激光熔覆修复挤压模具技术研究*
2014-03-26 08:25戴晓光
机电工程技术 2014年4期
戴晓光
(湖北职业技术学院,湖北孝感 432000)
模具是机械、冶金、电子、轻工与国防等工业领域的重要装备。据不完全统计,机械加工行业中每年模具的消耗量价值是各种机床总价值的五倍,机械、冶金、轻工、电子等行业中模具市场十分巨大。又如:在冶金行业,每年仅热轧轧辊消耗量就在三十万吨以上,热轧辊价值占钢材生产成本的5%以上。模具的大量消耗,不仅直接增加生产成本,而且因频繁更换工模具而造成大量生产线频繁停产带来更大的经济损失。在我国,模具由于磨损、机械损伤而失效,导致每年的经济损失达几十亿元人民币。因此,对模具的破损部位进行修复从而提高模具的使用寿命是模具制造业中急待解决的关键问题[1]。
目前,国内外模具生产企业通常采用电镀、堆焊、热喷涂等方法对模具进行修复。其中,电镀技术具有工艺成熟、成本较低等优点,不足之处是镀层较薄,与模具的结合力差,形状损坏部位难于修复以及对环境有污染;堆焊技术具有操作简单、成本较低等优点,但是堆焊的热输入量大、加工效率低、稀释率高,导致模具热影响区大且容易变形[2];热喷涂技术具有工艺成熟、操作简单、施喷环境宽泛及效率高等优点,但涂层与基材呈机械结合,涂层容易出现气孔以及与模具之间结合强度低,在使用的过程中易剥落。
相对常规电镀、堆焊、热喷涂技术等而言,激光熔覆技术具有能量密度高、稀释率低、热影响区与热变形小等特点,熔覆粉末的化学成分可调与可控,修复涂层的显微组织细小且致密,与基材呈结合强度高的冶金结合,在模具修复领域具有广阔的应用前景[3-5]。
挤压模具的工作环境恶劣,在高温(挤压时工作温度达520℃~550℃)、高压(挤压时的压力达几百兆帕)与磨粒磨损(硬质相夹杂物)的三重作用下,挤压模具的使用寿命大幅度缩短,这不仅会影响产品质量的稳定性,而且降低了企业的经济效益。因此,针对挤压模具在高温服役过程中,要求硬度高与耐磨损等特点,作者成功开发了用于挤压模具的激光熔覆修复技术。
1 研究的主要内容
1.1 激光熔覆铁基WC涂层的材料选择与制备
粘结金属选用熔点高且具有良好耐磨性能的铁基合金粉末,陶瓷相选择热膨胀系数低、具有一定塑性并与粘结金属润湿性、相溶性好的铸造WC颗粒。基材选择两种典型的模具材料如热作模具钢H13(4Cr5MoSiV1)、冷作模具钢9CrSi。研究内容包括:涂层宏观尺寸、稀释率与粉末利用率的影响因素,包括基材类型、陶瓷相含量、激光参数(激光功率、激光扫描速度、激光光斑尺寸、搭接率)等。
1.2 激光熔覆铁基WC涂层耐磨性能的研究
对比激光熔覆堆焊相同成分材料所制备的涂层的干摩擦磨损性能,分析磨屑的形貌特征与影响复合层干摩擦磨损性能的因素,探讨复合层的干摩擦磨损机理,建立激光熔覆工艺参数与涂层显的微组织以及耐磨性能间的定量关系,获得优化的工艺参数。
2 需要解决的关键问题
建立激光熔覆工艺参数与涂层结构、耐磨性能间的关系,是需要解决的关键问题。
采用激光熔覆铁基WC涂层修复模具,模具的使用寿命完全取决于涂层的结构与性能,而涂层的组织结构、性能以及陶瓷相的分布特征依赖于陶瓷相与粘结金属交互作用的程度、方式。因此,建立激光熔覆工艺参数与涂层结构、性能间的对应关系,是获得优化工艺参数以及高质量涂层的关键。
