TFT-LCD中的液晶扩散研究
2014-03-21 10:00:14刘栋宏王修亮毛利军魏永辉
液晶与显示 2014年2期
刘栋宏,张 琦,张 磊,王修亮,毛利军,魏永辉
(北京京东方光电科技有限公司,北京100176)
1 引 言
近年来,液晶显示器以其低工作电压、低功耗、低辐射、低空间占用率以及轻、薄、美观等优势,已成为市场主流,广泛出现在人们的日常生活中。随着人们认识水平和对显示要求的不断提高,对液晶显示器画面品质的关注度也随之不断提升[1],因此对液晶面板的生产和制造也提出了更高的要求。
在薄膜晶体管液晶显示器TFT-LCD 行业的ODF(One Drop Filling,液晶滴注)工序中,TFT(Thin Film Transistor,薄膜晶体管)玻璃基板与CF(Color Filter,彩色滤光片)玻璃基板之间会滴入液晶、涂上封框胶并将薄膜晶体管基板与彩色滤光片基板对盒在一起形成密闭的液晶盒。由于盒内的空间是一定的,液晶滴注工艺需要事先对盒内空间体积进行计算,经过密度转换为理论的液晶滴入量。实际的滴入量会在理论值的基础上经过实验验证来最终确定。
滴入的液晶是一滴一滴的,并不是平均地分散在玻璃基板表面,而我们最后使用的液晶显示面板,液晶是完全扩散开来均匀地分布在薄膜晶体管基板和彩色滤光片基板之间。从刚滴在基板上的一滴一滴的形状到扩散成均匀分布的状态,我们称之为液晶的扩散过程,它对于一些不良的形成和检出有着直接的影响。
2 液晶扩散过程
液晶的扩散过程主要分为3 个阶段(图1),第一个阶段是从刚刚滴在玻璃基板上到对盒之前的过程,在此过程中液晶是在开放的环境中进行扩散,主要依靠液晶自身的重力作用在玻璃基板上扩散,此过程的扩散现象是水滴状的液晶在玻璃基板上高度慢慢降低,表面积增大;第二个阶段是对盒过程,液晶在真空状态下(<10Pa)受到玻璃基板的挤压作用(对盒前液晶高度约为20μm,对盒后液晶高度约为3~4μm),迅速地扩散到面板的大部分区域,四周及边角会有一些区域还没有液晶。
最后一个阶段是对盒之后液晶的扩散。由于彩色滤光片玻璃与薄膜晶体管玻璃之间存在起支撑作用、具有一定弹性回复率的隔垫物,玻璃的重力挤压作用被隔垫物的支撑力所抵消,实际对液晶扩散的影响基本没有;液晶扩散过程中玻璃间间隙会发生微小变化,有液晶的地方间隙较高,没有液晶的地方间隙较低,但总体间隙的变化不大,可以看作是固定距离的平行平板(对于扩散时间的影响后面的结果分析有说明),经过扩散过程后,间隙趋于一致,达到我们预先设计的间隙。国内外的相关研究文献说明,固定间距平行平板间的液体扩散主要依靠液体的表面张力[2-8],因此第三阶段的液晶扩散主要依靠液晶自身的表面张力作用逐渐的在面板内部均匀的扩散至各个角落。本文中,主要研究的是第三个阶段即对盒之后的液晶扩散状态。
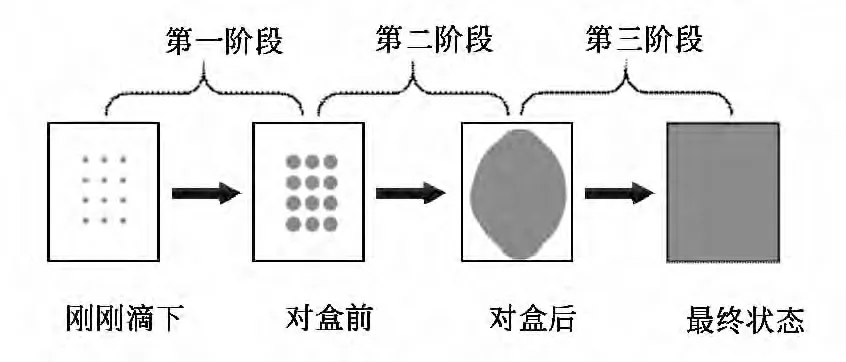
图1 液晶扩散过程Fig.1 Diffusion process of LC
对盒之后,液晶在密闭的空间里面还需要一定的时间来扩散到整个面板,这个扩散过程往往需要几个甚至几十个小时。在后工序中经常可以在面板的边角看到液晶未充满的现象(图2),正是由于液晶扩散未完全造成的。

