HFW焊管排辊成型预成型段ANSYS有限元分析
2014-03-26 05:41皮大光李立新苏雨萌
武汉科技大学学报 2014年1期
皮大光, 李立新, 张 静, 苏雨萌,袁 翔
(武汉科技大学材料与冶金学院,湖北 武汉,430081)
HFW焊管具有生产效率高、制造成本低、尺寸精度高、外型美观及应用广泛等优点,近年来在国内焊管行业得到了迅速发展[1]。HFW焊管排辊成型技术是通过在水平成型辊之间配置的多个连续小辊(排辊),使得板带边缘能够沿着一条平滑自然的变形路径成型,从而减小边缘的回弹变形[2-3]。HFW焊管排辊成型的优点是扩大了成品范围、减少了板带边缘伸长量,缺点是对于大、中口径HFW焊管容易产生边浪和鼓包现象,成材率较低,因此对于大、中口径的HFW焊管排辊成型技术生产过程的仿真研究极为重要。

1 材料模型的建立
采用X60管线钢作为模拟板材。对X60管线钢试样进行拉伸实验,根据所得应力-应变曲线回归拟合材料的双线性硬化模型,视实验数据与双线性模型对应数据点的流动应力差平方和最小时获得的模型为最佳模型[8]。X60管线钢双线性硬化模型回归拟合曲线如图1所示。通过多个试样的双线性硬化模型回归曲线求取均值,得到X60管线钢的屈服强度为464 MPa,切线模量为509MPa,试样密度ρ=7.8×103kg/m3,泊松比υ=0.3。
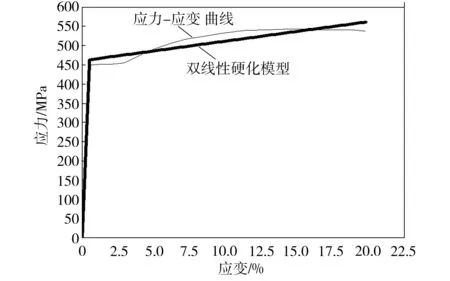
图1 X60管线钢双线性硬化模型回归拟合曲线
