
盲孔圆螺母的工艺设计
2014-04-09 13:13:50贵州航天精工制造有限公司遵义563006王世敏
金属加工(冷加工) 2014年8期
贵州航天精工制造有限公司(遵义 563006) 王世敏
该零件的外形如图1所示,所用材料为30CrMnSiA,主要结构有圆盘、圆柱、沟槽、缺口和盲孔内螺纹,螺纹锁紧力矩收口,热处理要求33~38HRC,表面处理镀镉。零件两端圆盘直径11.5mm,中间圆柱直径6.2mm,零件总高8mm。加工工艺流程如下:数控车车外形→铣扁→攻螺纹→冲缺口→收口→热处理,硬度33~38HRC→表面镀镉。
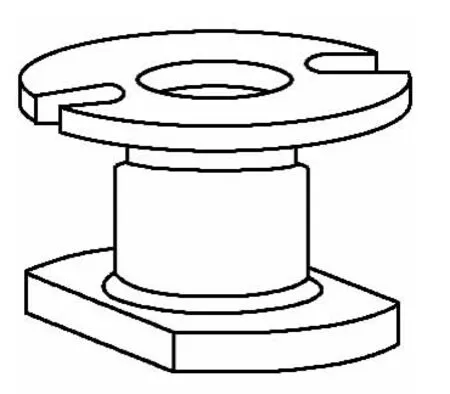
图1 零件外形
1.加工难点
(1)提高铣扁工序的生产效率。要求铣扁工序每人每班完成1000件,而用普通的铣加工方法只能完成200件左右。
(2)由于盲孔圆螺母的螺纹为盲孔内螺纹,其螺纹精度要求较高,攻螺纹时,丝锥易拆断;其次是攻螺纹后,螺纹通止不合格。
(3)提高缺口制作工序的生产效率。要求缺口制作工序每人每班完成1100件,而用普通的铣加工方法只能完成220件左右。
2.提高铣扁工序的生产效率
开始生产时,是用平口钳装夹零件,用立铣床铣削,先装夹工件铣好一面后,再翻转铣另一面,该方法装夹慢、精度差、效率低;该方法铣削工件,每人每班只能完成200件左右,不能满足生产要求。铣扁图如图2所示。
由于产品批量大,必须设计专用的铣扁工装。在工装设计中考虑用两片圆盘片铣刀一次铣削完成铣扁工序,减少铣削时间和装夹时间;采用导轨的滑动方式,推拉式进退刀,实现快速进给、回退,减少铣削空行程时间;用自动定心的、两哈弧夹头式的装夹方式,使工件装夹方便可靠,定位准确,保证零件尺寸精度和快速装卸零件。
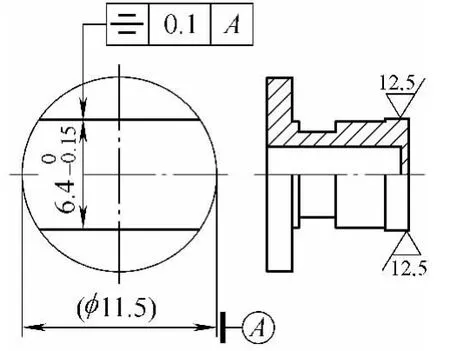
图2
专用铣扁机床及工装示意图如图3所示,工作原理:推动摇柄1,通过连杆推动刀架3,刀架3在滑板7上滑动,带动铣扁专用工装4向前移动,专用工装移动到一定位置,圆盘铣刀片8开始铣削工件,专用工装移动到限位挡块时铣削完成;反向推动摇柄1,铣扁专用工装4与刀架3,在滑板7上滑回,到卸料挡块2时,工件自动卸下。
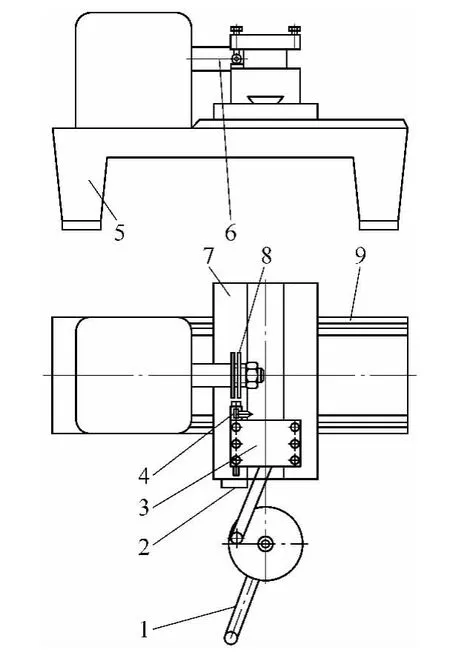