图2 未充满现象Fig.2 Phenomenon of Not Fill
这种现象并不意味着产品是不合格的,放置一段时间后随着液晶的逐渐扩散,未充满现象可能会消失。
液晶滴注工序的另一个不良重力Mura与液晶量过多相关。它的检查方法为:将玻璃倾斜放置于50 ℃环境下,如果面板内部的液晶过多的话,一段时间之后过多的液晶会由于重力的作用流到屏幕下端,可以在面板下端看到一条颜色较深的痕迹(图3)。

图3 重力Mura现象Fig.3 Phenomenon of gravity Mura
以上所述不良现象与液晶在面板内部的扩散过程和状态有关,这些现象一直没有相关文献进行精确的分析与计算。而此部分的研究对于优化液晶量的控制及液晶滴注工艺和不良改善有重大意义。经过对大量的液晶扩散过程的观察和研究、测试可认为,液晶作为流体,符合流体的一般运动规律,以流体力学的知识和规律对液晶的扩散过程及状态进行分析与研究,可以还原出液晶在面板内部的真实运动及存在的状况,并以此来指导来优化工艺生产。
3 液晶扩散模型
3.1 平放状态下的液晶扩散模型
在外部环境不变的情况下,流体扩散的快慢直接与液晶本身的特性相关:黏性、表面张力系数与接触角。
牛顿于1687年提出黏性定律,其公式为:

其中:τ为黏性切应力,μ 为黏度系数。黏度系数为常数的流体称为牛顿流体[9-10]。
液晶在平行的2个玻璃基板之间扩散,由于表面张力很小,液晶扩散速度较慢,内部压强梯度为常数(用表面张力换算),温度不变,所以,液晶在面板内部的扩散过程可以视为不可压缩牛顿流体在固定平行平板中的定常流动。关于平行平板间的流体流动研究较多,Washburn在1921年就提出了Washburn模型[4]:

式中:σ是表面张力系数,x 是t时刻流体的位置;φ 是润湿角;μ 是流体的黏度系数;b是平行平板之间的距离。
此方程表明:在平行平板间距一定的前提下,黏度越小、接触角越小、表面张力系数越大越有利于流体的扩散,流动模型如图4所示。
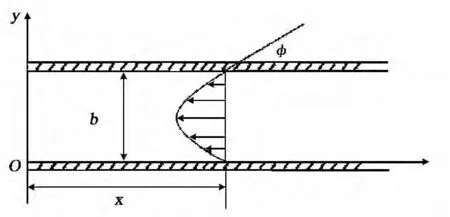
图4 平放状态下液晶流动模型Fig.4 LC diffusion model of flat state
此模型在平行平板水平放置的前提下是基本适用的,下文作者也给出了相应的验证结果。在TFT-LCD 行业的实际生产中,一般面板的放置状态有2种:正常状态下水平放置,检测时倾斜放置(一般为30°~60°)。
为了更符合实际情况,本文作者经过假设与推导,提出了倾斜状态下的液晶扩散模型。
3.2 倾斜状态下的液晶扩散模型
倾斜一定的角度,液晶的流动受到重力、表面张力的综合作用。根据流体力学相关知识,建立模型并做出以下假设:
1)有液晶的地方间隙高,没有液晶的地方间隙低,间隙在扩散过程中会发生微小变化,为了简化模型,假设液晶盒的间隙值b为常数,并且忽略盒内隔垫物对扩散的影响;
2)液晶的黏性系数会随着温度的变化而变化,本文中的研究条件温度不变,可以假设液晶为不可压缩的牛顿流体;
3)液晶在表面张力、重力的x 方向分量作用下只在x 方向做充分发展的层流,可简化为x、y平面上的运动;


v=0 说明y 方向液晶不发生流动;
流体力学N-S方程:

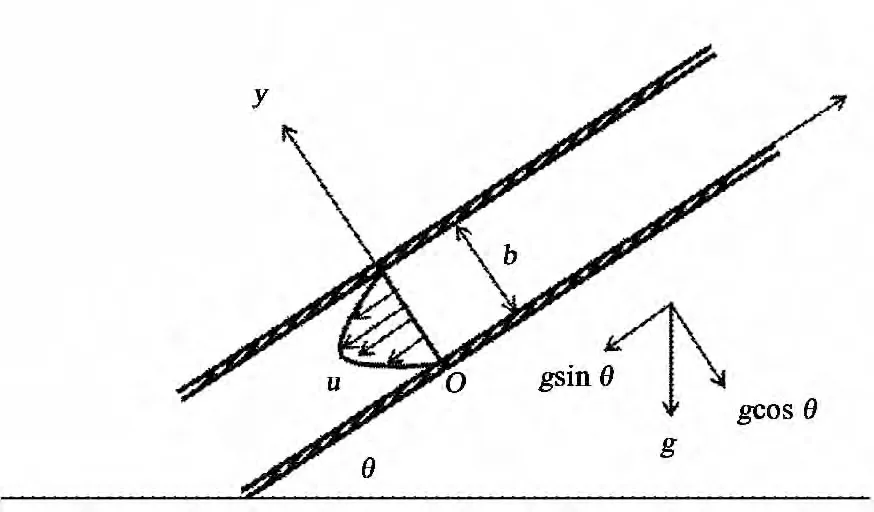
图5 倾斜放置状态下的液晶流动模型Fig.5 LC diffusion model of tilt state
将假设条件和(4)、(5)方程代入方程(6)可以得出