Fig.1RegressionfittingcurveofbilinearhardeningmodelforX60piplelinesteel
2 排辊成型有限元模型的建立

图2 508 mm管预成型段辊花图Fig.2 Forming roller diagram of 508 mm pipe in the pre-forming section

图3 HFW焊管排辊成型过程预成型段有限元模型Fig.3 Finite element model for cage roll forming process of HFW pipes in the pre-forming section
板带材料模型选用双线性随动强化模型(BKIN),取具有对称性质的板带宽度和轧辊长度的1/2进行模拟分析。定义轧辊为刚性接触体,单元采用SHELL163。为减少有限元单元数、缩短CPU计算时间,用轧辊外圆面来代替整个轧辊。定义板带与轧辊间的接触为自动面面接触(ASTS)。应用罚函数法进行接触控制,程序中的罚函数系数设置为0.6,计算时,一旦发生接触穿透现象,就会施加一个很大的罚函数值使其返回到接触面进行准确计算。板带与轧辊间的摩擦模型用库仑摩擦模型[6],分别取动、静摩擦系数为0.1和0.2。施加载荷时,板带设置为左右对称约束,对于轧辊,除轴向旋转不加约束外,其他5个自由度均加约束。选取板带前进速度为6000 mm/s。轧辊角速度为轧辊线速度与轧辊工作半径的比值。
3 仿真分析结果与讨论
3.1 排辊成型应力分析
