
TAC 膜收卷张力控制方式探究
2023-12-04 14:18:22高春梅
信息记录材料 2023年10期
王 安,高春梅
(乐凯光电材料有限公司 江苏 宿迁 223802)
0 引言
三醋酸纤维素(triacetyl cellulose,TAC)膜生产是用二氯甲烷等有机溶剂将三醋酸纤维素溶解后,采用流延拉伸干燥成膜的一种工艺[1-2]。 其中收卷为整个工艺流程的最后一道工序,卷材良好的紧实度和外观对后续产品的质量影响较大。 收卷过程中的关键参数为收卷张力,收卷张力过大,片材发紧,容易出现起棱、黑带等产品弊病;收卷张力过小,片材发松,膜层中夹带空气,容易出现跑偏、塌坑等产品弊病[3]。 稳定精准的收卷张力对薄膜等卷材的收卷起着至关重要的作用,下文对不同类型的收卷张力控制方式的原理进行对比分析。
1 收卷张力控制方式
1.1 机械张力控制
机械张力控制主要采用盘式制动器,实现收卷过程中扭矩恒定。 基本原理如图1 所示,传动轴与收卷电机连接,收卷电机以恒定速度转动。 当收卷轴收卷薄膜时,由于动摩擦盘和静摩擦盘之间摩擦力矩恒定,该摩擦力矩又与薄膜收卷张力力矩相同[4],随着收卷直径的增加,收卷张力逐渐减小,从而实现薄膜的变张力收卷。

图1 盘式制动器原理简图
收卷初张力只能通过调整动摩擦盘和静摩擦盘之间摩擦力矩实现,不能自动设定并且控制精度较低,常用于造价低并且控制精度要求不高的薄膜材料收卷。
1.2 电气张力控制
电气收卷张力控制,利用比例积分微分控制(proportional-integral-derivative control,PID 控制)功能控制收卷机构的实时转速,从而实现薄膜的收卷。 其基本原理如图2 所示,采用张力传感器检测片路的张力,此外为了实现精准控制还需实时测量收卷直径和收卷速度。 利用可编程控制器PID 功能将检测值和程序计算值进行比对,动态输出控制信号调整执行机构的转速,从而实现薄膜张力的精准控制。
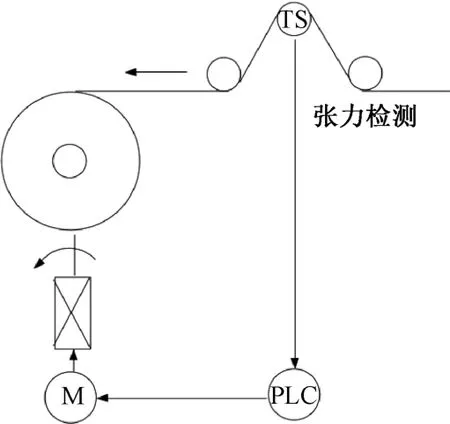
图2 电气收卷张力控制原理简图
张力控制的稳定性关键在于其PID 模型的控制精度。传统PID 控制性能只由比例、积分和微分三个环节参数决定,其适应范围较窄,具有一定的局限性。 基于上述情况,有研究学者在考虑到转矩补偿、设备精度、动态响应时间等自行优化的PID 模型[5-7],虽然很好地提高了系统控制精度,但是并不完全适合复杂多变量,并且无法确定精确数学模型的控制系统。 模糊控制或神经网络技术的PID算法可很好地解决复杂控制系统控制精度问题,其通过人为制定模糊控制规则和机器自身数据学习来实现控制参数的自适应整定,以满足复杂多变量的控制要求[8-9],具有良好的控制精度,超调和滞后性低,以及较快的动态响应速度、优良的抗干扰和系统震荡性,目前在张力控制系统中应用广泛。
2 结语
目前乐凯TAC 膜采用的是电气收卷张力控制,可编程控制器型号为S7-300PLC,PID 控制采用系统自带的功能块,控制参数为生产线试车期间多次调整确定。 由于生产薄膜片种、车速、片厚的差异,难以确定某一组最合适PID 参数,并且目前收卷张力不稳定状态一直频发,尤其在升降车速时,收卷张力波动值可达到±10 N,对收卷质量有一定影响。 自编写的卷径计算程序、锥度计算程序和PID 功能块之间的匹配性和补偿性较差。
基于上述情况,模糊控制或神经网络技术PID 张力控制系统的设计与开发,对改善乐凯TAC 膜收卷质量,具有很强的应用需求。
猜你喜欢
飞控与探测(2022年6期)2022-03-20 02:16:14
橡塑技术与装备(2021年12期)2021-06-24 09:30:36
机电工程(2021年3期)2021-03-23 06:36:58
力学学报(2020年4期)2020-08-11 02:32:12
文化产业(2019年6期)2019-09-11 03:05:22
宇航计测技术(2018年3期)2018-09-08 02:21:36
物联网技术(2017年7期)2017-07-20 14:09:05
黑龙江电力(2017年1期)2017-05-17 04:25:08
塑料包装(2014年1期)2014-11-29 01:17:52
纺织导报(2014年9期)2014-10-31 00:07:58
