孔端面锪平刀具改进的探讨
2014-03-22 02:07刘佛贵胡绍军
河南科技 2014年6期
刘佛贵 胡绍军
(1.南车青岛四方机车车辆股份有限公司,山东 青岛 266111;2.湖南铁道职业技术学院,湖南 株洲 4112001)
1 常用的孔端面锪平加工刀具的特点
在机械制造业中,为了保证螺纹紧固件的正确安装,装配螺栓、螺钉、双头螺柱用的光孔和螺纹孔的端面需要加工成平面。当孔端面不适合整体加工成平面时,往往需要在孔的端面加工圆柱形沉头孔或凸台表面,即对孔端面进行锪平加工。孔端面锪平加工常用的刀具有两种:标准平底锪钻和带导柱刀杆锪平刀具。
标准平底锪钻可采用高速钢整体结构和硬质合金镶齿结构。高速钢整体结构标准平底锪钻适用于加低碳钢和普通低合金钢。镶YG类硬质合金标准平底锪钻刀片抗弯强度、冲击韧性和热导率都比较高,只是硬度稍低些,适合加工铸铁和有色金属。镶YT类硬质合金标准平底锪钻硬度和耐磨性都高,但强度和冲击韧性较差,适合于加工中高强度钢。标准平底锪钻磨损之后,需要专门的刀具厂家使用工具磨床进行修磨,修磨成本高,并且刀具一旦崩刃则需报废。
带导柱刀杆锪平刀具由带导柱刀杆和白钢条组成。白钢条为锻造高速钢,具有较高的红硬性、耐磨性和耐冲击性能,抗弯强度、冲击韧性与普通高速钢在同一水平上,寿命是普通高速钢的2倍以上,是一种物美价廉的刀具材料,适用于加工中低强度钢和铸铁。白钢条切削刃可以刃磨得比较锋利,加工表面质量粗糙度低。白钢条磨损之后使用普通砂轮机进行修磨,修磨成本低。
2 问题的提出
某公司现接了一批产品,材质为Q345C,要求对Φ22mm孔端面进行锪平,锪平直径为Φ50mm,锪平表面粗糙度Ra12.5,加工示意图见图1。
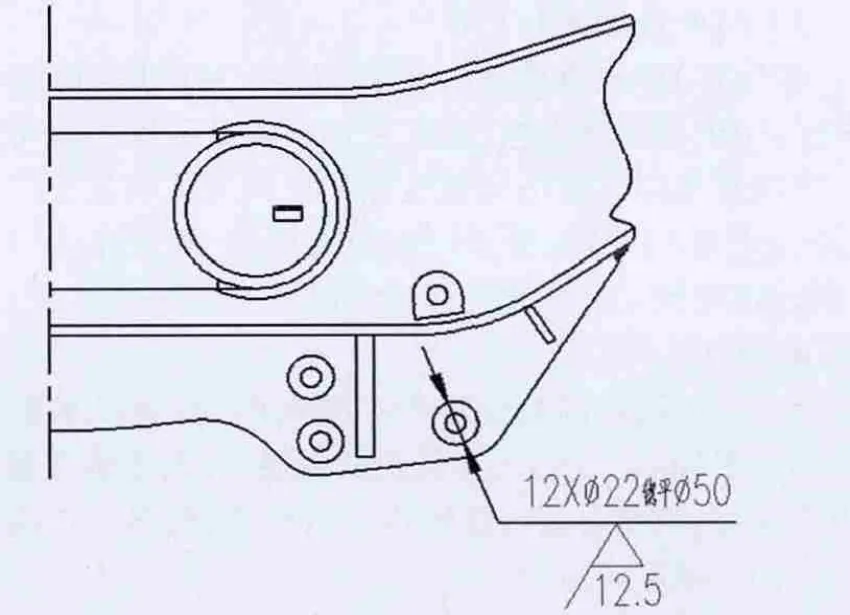
图1 制动器垫板Φ22mm孔端面锪平加工示意图
根据工件材质和加工要求,我公司长期以来使用带导柱刀杆锪平刀具对该部位进行锪平加工。刀具如图2所示,由带导柱刀杆、白钢条和1个紧定螺钉组成。刀杆直径为Φ40mm,导柱直径为Φ21mm。导柱径向加工1个12.5mmX12.5mm的方孔,用于放置12mmX12mm的白钢条。刀杆端面沿轴线加工1个M12螺纹孔,螺纹孔与方孔贯通,旋入M12内六角平端紧定螺钉用于压紧白钢条。
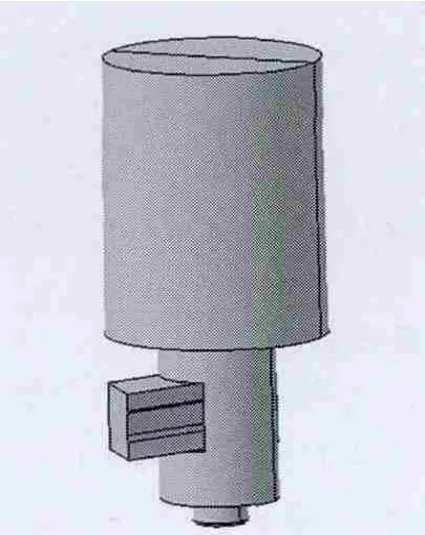
图2 带导柱刀杆锪平刀具
该刀具加工过程中存在以下问题:
(1)锪平时刀杆承受较大的径向力,导柱产生径向摆动,对Φ22mm孔内壁产生轻微划伤,锪平之后需要对Φ22mm孔内壁进行打磨。
(2)刀杆导柱刚性不足,为保证锪平质量,需使用较低的切削用量,刀具转速20r/min,进给量0.1mm/r,加工效率低。
3 改进措施
针对上述问题,设计并改进了一种不带导柱刀杆锪平刀具,结构如图3所示,刀具由不带导柱刀杆、白钢条和3个紧定螺钉组成。刀杆直径为Φ40mm,在刀杆端部加工1个与刀杆轴线成25°角的12.5mmX12.5mm的方孔。方孔上方加工2个M12的螺纹孔,方孔侧面加工1个M12螺纹孔。将12mmX12mm的白钢条一端刃磨出垂直刀杆轴线的切削刃,另一端放入刀杆方孔内,使用3个M12内六角平端紧定螺钉将白钢条压紧。
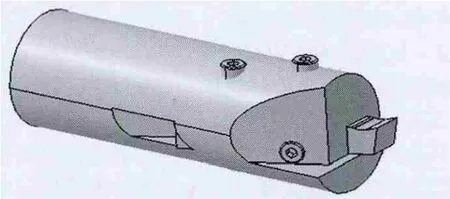
图3 不带导柱刀杆锪平刀具
不带导柱刀杆锪平刀具刀杆为一体结构,没有前端导柱,刀杆刚性显著提高,可以直接对孔端面进行锪平加工。白钢条与刀杆轴线角度为25°,加工时刀杆承受较大的轴向力和较小的径向力,刀杆径向摆动减轻。与带导柱刀杆锪平刀具比较,不带导柱刀杆锪平刀具有以下优势:
(1)消除了导柱损伤底孔孔壁的质量问题。
(2)提高了锪平表面质量,锪平表面粗糙度达到Ra6.3。
(3)刀具转速50r/min,进给量0.15mm/r,加工效率为原刀具的3.75倍。
4 结论
不带导柱刀杆锪平刀具继承了白钢条锪平刀具的优势,又通过改进刀杆结构提升了加工质量和效率,加工效果良好,可推广应用到各类铸铁和中低强度钢的锪平加工。
[1] 张树森.机械制造工程学[M].沈阳:东北大学出版,2001.
[2] 袁哲俊,刘华明.刀具设计手册[M].北京:机械工业出版社,1999.
[3] 陈宏钧等.实用机械加工工艺手册[M].北京:机械工业出版社,1996.
猜你喜欢
工程力学(2022年7期)2022-07-04
金属加工(冷加工)(2022年2期)2022-02-24
冶金设备(2020年2期)2020-12-28
重型机械(2020年2期)2020-07-24
书屋(2019年11期)2019-12-02
西部论丛(2019年4期)2019-03-08
橡塑技术与装备(2018年10期)2018-02-19
IT经理世界(2017年7期)2017-04-21
华南理工大学学报(自然科学版)(2016年5期)2016-07-19
大型铸锻件(2015年5期)2015-12-16