板带进入、穿过弯边辊时等效应力云图如图4所示。从图4(a)中可以看出,板带被弯边辊咬入时,在弯曲变形区域产生了488.1 MPa的等效应力,其值大于板带屈服强度(464 MPa),表明板带已产生了塑性变形;从图4(b)中可看出,板带穿过弯边辊时,在弯曲变形区域产生的等效应力为475.8 MPa。上述结果表明,板带在咬入阶段产生的等效应力较稳定阶段大。这与文献[9]描述的现象相吻合,即板带克服屈服强度极限后进入稳定变形阶段。
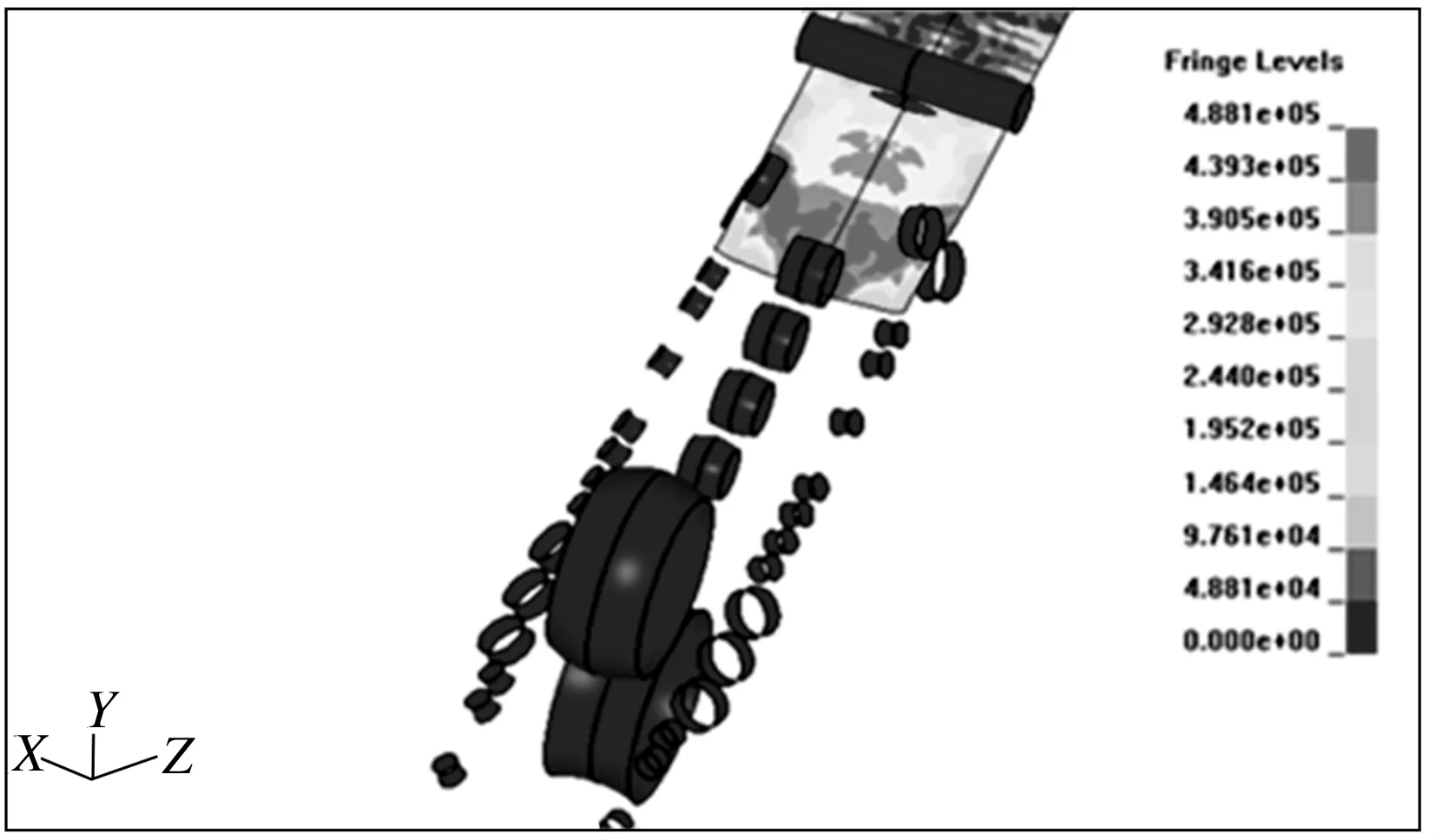
(a)板带进入弯边辊
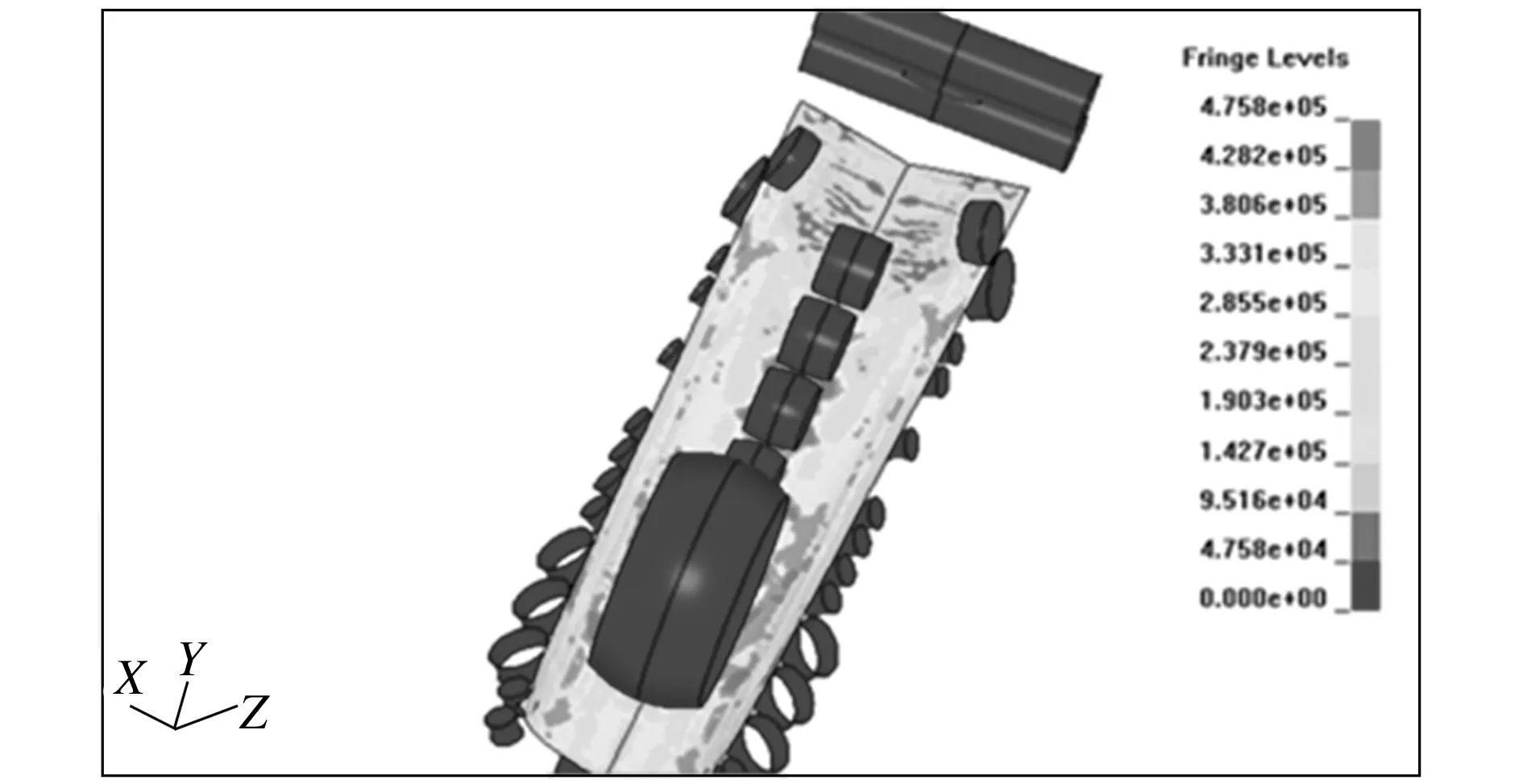
(b)板带穿过弯边辊图4 板带进入、穿过弯边辊时等效应力云图Fig.4 Equivalent stress nephogram when strip entering and through the edge-bending roll
3.2 排辊成型应变分析
预成型段沿板带不同横截面的PEEQ[10](等效塑性应变)分布如图5所示,图5中横坐标表示不同横截面形状投影后的相对距离,板带中心取值为0,板带边部为1。由图5中可看出,板带进入弯边辊时,边缘受到弯边上辊与下辊的共同挤压发生了较大的弯曲变形,其PEEQ急剧增大至0.051,之后在各排辊共同作用下PEEQ缓慢增大;预成型段弯边辊对板带边部PEEQ贡献最大,最大塑性变形发生在板带边缘和中心区域;由于空弯,在板带边缘和中心区域之间存在一段基本无塑性变形的区域,这即是文献[11]描述的“非弯曲区”。