两次积分后可得:

边界条件:y=0,u=0;y=b,u=0,代入方程(8)可以解出:

将(9)式代入(8)式可得速度表达式:


单位宽度内的流量可由积分得出:

平均速度为:

即平均速度为最大速度的2/3。



方程(16)分情况积分:
1)当倾斜角θ 为0 时,方程(16)积分可得方程:

边界条件:t=0,x=0,可得c3=0,方程(17)变为方程(2),此即平放状态下的方程,这表明Washburn模型是倾斜角度为0时的特例;
2)当倾斜角θ≠0时,解微分方程可得:

边界条件:t=0,x=0,解得

代入得:

此即倾斜状态下的液晶扩散时间与位移关系的方程式。
4 结果与分析
4.1 模型计算结果
某一款液晶在25℃下的参数如下:

表1 液晶参数Tab.1 LC parameters
假设间隙为3μm,玻璃放置在倾斜的角度为45°的基台上,可以计算得出:

表2 模型理论计算结果Tab.2 Theoretical results of model
从图6中可以看出,扩散的位移越短,倾斜与平放两种状态的扩散时间越接近,重力的影响不显著;同样的扩散位移,位移越长,两种状态下的扩散时间差距越大,重力的影响越显著。
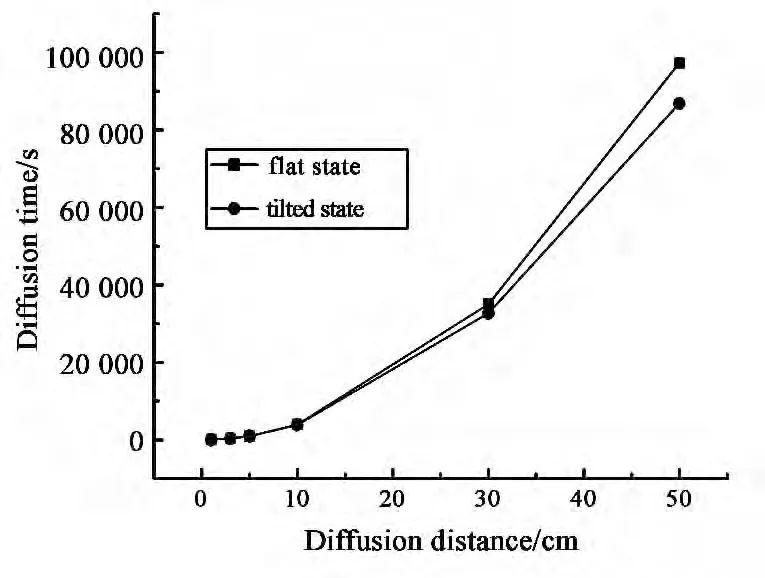
图6 平放状态与倾斜状态扩散时间对比Fig.6 Comparison of diffusion time between flat state and tilted state
而且从模型中可以看出,平放状态下扩散时间与扩散位移的平方成正比,因此在实际生产过程中,液晶滴下的形状分布对液晶扩散起到非常重要的作用。滴下形状越分散,扩散效果越好。
面板的尺寸大小对最后液晶扩散状态影响也很大。小尺寸产品扩散位移短,时间快,液晶容易接触封框胶并对封框胶造成冲击,如果不严格管控工艺条件,非常容易产生液晶泄露不良。大尺寸产品容易出现液晶未充满,是因为液晶扩散位移过长,扩散较慢,在形状分布设计上需要进行改进。
实际生产中,大部分的面板检测都是倾斜一定角度来方便人员观察,而且个别不良需要倾斜放置一定时间后才能检出(如重力Mura)。
倾斜状态下的扩散模型的实际意义在于:1)可以指导未充满不良的处理,在倾斜状态下液晶扩散更快;2)为观察重力Mura的时间提供理论上的依据。
4.2 实测数据与误差分析
实验条件:温度为室温25 ℃,玻璃间的间隙值为3μm,玻璃放置在倾斜的角度为45°的贴偏光片基台上。液晶扩散的位移通过带刻度的直尺量出,时间通过秒表记录。