3 激光熔覆技术修复挤压模具的方法与步骤
(1)首先将专用合金粉末(铁基WC合金粉末)装入自动送粉器的装料斗内,然后将模具的破损部位进行打磨、除锈,再用酒精、丙酮清洗干净;
(2)利用铜管对模具的破损部位吹入Ar气;
(3)将具有矩形光斑的激光束与自动送粉器的粉末喷嘴定位于模具的破损部位;
(4)利用粉末喷嘴将铁基WC合金粉末吹入激光熔覆热源形成的熔池内,当激光熔覆热源移开后,熔融的合金粉末快速凝固结晶形成涂层。
(5)当激光熔覆完一道之后,沿激光扫描速度的垂直方向移动数控机床,其移动的距离为矩形激光光斑长度的80%~90%;
(6)检测涂层的面积是否达到预期的要求,如果没有,重复步骤(2)~(5),直到涂层达到所要求的面积;
(7)对涂层表面进行铣削与磨光,获得所要求的表面光洁度。
4 技术验证
深入研究了激光熔覆金属陶瓷层的工艺条件,探讨了激光扫描速度对粘结金属的显微组织与陶瓷相烧损形式的影响规律,获得了WC含量最高达50wt.%、稀释率小于10%、与基材呈冶金结合的金属陶瓷层,证实了激光熔覆金属陶瓷层技术是一种新型、有效的模具快速修复与表面强化技术。
图1为H13钢铝型材挤压模具激光熔覆修复前后的宏观结构。从图1可以看出,该模具修复前出现了断桥现象,即铝材进入模具入口处出现大量的宏观裂纹,裂纹的长度达15~18 mm,方向平行铝材进入的方向。经多道多层激光熔覆修复后,宏观裂纹完全消除。
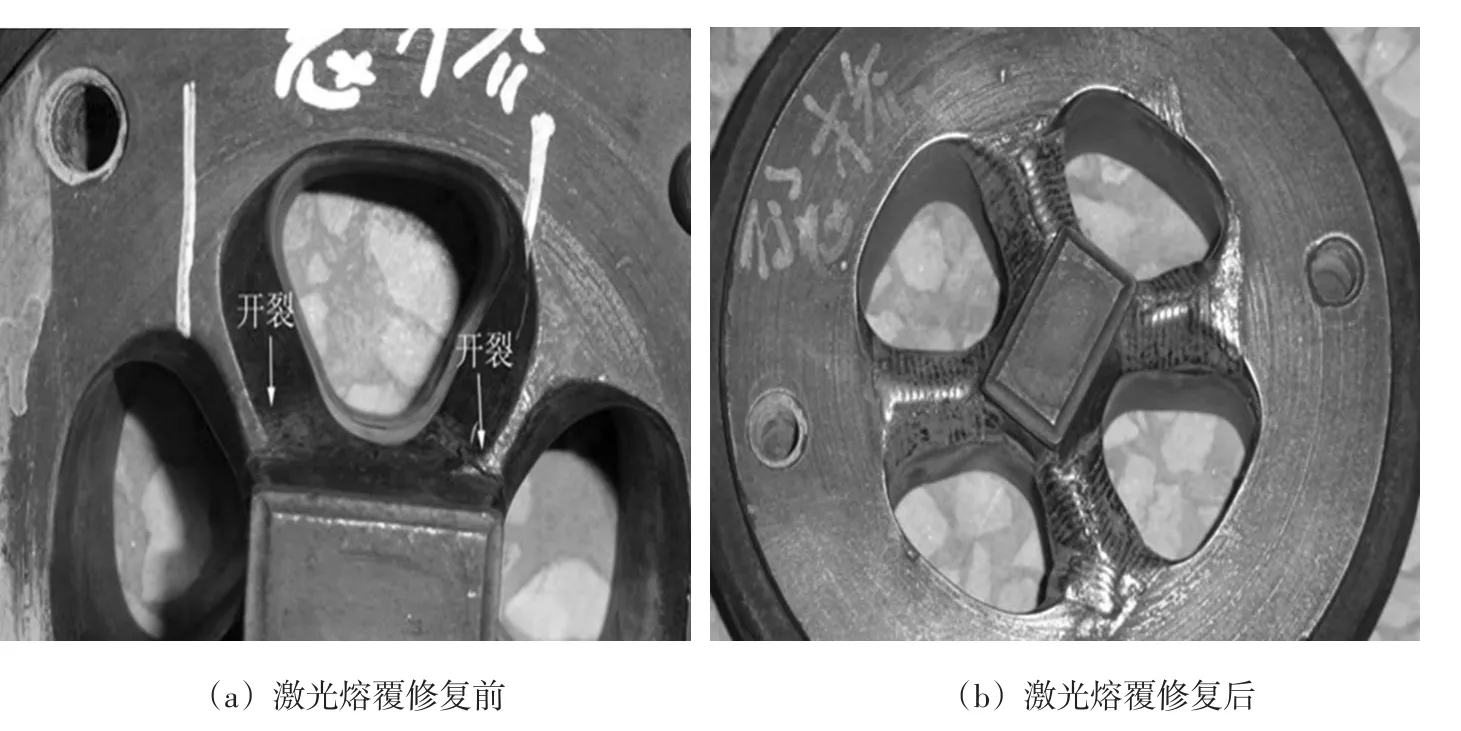
图1 H13钢铝型材挤压模具激光熔覆修复前后的宏观结构
5 结束语
研究了一种激光熔覆修复挤压模具技术,采用激光熔覆的方法和专用铁基碳化钨合金粉末对模具的破损部位进行修复。应用本技术对破损的H13钢铝型材挤压模具进行了激光熔覆修复,证实了激光熔覆金属陶瓷层技术是一种新型、有效的模具快速修复与表面强化技术。
[1]常明,张庆茂,廖健宏,等.塑料模具精密修复技术的评述及展望[J].金属热处理,2006,31(7):1-5.
[2]张群莉,姚建华,骆芳.热作模具H13钢表面激光堆焊类高速钢的实验研究[J].材料热处理学报,2005,26(4):95-98.
[3]曹亚男,张艳梅,揭晓华,等.钢表面激光熔覆镍基合金涂层裂纹控制的研究[J].热加工工艺,2012,41 (18):133-136.
[4]王锐,王存山.Nb4Si含量对激光熔覆Ti-Fe合金涂层组织和性能的影响[J].中国激光,2013,40(1):1-7.
[5]杨倩,黄宛真,郑遗凡,等.激光熔覆H13/TiC复合涂层中TiC的生长机制[J].热加工工艺,2013,42(4):134-136.
猜你喜欢
今日农业(2022年16期)2022-11-09
山东陶瓷(2021年5期)2022-01-17
建材发展导向(2021年14期)2021-08-23
陶瓷学报(2021年1期)2021-04-13
金属加工(热加工)(2020年12期)2020-02-06
山东冶金(2019年3期)2019-07-10
中成药(2018年1期)2018-02-02
科技创新与品牌(2016年9期)2016-11-03
新世纪水泥导报(2016年1期)2016-07-01
科技创新导报(2016年5期)2016-05-14