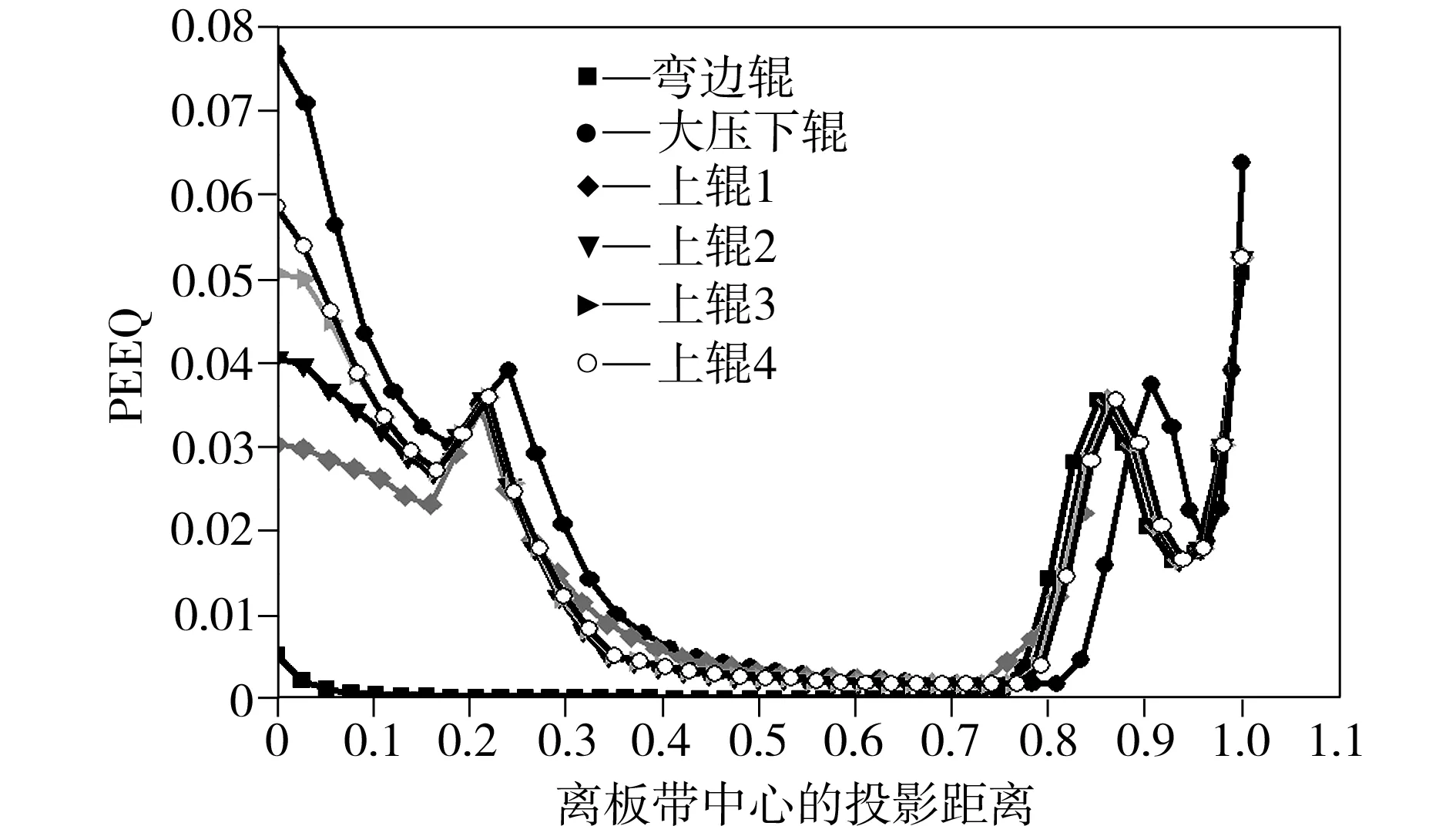
图5 预成型段沿板带不同横截面的PEEQ分布Fig.5 Effective plastic strain along different cross-sectional profiles of the strip in the pre-forming section
3.3 板带边部变形分析

图6 板带在预成型段的变形几何形状Fig.6 Deformed geometry of the strip in the pre-forming section
4 实测验证
实测板带经过预成型段弯边辊(a)、大压下辊(b)和预成型出口处(c)的开口距离和断面形状。取断面上点的纵坐标时,以板带通过夹送辊所在平面为零基准面,弯边处、大压下处和预成型出口处的下山量分别为-44.0 mm、-320.4 mm和-398.2 mm。预成型段纵向测量位置示意图如图7所示。预成型段不同位置开口距离实测值与仿真值如表1所示。从表1可看出,开口距离实测值与仿真值的最大绝对误差(Δd)和相对误差(δd)分别仅为11.9mm和1.897%。弯边辊、大压下辊和预成型出口处断面形状实测值与仿真值如图8~图10所示。从图8~图10中可看出,实测结果与仿真结果完全吻合。实测验证表明,利用ANSYS动力显式有限元软件进行HFW焊管排辊成型预成型段动态仿真,其精度完全满足工程应用需要。

图7 预成型段纵向测量位置示意图
