。
(3)电机滚子上部带有若干刀具,相邻刀具之间的距离为300mm。在力矩电机的拖动下,将铝箔进行修整、剪裁。气压滚子最后压平处理,以减少铝箔卷起时厚薄不均等情况。
(4)力矩电机负责将已经加工好的材料进行收卷打捆。通过力矩电机控制器的0~10V模拟量调压旋钮,可以改变力矩电机输出不同的交流电压。调整力矩电机的输出转速和转矩,即力矩电机总功率。
2 传统铝箔分切打卷机系统常见故障分析
目前的操作方法:在启动时用户先把左力矩电机输出电压调到150V左右,右力矩电机调到160V左右(因两边力矩电机的轴转矩可能有差别),用手拍测试铝箔是否张紧合适,张紧后调整变频器频率到12.5Hz左右启动送进电机。此时铝箔送进速度为50m/min左右。然后把送进电机频率逐步调高,力矩电压也随后调高跟进。这种操作方法会使送进电机转速和力矩电机转矩得不到很好的转动配合,若先调电频稍高,使送进速度明显高于收卷速度,容易造成铝箔打卷打折,若先调力矩电机电压稍高则容易使送进速度明显低于收卷速度而造成铝箔绷断,且操作起来繁琐。因而常见的系统故障分析如下。
(1)力矩电机调速与送进电机调速手动操作很难同步分析原因为:①每种铝箔的厚度不同,收卷功率即力矩电机的电压需要操作员来现场调节;②由于分切后染色、冲孔的时间工艺要求不同,送进的速度也需要操作员来掌控。传统系统低自动化设备率成为操作员分开掌控,特别是在调节时非同步调节的原因。
(2)力矩电机长时间工作容易发热烧毁,力矩电机本易发热,长时间低压工作(一般指处于300V以下)更容易烧毁。但是由于加工工艺需要,有时需要控制铝箔的送进频率很低。这时需要力矩电机的配合功率也很低,因此电机不得已处于低压工作。
3 系统机械部分改进设计
针对上述问题,机械方面可做如下改造,如图2所示:
(1)增加两个平压滚子,并在滚子2下增加压力传感器。通过传感器0~10V的模拟输出检测铝箔的张紧程度。
(2)为防止低速加工时,力矩电机由于低功率运行而所需电压过低的情况。在开卷滚子上增加磁粉制动器来平衡系统低速加工时力矩电机保持300V以上电压的需要。

图2 机械布局改进后的铝箔分切收卷系统
4 电气部分改造设计
为实现综合控制,在原设备上添加触摸屏、可编程控制器PLC及模拟量输入输出模块。具体方式是触摸屏通过通信电缆连接西门子S7-200 PLC,PLC再通过数据线连接1个模拟量输入EM231模块和2个模拟量输出模块EM232。导线连接第一个EM232模块,分两路端子模拟量输出;与左右两个YLJK-III型150A三相力矩电机的调压输入端子连接控制。第二个EM232模拟量两路输出端子,一路到AB Flex40变频器模拟量调频输入端子,另一路经过3.6倍电路放大送入磁粉制动器(因其制动力矩模拟输入为0~36V)。EM231模块负责闭环反馈压力传感器张紧值、力矩电机电压和变频器输入频率。以此完成硬件组态,如图3所示。
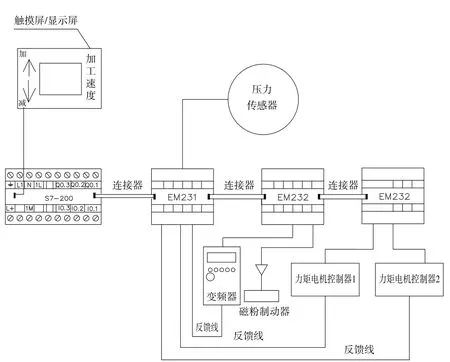
图3 铝箔分切收卷系统的电气改造
4.1 西门子S7-200PLC控制A-B Flex40变频器的设置方法
AB Power Flex 40变频器有 RS485通讯接口,可采用MODBUS的通讯协议与PLC进行通讯,可以通过PLCEM235模块控制变频器模拟量的输出。
在PLC与变频器实现通讯连接后 ,就能根据通讯状态的字符去判断变频器的工作状况,例如启动、停止及工作状况和参数数据。利用触摸屏对参数进行修改,通过PLC对变频器进行相应的控制,如控制变频器的启动、停止、频率输出等。
4.2 西门子S7-200PLC控制YLJK-III型150A三相力矩电机控变频器的设置方法
首先,将两个力矩电机控制器的调控输出旋钮去掉,然后将西门子的EM232模块分别连接到两个控制器的控制接线端子上,通过程序使EM232模块输出端子分别输出0~10V的控制电压,进而控制两个力矩电机控制器上调控旋钮的电位。
力矩电机控制器一般有六个接线柱,三相交流电源经自动开关(电机堵转电流上130%)接入力矩电机控制器的输入A、B、C接线柱,控制器的输出D1、D2、D3连接力矩电机的接线柱W1、V1、U1,力矩电机接线必须符合Y型、△型接法,Y型力矩电机的公共点(即中心点)不需接到电源零线上。
5 改进后的操作编程思路
用户可在触摸屏上只设有系统加工速度控制一个对话框或者旋钮,即送进电机的频率控制,力矩电动机的电压和制动器的模拟量输入可由程序自动控制。程序开发思路是:
(1)用户启动送进电机后,PLC根据用户的频率设置自动预判系统的开卷线速度,即展开后整体平进加工速度。
(2)PLC逐步调高力矩电机的输出电压,力矩电机功率逐渐增大;开、收卷同时的转速逐步提高。
(3)由于设备初开时一般整体速度较低,当力矩电机电压增大到一定值后,压力传感器检测铝箔的张紧力明显变低,此时力矩电机的电压往往也较低。