图3 专用铣扁机床及工装示意图
铣扁专用工装设计如图4所示,工作原理:工件装入定位套3,顺时针旋转手柄6,通过压紧螺栓4夹紧工件,铣工步完成后,逆时针旋转手柄6,卸料挡块推动顶杆1,顶出工件,弹簧7使顶杆1复位,即可进行下一工件的铣削;螺塞2调整工件的定位位置。

图4 铣扁专用工装示意图
该专用工装在实际使用中效果良好,能保证尺寸精度和形位误差要求,能满足批量生产要求。
3.盲孔攻螺纹
解决了螺纹丝锥易拆断和螺纹质量问题。攻螺纹工序的工序内容是攻制盲孔内螺纹,其要求如图5所示。
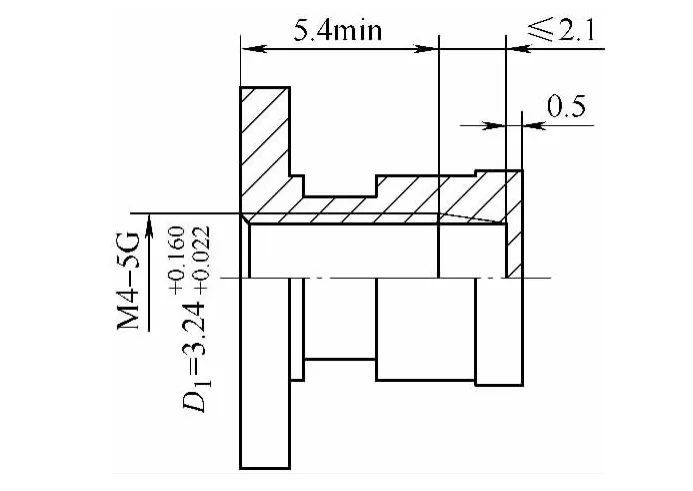
图5 攻内螺纹工序
由于盲孔圆螺母的螺纹为盲孔内螺纹,其螺纹精度要求较高,攻螺纹时,螺纹丝锥易拆断;其次是攻螺纹后,螺纹不合格,通常是螺纹止不合格。
采取措施是:选用气动攻螺纹机,通过调整气压,使攻螺纹阻力到达其气压值时,丝锥停止攻螺纹,起到保护丝锥不被折断的作用,回退丝锥后,清除切屑,重新攻螺纹。因螺纹收尾小于2.1mm,必须两次攻螺纹,第一次用带有导向的丝锥进行攻螺纹,第二次攻螺纹时,要磨除丝锥导向的大部分,导向段保留1~2牙,使螺纹有效深度达到要求。针对螺纹孔的通止不合格,我们选用高质量的进口螺旋槽丝锥,该丝锥的螺旋槽使排屑更容易,攻螺纹后效果良好。
丝锥扭矩承受能力的计算:因为τmax=Tmax/Wp≤ [τ],所以Tmax≤Wp[τ],其中Wp为抗扭截面系数,Wp=0.2D3,D为 M4丝锥最小处直径,Wp=0.2×33=5.4mm3, [τ]为许用切应力,查资料[τ] =1078N/mm2,Tmax=5.4mm3× 1078N/mm2=5.8N·m。
经试验,当攻螺纹机的外接最大气压调整为0.4MPa时,能满足使用要求,即在该气压下工作,能保护攻螺纹丝锥不被折断,又能正常攻内螺纹。
4.提高缺口制作工序的生产效率
开始生产时,是用平口钳装夹零件,用立铣床铣削,提高缺口制作工序的生产效率;要求缺口制作工序每人每班完成1100件;而用普通的铣加工方法只能完成220件。
缺口制作的工序要求如图6所示。

图6 缺口工序