Fig.7Longitudinalmeasuredpositionsinthepre-formingsection
表1预成型段不同位置开口距离实测值与仿真值
Table1Themeasuredandsimulationvaluesofopeningdistanceatdifferentmeasuredpositionsofthepre-formingsection
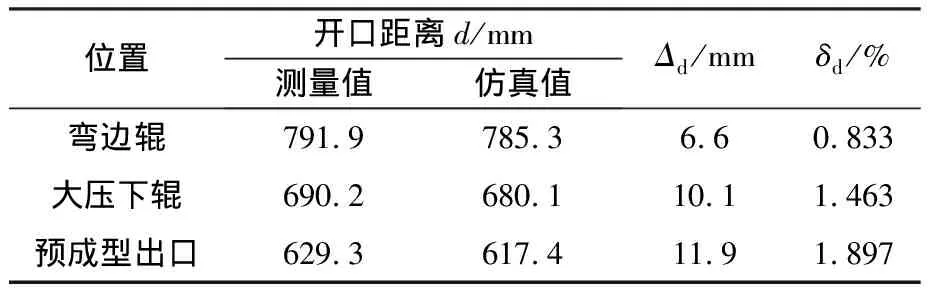
d/mmΔd/mmδd/%791.9 785.36.60.833 690.2 680.110.11.463 629.3 617.411.91.897
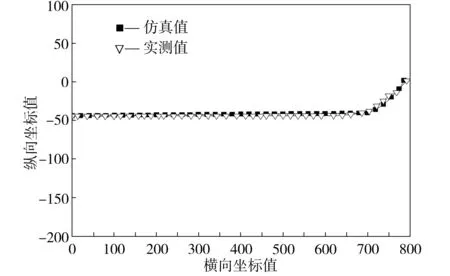
图8 弯边辊出口处断面形状实测值与仿真值
Fig.8Measuredandsimulationvaluesofstripprofileattheexitofedge-bendingroll
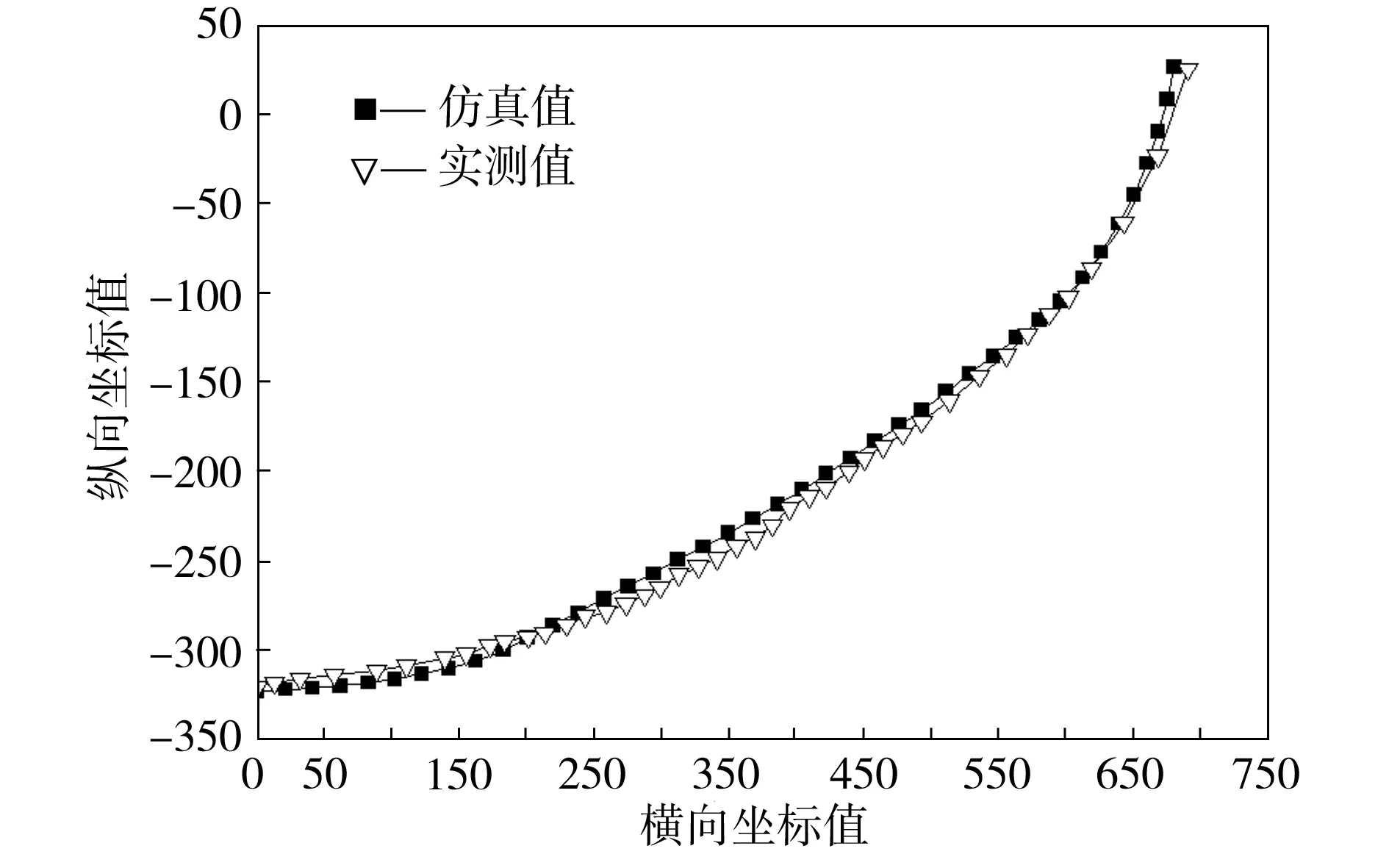
图9 大压下辊出口处断面形状实测值与仿真值
Fig.9Measuredandsimulationvaluesofstripprofileattheexitofbreakdownroll
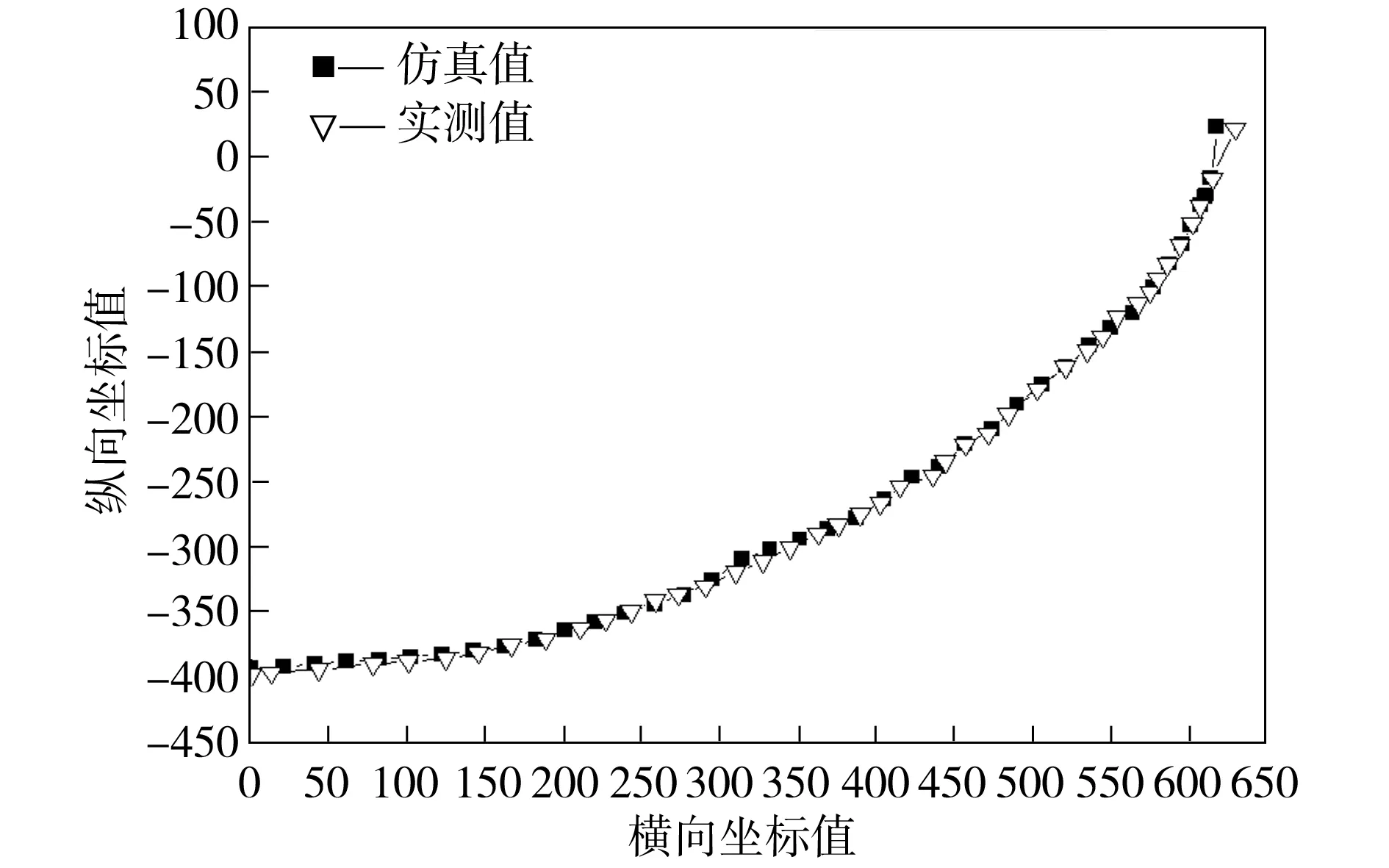
图10 预成型出口处断面形状实测值与仿真值
