
平网磁棒印花机5040型网框升降装置
2014-04-10 05:57:48张义国寇恒梅朱红军
纺织报告 2014年4期
张义国 寇恒梅 朱红军
(连云港鹰游纺机有限责任公司,江苏连云港 222062)
0 前言
当今在毛绒毛毯行业,平网磁棒印花机普遍采用的:1)单个网框升降系统由两个独立的伺服马达、4030蜗轮蜗杆减速机控制,传动装置装于封闭式铝箱体内,由于使用的是4030蜗轮蜗杆减速机,容易使曲柄连杆两头易磨损,蜗轮蜗杆减速机发热等现象,造成设备故障率高、使用寿命短; 又由于采用封闭式的铝箱体,给维护带来极大不便;对花框时由于采用两端固定对框机构,它不能快速固定于担网框架上,造成对花速度慢,对花精度差,从而影响生产质量和效率。2)单个网框升降系统由四个独立的伺服马达控制,生产成本高,操作程序复杂,易造成更多的故障源。
1 结构与原理
5040型网框升降装置,它置于主机架上台面两侧铝合金导轨上(悬挂两侧)见图1、图2、图3,包括网框升降传动用伺服马达、同步带轮一、可快速拆缷箱体罩、连杆、同步带轮二、偏心轮、5040蜗轮蜗杆减速机、铝体箱座、同步轴、纵向移动滑座、纵向微调机构、带滑座直线导轨、横向微调机构、担框管、固定端对框装置、浮动端快速对框装置及纵向铝导轨等主要机构。
它采用伺服马达与减速机背靠背装于半开式铝体箱座上,伺服马达通过同步带传送给5040蜗轮蜗杆减速机,带动装于减速机输出轴上的偏心轮转动(偏心量50mm)。偏心轮通过同步轴、连杆及带滑座直线导轨使网框作升、降运动。每个网框由两个独立的伺服马达控制,可实现单边纵向顺序起框和双边同时起框。当网框下降后,磁座所产生的磁力带动网框内的磁棒作直线往复运动,使网框内颜料通过磁力对磁棒所产生的压力渗透到框下织物表面。当需换花型时,采用一端固定一端浮动使网框可迅速挂于浮动端担框架上,轻轻一拉,即可快速将网框固定于担网框架上,再通过纵横向微调机构实现花版对花准确到位。
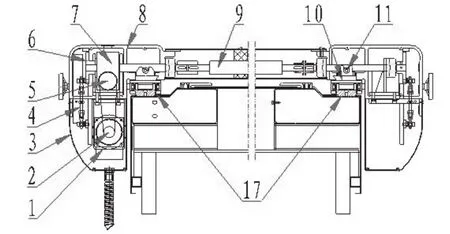
图1
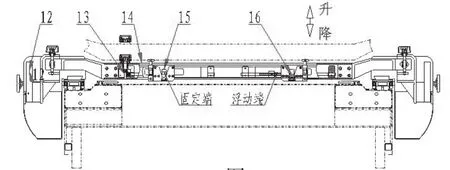
图2
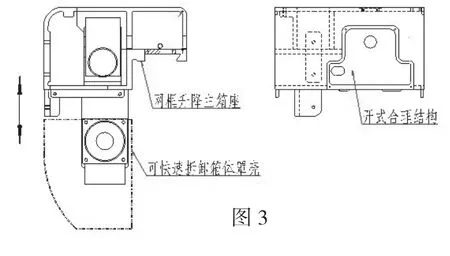
图3
2 与以往装置比较
以上装置改变了以往网框升降所带来的诸多缺陷。
以往装置(1):普遍采用的单个网框升降系统由两个独立的伺服马达控制,其传动装置装于封闭式铝箱体内,通过伺服马达带动4030蜗轮蜗杆传动。由于使用的是4030蜗轮蜗杆减速机,受尺寸限制往往造成曲柄连杆两头易磨损,蜗轮蜗杆减速机发热等现象,造成设备使用寿命短、故障率高,生产效率低;又由于采用封闭的铝箱体,每次维护均需将网框拆卸,再将两边封闭式铝箱体需几人同时翻转180度,耗费大量时间与人力,给维修带来诸多不便;当需换花网时,由于采用两端固定对框机构,它不能快速固定于担网框架上,需人工调整到位,造成对花速度慢,对花精度差等缺点。
以往装置(2):采用的单个网框升降系统由四个独立的伺服马达控制,不仅生产成本高,而且操作程序复杂,易造成更多的故障源。
3 结束语
实践证明,本装置与现有技术相比,故障率低、使用寿命长,维护方便;对花速度快、对花精度高,不仅减少了印花过程中的动作指令,提高了印花效率,且方便快捷,减少了设备成本的投入。
猜你喜欢
粮食加工(2022年6期)2022-12-02 09:07:56
轴承(2022年1期)2022-06-07 10:25:56
演艺科技(2021年7期)2021-09-01 08:32:34
长春大学学报(2021年4期)2021-05-17 08:38:56
内燃机与配件(2020年9期)2020-09-10 13:23:36
山东煤炭科技(2019年8期)2019-09-07 10:55:52
中国金属通报(2019年4期)2019-07-29 02:00:50
发明与创新(2019年14期)2019-03-18 07:41:24
数学学习与研究(2019年23期)2019-01-13 01:33:56
制造技术与机床(2017年3期)2017-06-23 08:11:32
