浅谈机械模块中通风系统的制作技术
2014-03-25 10:22
中国新技术新产品 2014年8期
(山东核电设备制造有限公司,山东 海阳 265118)
浅谈机械模块中通风系统的制作技术
宋玉凤
(山东核电设备制造有限公司,山东 海阳 265118)
介绍了AP1000机械模块中通风系统制作的技术要求,主要包括风管、弯头、风帽的制作以及安装的技术要求,以及在实际制作过程中总结出的一些个人看法。
机械模块;通风;风管;制作
1 概述
AP1000机械模块中的通风系统主要是用于调节核电站中各厂房内的空气、环境和温度,以保证核电站中的各个系统在设计要求的环境、温度下正常工作。通风系统分为放射性控制区通风系统、核岛非放射性通风系统、安全壳循环冷却系统、安全壳空气过滤系统、放射性废物厂房空调通风系统等,此处介绍的是放射性控制区通风系统(不包含风管附件)。此系统中的风管为矩形风管,制作要求如下:
2 通风系统的制作
2.1 风管
一般情况下制作矩形风管通常用折弯机折出对角的直角,剩下的两个直角就需要通过咬合的形式连接,AP1000中采用的咬合形式,其中90度角的钢板通过折弯机折弯而成,而另一边钢板是通过咬口机压合而成,为了保证成形后的风管尺寸满足公差要求,钢板下料时应充分考虑咬口的余量。在咬口连接的过程中应添加密封剂,从而保证其密封性。为便于管段的拆卸、更换及检修,管段之间的横向接口通常采用法兰连接。此处设计的法兰是用四段相同规格的角钢焊接而成,其中焊脚尺寸为钢板的厚度。
2.2 矩形弯头
矩形直角弯头是用钢板制作而成,包括半径弯头和方形喉部弯头。半径弯头又分为长半径(半径/宽度= 1.5)和短半径(半径/宽度< 1.0)。如果采用短半径弯头则必须在其内部设置导流叶片(如图1)。在空间允许的情况下一般采用不需要导流叶片的长半径弯头,也便于制造。
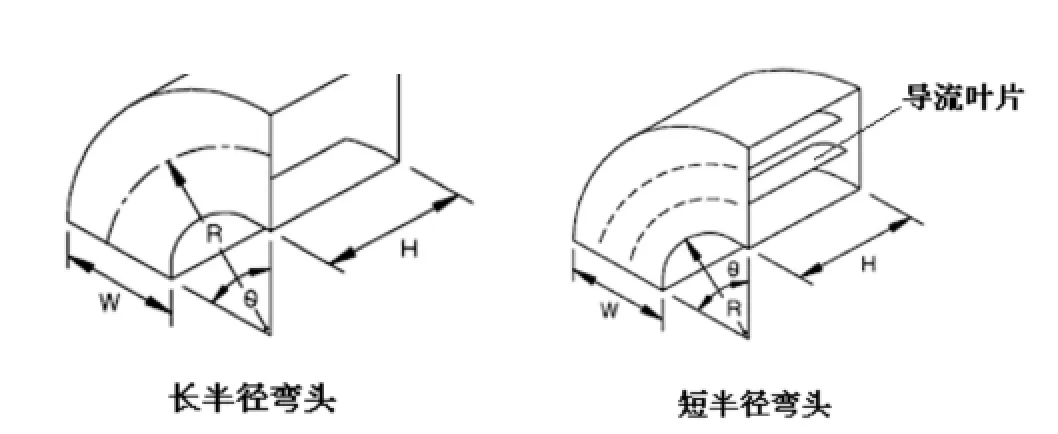
图1
方形喉部弯头的喉部长度应不小于76mm,并且内部带有导流叶片(如图2)

图2
2.3 风帽
设计要求风帽是用钢板将风管的一端通过咬口连接堵住,这样制造起来费力费时,而且封堵效果不佳,也不便于拆卸,更换。建议将风帽改为类似于管道中的盲板法兰,按照法兰的外形尺寸下料钢板,钢板的四周与法兰配钻螺栓孔,安装时将钢板放在两片法兰之间,通过紧固件固定。这样既便于制造,又便于安装和拆卸。
3 调节段的选择
考虑到通风系统整体装配时的公差累积和垫片的可压缩性,以及安装时的空间和可操作性,应选出1~2个管段作为调节管段,将其中一端的法兰在管线预拼装之后根据实际尺寸进行焊接,以保证系统安装后整体尺寸符合设计要求。通过不断总结车间风管安装遇到的各种问题,最后得出调节管段的选择应遵循一定的原则:首先,该管段应位于主管上,其次,该管段的法兰与支架有一定的距离,以防止该管段尺寸的调节导致其法兰与支架的干涉;再次,该管段应为直管段,不要带有支管。在满足上面三个条件下,优先考虑管线两端的管段,以便于尺寸的测量。
4 通风系统的安装
为便于通风管道的安装,就要求对整个模块进行分析研究,以防止空间过小而管段无法安装就位或者无法进行通风支架的焊接,因此要借助三维模型进行空间分析。间距小于法兰尺寸的支架应先将管段安装之后再进行最后的焊接,但部分支架在管段就位后就没有焊接的操作空间,对于这种情况就应该将此法兰在管段就位后焊接,所以要综合考虑,然后选出相对简便,合理的方案。通风管道与支架间的固定有两种方法,一是间断焊,缺点就是要求焊工要有过硬的技术,在焊接过程中如果焊丝走的稍慢就可能烧穿钢板,导致报废。同时焊接还会造成钢板表层起皮,镀锌层脱落,需要补漆,对于尺寸较小的长管段,有些地方补漆相当困难,之后也不容易进行目视检查;二是铆接,缺点就是有些位置没有铆接操作空间。但是以上两种方法不能混合使用。
结语
从低成本,高质量,高生产率的角度出发,对于非抗震,非安全相关的通风系统,不适宜大范围的采用焊接技术,应将其最大化的采用铆接。部分消耗性材料设计要求按照美标标准对发烟指数、火焰蔓延指数进行控制,导致部分材料依靠进口,为减少对其生产和工期的制约,应考虑尽快国产化。
[1]ASME AG-1 核电厂空气和气体处理.上海科学技术文献出版社,2003.
[2]SMACNA, HVAC Duct Construction Standard . Metal and Flexible, 1995.
F284
A
猜你喜欢
橡塑技术与装备(2023年12期)2023-12-05
设备管理与维修(2022年19期)2023-01-03
同济大学学报(自然科学版)(2022年3期)2022-03-18
水泥工程(2020年3期)2020-10-28
综合智慧能源(2016年9期)2016-11-12
现代制造技术与装备(2015年4期)2015-12-23
机械工程师(2015年8期)2015-04-10
石油工程建设(2014年5期)2014-03-20
河南科技(2014年16期)2014-02-27
河南科技(2014年11期)2014-02-27