Fig.10Measuredandsimulationvaluesofstripprofileattheexitofthepre-formingsection
5 结语
弯边区域板带在咬入阶段产生的等效应力较稳定阶段大;预成型段弯边辊对板带边部变形的贡献最大,最大塑性变形发生在板带边缘和中心区域;板带边缘无边浪和鼓包产生。利用ANSYS有限元软件进行HFW焊管排辊成型预成型段动态仿真精度满足工程应用需要。
[1] 赖兴涛,崔俊.HFW焊管制管各工序质量控制[J].焊管,2010,33(10):60-64.
[2] 史文超,李大永,彭颖红,等.直缝焊管排辊成型CAD参数化快速建模系统开发[J].机械设计与研究,2009,25(2):101-104.
[3] 谷中莹.基于有限元仿真的ERW焊管排辊成型孔型的研究[D].上海:上海交通大学,2008.
[4] Bui Q V,Ponthot P.Numerical simulation of cold roll-forming processes[J].Journal of Materials Processing Technology,2008,202(1/3):275-282.
[5] 王军杰,蒋劲茂,李大永,等.ERW焊管辊弯成型过程的动态仿真研究[J].塑性工程学报,2007,14(5):23-25,37.
[6] 白亚斌,李立新,贺方平,等.ANSYS二次开发在冷弯仿真分析中的应用[J].钢铁研究,2008,36(5):29-31.
[7] 蒋劲茂,李大永,彭颖红,等.直缝焊管排辊成型中预成形段的动力显式仿真[J].上海交通大学学报:自然科学版,2008,42(9):1444-1447.
[8] 胡盛德,刘勇,贾余超,等.厚壁型钢冷弯应力分析[J].武汉科技大学学报,2012,35(3):174-177,185.
[9] 白亚斌.基于ANSYS二次开发辊弯仿真[D].武汉:武汉科技大学,2008.
[10]谷中莹,刘玉文,李大永,等.ERW焊管排辊成形显式动力有限元仿真线性成形段分析[J].塑性工程学报,2008,15(6):87-90.
[11]Jiang J M,Li D Y,Peng Y H,et al.Research on strip deformation in the cage roll-forming process of ERW round pipes[J].Journal of Materials Processing Technology,2009,209 (10): 4850-4856.
猜你喜欢
电子技术应用(2022年11期)2022-11-28
一重技术(2021年5期)2022-01-18
环境保护与循环经济(2021年7期)2021-11-02
冶金设备(2020年2期)2020-12-28
哈尔滨轴承(2020年1期)2020-11-03
重型机械(2020年3期)2020-08-24
中国奶牛(2019年10期)2019-10-28
中国钼业(2019年4期)2019-08-29
焊管(2019年3期)2019-04-22
电子制作(2018年23期)2018-12-26