(4)PLC接收到压力传感器张紧力变低信号后,同步继续增大磁粉制动器和力矩电机的电压,即同时增加力矩电机的功率和磁粉制动器的制动力矩。虽然此时有一些“矛盾能耗”,但是这种能耗正是杜绝低加工速度下,力矩电机低电压运行的最好方法。
(5)如果力矩电机电压增加到300V以上,而磁粉制动器也存在制动电压时,PLC停止增加力矩电机电压,直到操作者继续提高系统加工速度为止。
(6)如果操作者继续提高系统加工速度,PLC自动逐步减少磁粉制动器的输出电压以保持系统转速和铝箔的张紧程度。
(7)当操作者继续提高系统加工速度以至磁粉制动器电压为零时,继续提高系统加工速度将使力矩电机的电压从300V逐步提高到380V。
(8)当操作者提高系统加工速度最终使力矩电机电压达到380V,磁粉制动器输出电压为0时,PLC提示用户系统已达速度上限。
(9)系统在上述任何一种状态下,收卷力矩和收卷角速度由力矩电机自动调整。
上述程序思路虽然稍显复杂,程序编制也较大,但是在目前一般的PLC运算能力下,其实现过程相当快捷,操作员往往体会不到整个过程的运算执行时间,因此实现了单控制自动智能化。
6 小结
目前我国还没有类似系统的成熟技术,中国企业技术人员到德国企业进行技术调研学习后对德国机器进行仿制,但效果存在极大的技术难点,且一直没有得到合理解决。通过在收卷滚子与刀具之间安装测试张力的传感器和平衡磁粉制动器,以及PLC模拟量自动化设备的加入,可以使系统在任意加工速度下自动处于一个稳定连续的工作状态。
(编辑:余东梅)
重大西南铝研制出航空航天用高性能高强铝合金
重庆大学和西南铝业集团有限公司携手参与的重庆市科技计划应用技术研发重大项目“航空航天用高性能高强铝合金关键技术及产业化”顺利通过市科委组织的专家验收。该项目先后突破了铸造组织表征及冶金缺陷规范标准、7050铝合金轧制工艺控制、7085铝合金形变热处理组织与性能的定量关系等多项关键技术,并建成了7050铝合金超厚板和7085铝合金自由锻件生产线,具备年产1万吨铝合金超厚板和1千件铝合金锻件的生产能力。
亚洲第一铝合金轮毂投资项目30亿开工
由浙江万丰奥特集团投资的高端汽车零部件产业基地在涪陵正式开工。万丰奥特集团拥有中国最大的铝合金轮毂生产基地,主要为知名车商配套生产高端铝轮,生产规模位列亚洲第一、世界第二。此次在涪陵开工建设的高端汽车零部件项目总投资30亿元,投产后,年产600万件汽车零部件,年产值达50亿元,实现利税8亿元。项目一期将于2015年10月建成投产,届时将为长安福特每年配送300万只汽车铝轮毂。
Design of Coiling System for Aluminum Foil
ZHANG Yan-mei, TANG Shou-peng
(Shandong Business Institue, Yantai 264670, China)
Such coiling system is very important to the new developement of aluminum industry in Yantai. The torque motor can automatically adjust the torque and the rotation rate. Converter motor and asynchronous motor can be used for controling the whole speed by operators. PLC can be used to control the coiling system.
aluminum foil coiling system; torque motor; converter motor; magnetic powder brake; PLC
TG333.2+4,TP27
B
1005-4898(2014)04-0057-03
10.3969/j.issn.1005-4898.2014.04.14
张艳梅(1972-),女,山东烟台人,工学硕士,讲师。
2014-04-20
猜你喜欢
信息记录材料(2023年10期)2023-12-04 14:18:22
中国造纸(2022年9期)2022-11-25 02:20:34
中国造纸(2022年8期)2022-11-24 09:43:38
橡塑技术与装备(2021年12期)2021-06-24 09:30:36
生活用纸(2020年9期)2020-09-07 11:40:18
文化产业(2019年6期)2019-09-11 03:05:22
制造业自动化(2017年2期)2017-03-20 14:26:18
光学精密工程(2016年6期)2016-11-07 09:08:02
装备制造技术(2016年7期)2016-09-26 09:21:36
制造技术与机床(2016年3期)2016-08-31 04:02:37