图7 液晶扩散距离与时间的关系Fig.7 Relationship between diffusion distance and time
测量数据曲线与模型曲线形状相近(图7),在扩散位移比较小的情况下,类似于抛物线。实测数据与模型计算数据基本相符,实际液晶扩散比模型计算略慢,两者的细微差别主要受两个因素影响:
1)液晶盒内间隙影响。由于液晶一开始并不是均匀的分布在面板内,在有液晶存在的地方,间隙高,没有液晶的地方间隙低。液晶由间隙高的地方向间隙低的地方扩散,比理论模型的固定Gap需要更长的时间;
2)盒内隔垫物影响。隔垫物会对液晶的流动起一定阻滞作用,隔垫物密度越大,阻滞作用越明显。
采用滴数更多分布更合理的形状分布设计、减小隔垫物密度设计等可以减小以上2个因素对模型的影响。
5 结 论
对TFT-LCD行业中液晶的扩散模型进行了理论研究,提出了液晶扩散的3个阶段,并主要针对第三个阶段及对盒后的液晶扩散进行了探讨与计算。在温度不变的前提下,对此阶段倾斜状态下的液晶扩散提出了一个新的模型,利用流体力学中的N-S方程理论推导出了液晶扩散时间与其位移的方程式,平放状态下的Washburn模型是倾斜角度为0°时的特例。
在同样的扩散位移下,位移量越小,两个状态下的扩散时间越接近,位移越大,重力的影响越显著。
面板尺寸大小、形状分布设计等参数对液晶扩散有非常大的影响。液晶扩散位移小,容易有液晶泄露不良;扩散位移大,容易发生未充满。
间隙差异性以及盒内隔垫物会影响液晶扩散的速度,实测的数据与模型理论计算数据基本相符,基于牛顿流体假设下的模型可以较好地预测液晶的扩散行为。
[1] 彭毅雯,徐伟,罗毅,等.TFT-LCD面影像残留改善研究[J].液晶与显示,2012,27(1):66-69.Peng Y W,Xue W,Luo Y,et al.Improvement of TFT-LCD area image sticking[J].Chinese Journal of Liquid Crystals and Displays,2012,27(1):66-69.(in Chinese)
[2] 万建武.表面张力作用下的平行平板下填充流动模型研究[J],广州大学学报:自然科学版,2010,9(5):11-15.Wang J W.Study of underfill flow model between two parallel plates driven by capillary forces[J].Journal of Guangzhou University:Natural Science Edition,2010,9(5):11-15.(in Chinese)
[3] Wang J.Underfill of flip-chip on organic substrate:viscosity,surface tension and contact angle[J].Microelectronics Reliability,2002,42:293-299.
[4] Washburn E W.The dynamics of capillary flow[J].Physical Review,1921,17(3):273-283.
[5] Gamota D R,Melton C M.Advanced encapsulant materials systems for flip-chip-on-board assemblies.I.Encapsulant materials with improved manufacturing properties.II.Materials to integrate the reflow and underfilling processes[C].Electronics Manufacturing Technology Symposium,Austin,1996:1-9.
[6] Pascarella N W,Baldin D F.Compression flow modeling of underfill encapsulation for low cost flip-chip assembly[J].IEEE Transactions on Components,Packaging,and Manufacturing Technology,Part C,1998,21(4):325-335.
[7] Han S,Wang K K.Analysis of the flow of encapsulant during underfill encapsulation of flip-chips[J].IEEE Transactions on Components,Packaging,and Manufacturing Technology,Part B,1997,20(4):424-433.
[8] Schwiebert M K,Leong W H.Underfill flow as viscous flow between parallel plates driven by capillary action[J].IEEE Transactions on Components,Packaging,and Manufacturing Technology,Part C,1996,19(2):133-137.
[9] 丁祖荣.流体力学[M].北京:高等教育出版社,2004:16-22.Ding Z R.Hydromechanics[M].Beijing:Higher Education Press,2004:16-22.(in Chinese)
[10] 吴望一.流体力学[M].北京:北京大学出版社,1982:161-170.Wu W Y.Hydromechanics[M].Beijing:Peking University Press,1982:161-170.(in Chinese)
猜你喜欢
发光学报(2022年7期)2022-08-05 04:41:08
数学物理学报(2021年6期)2021-12-21 06:24:08
液晶与显示(2020年8期)2020-08-08 07:01:46
小布老虎(2016年4期)2016-12-01 05:46:08
上海金属(2016年2期)2016-11-23 05:34:45
科技创新导报(2016年1期)2016-05-30 09:38:13
中国塑料(2016年7期)2016-04-16 05:25:55
液晶与显示(2015年1期)2015-02-28 21:15:54
上海金属(2014年3期)2014-12-19 13:09:06
上海金属(2014年2期)2014-12-18 06:52:45