缺口制作,该零件在开始生产时,采用铣削加工,先装夹工件铣好一面后,再翻转铣另一面,该方法装夹慢、精度差、效率低;用该方法铣削工件,每人每班只能完成220件左右,不能满足生产要求。因批量较大,其缺口的制作必须采用冲模完成,因零件的结构限制,圆柱φ6.2mm与缺口间距7mm相差太少,使其模具设计较为困难。
采用凸模在下、凹模在上的方式,其冲裁废料通过打杆打出。其模具结构如图7所示。
冲裁过程:把工件放入定位件,模具下行,凸模与凹模对工件进行冲裁,当模具到达下死点后开始上行,工件通过卸料橡胶、卸料板与凸模分离,凹模中的废料通过打杆、打块、二级打杆打出,完成一次冲裁。该模具在使用中效果良好,能保证尺寸精度和形位误差要求,能满足批量生产要求。
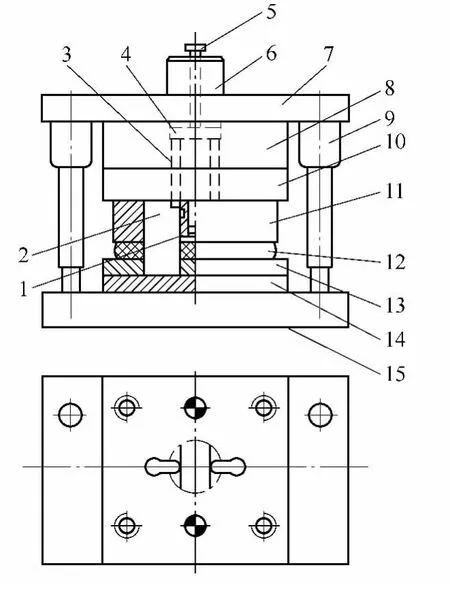
图7 冲缺模示意图
压力中心和冲裁力的计算:因零件是对称件,其压力中心就是零件的几何中心。冲裁力
式中,Kp为安全系数,取Kp=1.3;t为材料厚度,t=1.5mm;L为冲裁周边总长,通过计算 L=11.16mm;τ为抗剪强度,材料为30CrMnSiA,查资料得τ=440~600MPa,取τ=600MPa。经计算

加工速度的估算:装入工件用时6s/件,冲裁时间4s/件,取料时间6s/件,共计16s,每班8h,工作时间7h,冲制数量=(7×60×60)/16=1575件,能够满足每人每班完成1100件的要求。
5.结语
盲孔圆螺母的工艺设计和改进,提高了生产效率,满足产品的尺寸、外观、性能要求,工艺改进安排合理,各工序能满足批量生产的要求。
猜你喜欢
装备制造技术(2020年11期)2021-01-26 00:39:06
装备制造技术(2020年4期)2020-12-25 05:26:32
测井技术(2019年4期)2019-12-25 03:28:20
模具制造(2019年7期)2019-09-25 07:29:56
制造技术与机床(2019年8期)2019-09-03 01:14:36
电子测试(2018年18期)2018-11-14 02:31:00
锻压装备与制造技术(2016年3期)2016-06-05 09:36:11
印制电路信息(2015年6期)2015-12-30 12:57:52
金属加工(冷加工)(2015年16期)2015-02-20 06:51:44
印制电路信息(2015年3期)2015-02-05 07:53:32
